精紡防縮羊毛段彩紗的生產(chǎn)實(shí)踐
2019-09-23 07:48:10周建恒
毛紡科技 2019年8期
關(guān)鍵詞:工藝
周建恒
(浙江新澳紡織股份有限公司,浙江 嘉興 314511)
隨著生活水平的不斷提高,人們對(duì)服裝的舒適性已經(jīng)不再是唯一的要求,一些符合時(shí)裝潮流的休閑風(fēng)格的服裝,尤其受消費(fèi)者的歡迎[1],但該類服裝對(duì)紗線具有較高的要求。段彩紗采用有色纖維及特殊工藝技術(shù)進(jìn)行紡紗,形成了獨(dú)特的產(chǎn)品風(fēng)格[2]。段彩紗較多采用棉紡設(shè)備生產(chǎn),工藝較為成熟,近幾年來,羊毛段彩紗在市場(chǎng)逐漸增多,但精紡的羊毛段彩紗很少,主要是精紡羊毛纖維較長,長度離散較大,而且細(xì)紗采用滑溜牽伸,浮游纖維不容易控制,批與批之間紗的花色較難控制,極易造成同一批紗線中每一單錠紡出的細(xì)紗風(fēng)格不同。為了紡制出理想的段彩紗,本文針對(duì)精紡羊毛的特點(diǎn),以紡制40 Nm全毛段彩紗線為例,探討羊毛段彩紗的紡紗工藝要點(diǎn)及工藝措施。
1 原料及顏色的選擇
為了滿足客戶對(duì)穿著舒適、無刺癢感、易護(hù)理等最終產(chǎn)品的風(fēng)格要求以及生產(chǎn)要求,本文開發(fā)段彩紗中的主色選用短毛,段彩色選用長毛,并且要求 2種羊毛的豪特長度離散盡量接近,短毛率低,尤其是30 mm以下的短纖維少,因此主色與段彩色都選用80支的防縮羊毛。原料指標(biāo)見表1。
在顏色選擇上,要求主色與段彩色顏色對(duì)比度大,可以采用2種極端的顏色(如黑色和白色),也可以采用同色系的顏色搭配(如淺藍(lán)與深藍(lán)色),這樣段彩的效果較明顯,如果主色與段彩色的顏色差異小,段彩效果不明顯,甚至無效果,段彩紗實(shí)際也是通過顏色的搭配來體現(xiàn)的。

表1 原料指標(biāo)
2 復(fù)精梳
2.1 復(fù)精梳工藝流程
羊毛混條(型號(hào)2 M)→二道針梳(型號(hào)VSN)→精梳(型號(hào)PB33)→三道針梳(型號(hào)VSN)→末道針梳(型號(hào)VSN+ARE)。
2.2 工藝措施
為了后道工序加工順利,產(chǎn)品質(zhì)量穩(wěn)定,加工前羊毛需在車間回潮24 h,以使羊毛達(dá)到吸濕平衡。
為消除生產(chǎn)過程中的靜電,在混條和末道針梳工序噴入適量的和毛油和抗靜電劑,使羊毛纖維的含油率達(dá)到0.8%~1.0%,加油后的羊毛在車間內(nèi)放置不少于6 h,待油水均勻地被羊毛吸收,回潮率穩(wěn)定后再進(jìn)行下道工序生產(chǎn),以免毛條卷繞皮輥,影響產(chǎn)品質(zhì)量。
