張力對冷軋板帶軋機橫向剛度影響的研究★
2019-09-21 03:11:04何宗霖
山西冶金 2019年3期
關鍵詞:影響
何宗霖
(山西工程職業技術學院機械工程系, 山西 太原 030009)
對于板帶材復雜板形往往無法簡單用板凸度來描述,比如:四分之一邊浪、中浪和邊浪的復合浪等。對于此,本文提出冷軋板帶軋機橫向剛度理論,可以充分描述板帶板凸度抵抗因軋輥輥形導致的軋制力波動的能力。
影響板帶軋機軋輥橫向剛度的因素有三:軋輥、工藝、板帶材。軋輥主要是指輥身直徑;工藝主要是指前后張力及壓下率;板帶材主要指寬度、屈服極限等。本文主要研究工藝(及前后張力)對橫向剛度的影響。
1 橫向剛度
軋制板帶過程中,軋輥會因軋制力的作用而產生彎曲撓度。而橫向厚度差是由于軋輥的撓度,改變了初始輥縫的曲線,導致厚度在軋件寬度方向上分布不均。
板帶軋機的橫向剛度指板帶在軋輥出口處凸度變化所對應的軋制力增量[1],即:

式中:KC為橫向剛度;ΔP為軋制力波動值;ΔC為出口板帶凸度波動值。
一般情況下,ΔP與ΔC的關系成非線性關系,但如果軋制力正常波動,則可近似地認為ΔP和ΔC呈線性關系[2],即:
式中:P1、P2為正常波動的軋制力;C1、C2為 P1、P2與相對應的板凸度。
為研究出口板帶寬度上局部的橫向剛度,將板帶橫斷面按照圖1的方式進行區域均勻劃分,則橫向剛度表達式為:

式中:KC(i)為第i個區域的橫向剛度;ΔC(i)為第i個區域對應的凸度波動值。
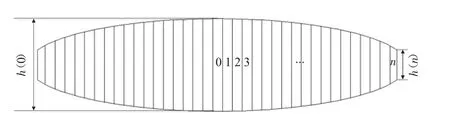
圖1 軋件斷面區域劃分
2 實驗研究
2.1 實驗設備
實驗用四輥冷軋板帶軋機[3]如圖2所示,通過電動壓下裝置將軋制力傳遞到上支撐輥,再由上支撐輥對工作輥產生向下的軋制力,并作用到變形板帶上。

