冷軋?jiān)暇礞準(zhǔn)竭\(yùn)輸系統(tǒng)故障分析及改造
2019-09-21 03:11:02武貝貝
山西冶金 2019年3期
關(guān)鍵詞:信號(hào)
武貝貝, 秦 疆, 石 凱, 董 智
(河北鋼鐵集團(tuán)邯鋼公司邯寶冷軋廠, 河北 邯鄲 056003)
邯寶冷軋廠采用熱軋廠成品卷作為原料軋制冷軋卷。熱軋成品庫(kù)與冷軋?jiān)蠋?kù)相鄰,但兩個(gè)庫(kù)區(qū)相隔一條馬路在不同跨。運(yùn)輸鏈就是將鋼卷按一定的速度從熱軋成品跨運(yùn)送到冷軋?jiān)峡纭U麄€(gè)運(yùn)輸鏈由四部分組成,即上料系統(tǒng)、運(yùn)輸系統(tǒng)、下料系統(tǒng)和輔助系統(tǒng)。其中上料系統(tǒng)包括C形車、過渡鞍座、1號(hào)步進(jìn)梁、鋼卷對(duì)中裝置、鋼卷旋轉(zhuǎn)臺(tái)、2號(hào)步進(jìn)梁、升降機(jī)、3號(hào)步進(jìn)梁,運(yùn)輸系統(tǒng)包括鏈?zhǔn)竭\(yùn)輸機(jī),下料系統(tǒng)包括4號(hào)步進(jìn)梁,輔助系統(tǒng)包括入口液壓站、出口液壓站。
1 工作原理
如圖1所示,C形車將熱軋鋼卷從熱軋托盤小車上取下并運(yùn)到過渡鞍座上,1號(hào)步進(jìn)梁再將過渡鞍座上的鋼卷運(yùn)到鋼卷旋轉(zhuǎn)臺(tái)上,1號(hào)步進(jìn)梁最后一個(gè)鞍座處設(shè)有鋼卷對(duì)中裝置,保證鋼卷在鋼卷旋轉(zhuǎn)臺(tái)上的準(zhǔn)確位置;鋼卷在旋轉(zhuǎn)臺(tái)上旋轉(zhuǎn)90°使鋼卷軸線與2號(hào)步進(jìn)梁運(yùn)輸方向一致;2號(hào)步進(jìn)梁從旋轉(zhuǎn)臺(tái)上取下鋼卷并運(yùn)送到鋼卷升降機(jī)上,升降機(jī)下降約1900 mm,再由3號(hào)步進(jìn)梁將鋼卷從升降機(jī)取下并運(yùn)到鏈?zhǔn)竭\(yùn)輸機(jī)上,鏈?zhǔn)竭\(yùn)輸機(jī)穿過鋼軋東路將鋼卷運(yùn)到冷軋車間,4號(hào)步進(jìn)梁把鋼卷從運(yùn)輸鏈上取下并運(yùn)送到天車卸料位置,由天車卸料。
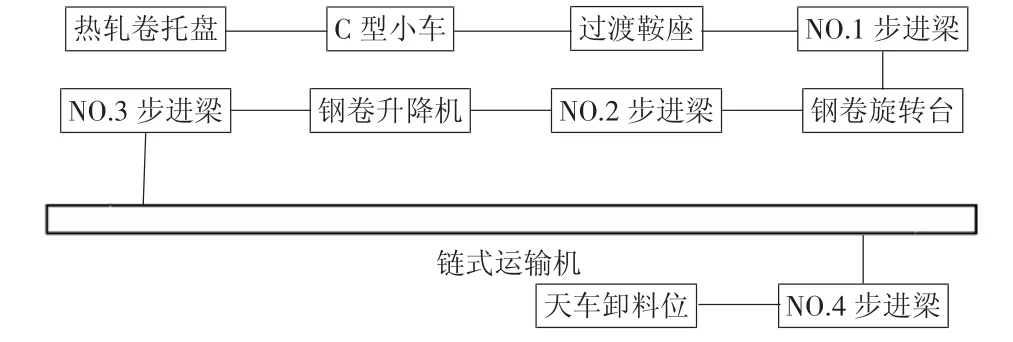
圖1 運(yùn)輸鏈卷運(yùn)輸過程
鏈?zhǔn)竭\(yùn)輸機(jī)是整個(gè)系統(tǒng)核心部分,由鞍型座、張緊裝置、傳動(dòng)裝置、軌道與支架組成。如圖2中所示熱軋卷1安放在鞍型座2上,傳動(dòng)裝置3電機(jī)帶動(dòng)鏈輪轉(zhuǎn)動(dòng)把鋼卷一步一步運(yùn)輸。鏈?zhǔn)竭\(yùn)輸機(jī)最大運(yùn)輸量11卷,最大重量440 t,運(yùn)輸距離60 m,運(yùn)輸速度大約250 mm/s。鏈?zhǔn)竭\(yùn)輸機(jī)具有載重大、行走距離遠(yuǎn)、運(yùn)輸速度慢的特點(diǎn)。