復(fù)精梳可使羊毛混合均勻,纖維更加順直,也起到清除毛粒、毛片、草屑和短纖維等的作用。復(fù)精梳工序作為紡紗過程中的關(guān)鍵質(zhì)量控制點(diǎn),對(duì)最終產(chǎn)品的質(zhì)量起到了決定性的作用。段彩紗的主色與段彩色雖然都采用羊毛,但由于2種羊毛的長度指標(biāo)差異較大,所以需要設(shè)計(jì)不同的工藝參數(shù)。主色羊毛纖維長度短,喂入質(zhì)量要低,車速適當(dāng)放慢,段彩色纖維長度長,喂入質(zhì)量可適當(dāng)增加,車速可適當(dāng)提高,做到既要去除短纖維(尤其為長度低于30 mm的短纖維),又要減少精梳落毛率,以保證原料的制成率,所以復(fù)精梳工序段彩色羊毛精梳機(jī)的拔取隔距選擇尤為關(guān)鍵。主色和段彩色羊毛復(fù)精梳工藝參數(shù)見表2。
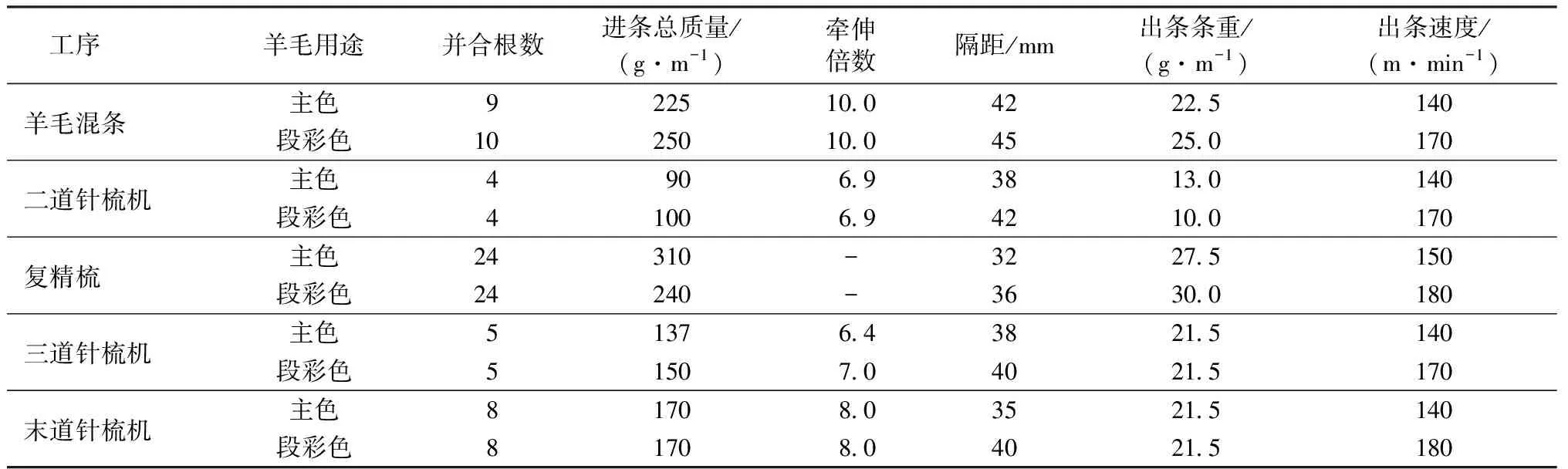
表2 復(fù)精梳工藝參數(shù)
3 紡紗工藝
3.1 紡紗工藝流程
頭道針梳(型號(hào)VSN+ARE)→二道針梳(型號(hào)VSN)→三道針梳(型號(hào)SH24)→四道針梳(型號(hào)SHS24)→粗紗(型號(hào)RF4A)→細(xì)紗(型號(hào)EJ519)→蒸紗(OBEM)→絡(luò)筒(AUTOCONER 6)。
3.2 前 紡
在前紡加工過程中,為使后道工序加工順利,末道針梳機(jī)的下機(jī)毛條在喂入頭道針梳機(jī)時(shí)還需要加入適量的和毛油和抗靜電劑。由于段彩紗細(xì)紗不測(cè)試條干不勻率指標(biāo),所以大批量生產(chǎn)上機(jī)前,主色和段彩色毛條需要測(cè)試條干不勻率,以保證各道工序毛條條干均勻。
作為復(fù)精梳的后道工序,前紡工序是將毛條進(jìn)行并合與牽伸,同時(shí)增加纖維之間的抱合力[3],使纖維順直并加工成需要重量的粗紗。為了保證產(chǎn)品質(zhì)量穩(wěn)定,減少后道的不穩(wěn)定性因素以及批與批之間的差異,要求每一批的粗紗重量,尤其是主色與段彩色紗的重量要一致。前紡工藝參數(shù)見表3。
3.3 后 紡
3.3.1 細(xì) 紗