圖2 四輥板帶軋機總圖
2.2 實驗步驟
軋制工藝中,對于板帶張力的控制調整是保證板帶金屬流動合理,軋制順利的重要手段[4]。張力包括前張力和后張力[5]。張力使整個板帶鋼在軋制過程的受力狀態[6]得到了大幅度的改善,對于良好的板形有著重要的意義。為研究前后張力變化對橫向剛度的影響規律,分兩種情況研究:張力20 MPa不變,前張力分別為25MPa、40MPa和60 MPa;前張力30 MPa不變,后張力分別為15 MPa、20 MPa和25 MPa。
3 結果分析
第一種情況,得到的橫向剛度隨前張力變化分布規律如圖3所示。
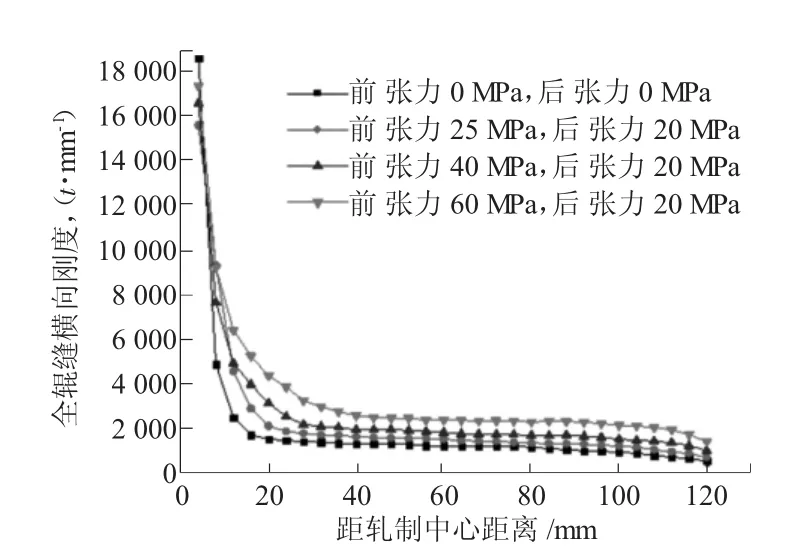
圖3 橫向剛度隨前張力變化分布規律
第二種情況,得到的橫向剛度隨后張力變化分布規律如圖4所示。
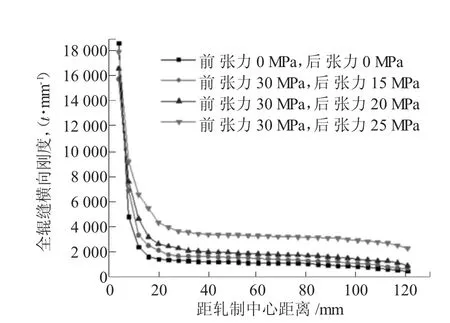
圖4 橫向剛度隨后張力變化分布規律
由圖4和圖5可看出,隨著前后張力的加大,輥縫內各點的橫向剛度變大。
取板帶距離軋制中心線3個位置以及板帶邊部的橫向剛度值進行對比,其變化規律如圖5所示。對比圖5中的5-1、5-2兩圖可知:橫向剛度隨著前后張力的逐漸增大呈現單調增長的趨勢,且距離軋制中心越近增長率越快。而后張力對于橫向剛度的影響從5-2圖可看出,相比5-1圖要比前張力的影響要大。
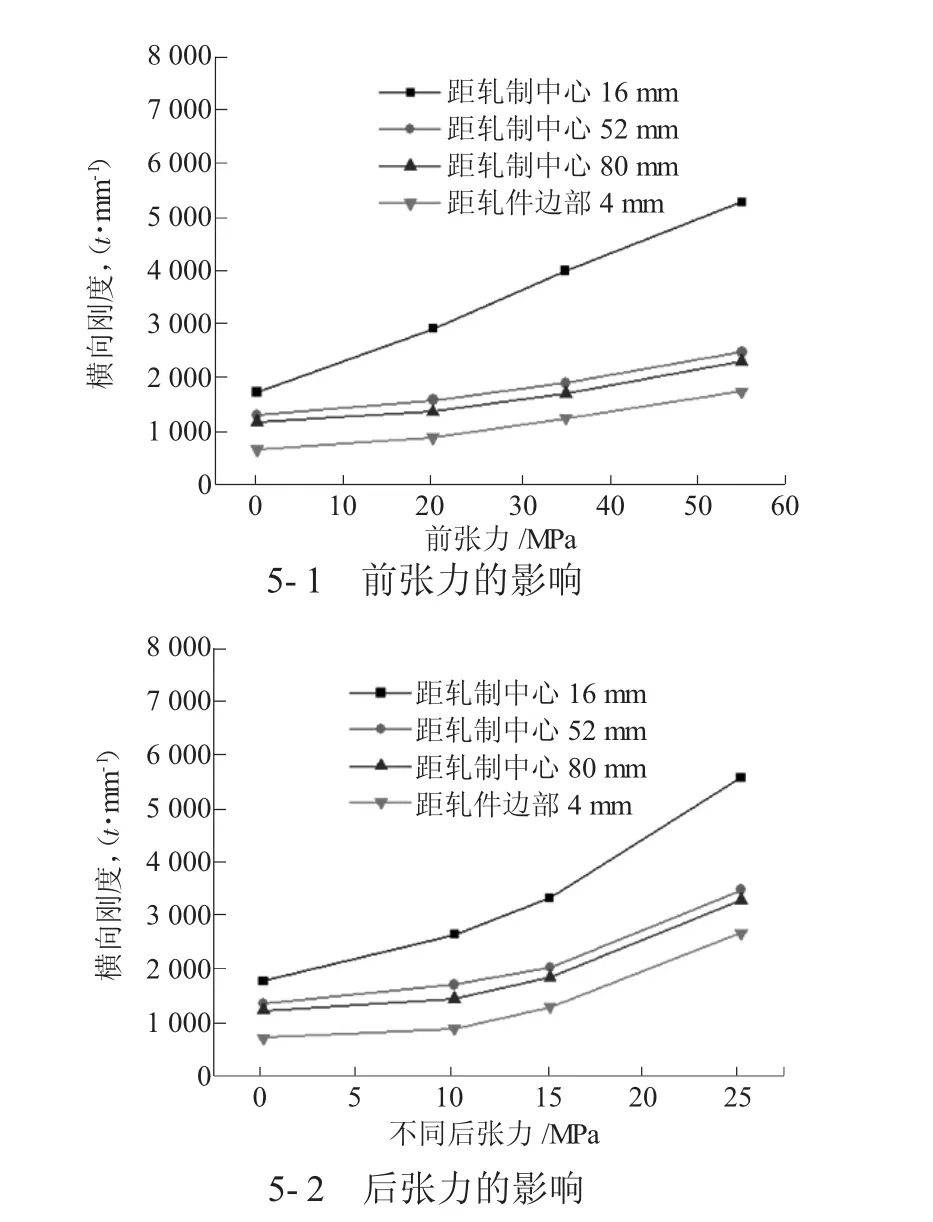
圖5 不同前后張力時軋件寬度方向上各位置剛度對比
4 結論
張力對冷軋板帶軋機橫向剛度的影響:
1)軋機橫向剛度可由增加前后張力的大小來提高。
2)后張力對軋機橫向剛度的影響比起前張力來說更明顯。本文通過張力的變化對輥縫剛度影響這一規律,為以后進一步研究板形提供了新素材。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
家庭影院技術(2020年10期)2020-12-14 07:54:18
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
知識經濟·中國直銷(2016年3期)2016-02-27 16:15:49
現代檢驗醫學雜志(2014年6期)2014-02-02 03:02:04
閱讀與作文(小學低年級版)(2011年3期)2011-01-01 00:00:00