為生產(chǎn)段彩紗,需對(duì)細(xì)紗機(jī)三羅拉機(jī)構(gòu)進(jìn)行改造[4]。以EJ519細(xì)紗機(jī)為例,細(xì)紗每個(gè)錠位要喂入2根粗紗[5],主色粗紗從中羅拉喂入,并且按照要求保持勻速轉(zhuǎn)動(dòng),再由電動(dòng)機(jī)單獨(dú)控制后羅拉并間歇轉(zhuǎn)動(dòng),段彩色粗紗從后羅拉斷續(xù)進(jìn)入中羅拉,段彩色粗紗與主色粗紗一起進(jìn)入主牽伸區(qū),由前羅拉的轉(zhuǎn)速控制紗線支數(shù),經(jīng)過導(dǎo)紗鉤,錠子帶動(dòng)鋼絲鉤的回轉(zhuǎn),使紗線加捻并卷繞在筒管上,這樣段彩色即可間斷分布在主色細(xì)紗上。
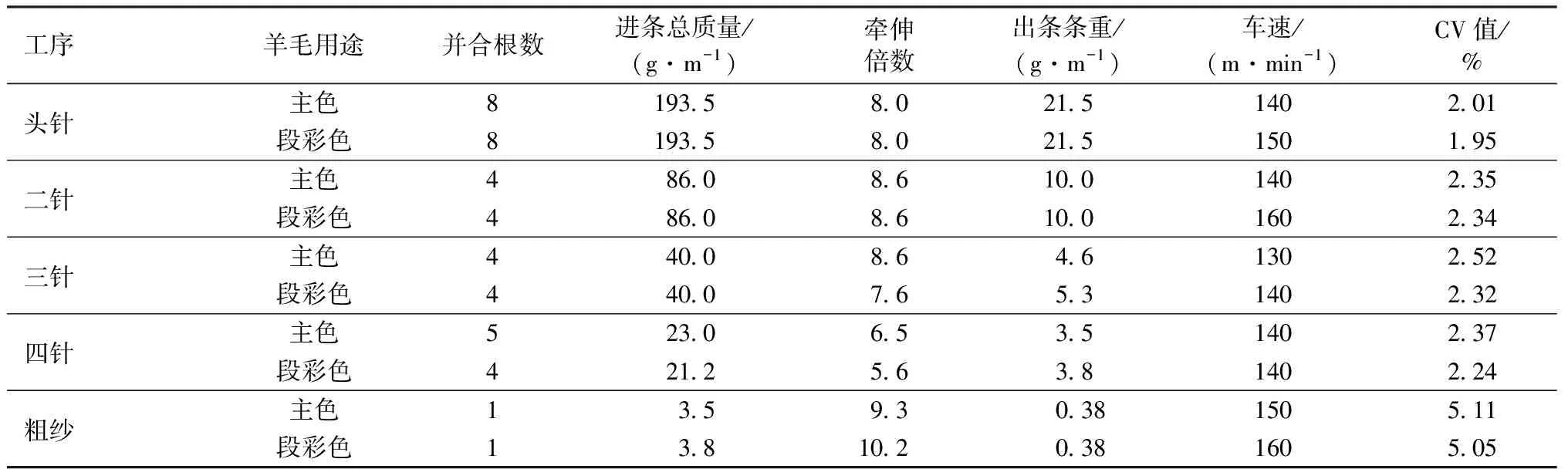
表3 前紡工藝參數(shù)
為了減少拖尾現(xiàn)象,減少后區(qū)牽伸,需逐錠測(cè)試調(diào)整搖架壓力[6],以保證搖架壓力一致[7]。段彩紗為竹節(jié)紗的一種,由于紗線上捻度的傳遞不勻,無段彩色的部分纖維根數(shù)少,捻度比實(shí)際要高,有段彩色的部分纖維根數(shù)多,捻度比實(shí)際要低,所以段彩紗比正常紗更容易斷頭。為了降低紗線的張力,減少細(xì)紗斷頭,段彩紗與普通紗相比,捻度要高5%~15%,鋼絲鉤要輕1~2號(hào),前羅拉速度降低15%左右[8]。
工藝設(shè)計(jì)時(shí),可以按照竹節(jié)紗工藝計(jì)算牽伸倍數(shù),以減少試樣次數(shù),提高生產(chǎn)效率[9],總牽伸倍數(shù)(理論值)=粗紗線密度/細(xì)紗線密度。細(xì)紗工藝參數(shù)為:喂入粗紗條重0.38 g/m,總牽伸倍數(shù)為16.5倍,設(shè)置細(xì)紗機(jī)后區(qū)牽伸倍數(shù)1.05,錠子轉(zhuǎn)速 6 500 r/min,細(xì)紗實(shí)紡支數(shù)40 Nm,細(xì)紗斷裂強(qiáng)力130 cN,斷裂強(qiáng)度5.2 cN/tex,伸長率為14.7%,強(qiáng)力達(dá)到了FZ/T 71001—2015《精梳毛針織絨線》一等品要求。
3.3.2 蒸 紗
由于紡紗后紗線狀態(tài)不穩(wěn)定,尤其是纖維少的細(xì)節(jié)處,捻度高,容易打扭,嚴(yán)重時(shí)無法上機(jī)織造,粗節(jié)處纖維多,捻度低,在織物表面容易發(fā)毛,所以細(xì)紗需要定形處理,經(jīng)過一個(gè)蒸紗循環(huán)(60 ℃,20 min),可以達(dá)到實(shí)際生產(chǎn)的要求,同時(shí)也使紗線捻度穩(wěn)定。
3.3.3 絡(luò) 筒
絡(luò)筒是將管紗卷繞到更大的筒子上,同時(shí)也可以切除有害疵點(diǎn),如毛粒、粗節(jié)、細(xì)節(jié)等。但對(duì)于段彩紗來說,根據(jù)羊毛的長度以及竹節(jié)的長度和粗度,保留需要的竹節(jié),適當(dāng)放大紗支偏差和周期性紗疵設(shè)置要求。
一般情況下,段彩紗比同規(guī)格支數(shù)的強(qiáng)力低,所以絡(luò)筒時(shí)紗線的張力控制在10 cN,車速適當(dāng)降低,不超過800 m/min,以減少斷頭率,段彩紗粗節(jié)部分捻度低,紗線容易發(fā)毛,應(yīng)減少紗線摩擦,以減少毛羽,保證紗線光潔。
4 生產(chǎn)中的注意事項(xiàng)
①加強(qiáng)細(xì)紗的生產(chǎn)管理,做好牽伸區(qū)的清潔工作,尤其是皮輥與結(jié)合器之間的清潔,以減少皮輥、皮圈間的飛花堵塞情況,避免紗線中顏色差異。
②細(xì)紗上機(jī)前,仔細(xì)核對(duì)上機(jī)工藝參數(shù),尤其是節(jié)長、間距、粗度等重要參數(shù),任何一個(gè)參數(shù)的改變,都有可能影響最終產(chǎn)品的風(fēng)格,甚至與所需要的風(fēng)格完全不同。
③同種原料、同種線密度、相同訂單的段彩紗,要求細(xì)紗與絡(luò)筒工藝參數(shù)完全一致,并盡量在同一臺(tái)設(shè)備上生產(chǎn)。
④在紡紗和絡(luò)筒過程中,發(fā)現(xiàn)有顏色差異的紗線,應(yīng)及時(shí)挑選出來[10],單獨(dú)存放,經(jīng)過檢驗(yàn)合格后才能與整批放在一起。
⑤紡紗過程中,應(yīng)加強(qiáng)巡回工作,檢查是否有大量的段彩色羊毛被吸風(fēng)管吸走而造成單個(gè)細(xì)紗與設(shè)計(jì)產(chǎn)品的顏色差異較大,若發(fā)現(xiàn)應(yīng)及時(shí)挑出,分析并找出原因后重新?lián)Q管生頭。
5 結(jié)束語
本文研究了精紡防縮羊毛段彩紗的生產(chǎn)工藝,通過原料的搭配與顏色的選擇,以及各道加工工藝的優(yōu)化,最大程度地解決了生產(chǎn)中的問題,減少了紗線的斷頭率,使錠與錠之間,機(jī)臺(tái)與機(jī)臺(tái)之間,批與批之間的顏色差異得到了控制,保證了產(chǎn)品質(zhì)量。精紡全羊毛段彩紗的開發(fā),拓寬了精紡紗線的品種,提高了產(chǎn)品的附加值,受到了客戶的一致認(rèn)可。雖然通過優(yōu)化加工工藝,最大限度地減少了段彩色的拖尾現(xiàn)象,但是目前還無法做到段彩紗無拖尾情況,布面整體顏色不夠純正,給對(duì)色和實(shí)際生產(chǎn)帶來了一定的困難,今后還需要對(duì)段彩紗的拖尾問題進(jìn)行進(jìn)一步研究。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52