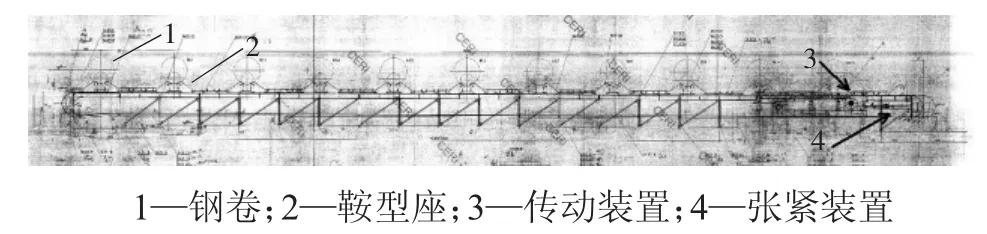
圖2 鏈?zhǔn)竭\(yùn)輸機(jī)
傳動(dòng)裝置是由電機(jī)通過減速箱帶動(dòng)傳動(dòng)齒輪轉(zhuǎn)動(dòng),傳動(dòng)齒輪通過兩根鏈條帶動(dòng)張緊齒輪轉(zhuǎn)動(dòng),鏈條上的推塊推動(dòng)鞍型座移動(dòng)(如圖3所示)。傳動(dòng)裝置上部位置和受力較特殊采用C型結(jié)構(gòu)的軌道。
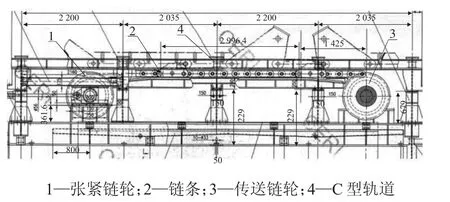
圖3 傳動(dòng)裝置(mm)
2 故障及原因分析
2.1 鏈?zhǔn)竭\(yùn)輸機(jī)鞍座信號(hào)頻繁丟失
鏈?zhǔn)竭\(yùn)輸機(jī)共有24個(gè)鞍座,在它的東西兩端分別有4個(gè)感應(yīng)限位,控制鏈?zhǔn)竭\(yùn)輸機(jī)的行走,確保每次精確地行走一個(gè)鞍座位。實(shí)際使用中由于鏈?zhǔn)竭\(yùn)輸機(jī)較長(zhǎng)、連接部位較多,各個(gè)鞍座之間通過鏈板連接,所以每次到限位感應(yīng)時(shí)與限位的間距有變化,有時(shí)出現(xiàn)限位無法感應(yīng)到的情況,出現(xiàn)信號(hào)丟失。
另外鏈?zhǔn)竭\(yùn)輸機(jī)的感應(yīng)限位是通過感應(yīng)鞍座側(cè)面來反饋信號(hào),而且是光電感應(yīng)限位,但是在長(zhǎng)期使用后鞍座側(cè)面銹蝕油污較多,限位感應(yīng)效果不佳,也是導(dǎo)致信號(hào)丟失的重要原因。
在運(yùn)卷過程中經(jīng)常出現(xiàn)鏈?zhǔn)竭\(yùn)輸機(jī)未到位突然停止,信號(hào)丟失報(bào)警。操作人員只能手動(dòng)狀態(tài)觀察走到位后再啟動(dòng)自動(dòng)步,嚴(yán)重影響接卷速度,甚至導(dǎo)致熱軋生產(chǎn)線堵卷。
2.2 鏈?zhǔn)竭\(yùn)輸機(jī)C型軌道斷裂變形
如圖3中所示鏈?zhǔn)竭\(yùn)輸機(jī)C型軌道是位于鏈?zhǔn)竭\(yùn)輸機(jī)主傳動(dòng)部位的一節(jié)長(zhǎng)約9 m的軌道,結(jié)構(gòu)和位置都比較特殊,是整個(gè)卷運(yùn)輸?shù)闹匾课弧型軌道每節(jié)支撐立柱跨度約2 m(如圖6所示),軌道下支撐只是厚20 mm的鋼板(如圖4所示),長(zhǎng)期承受30 t至40 t的熱軋鋼卷的壓力導(dǎo)致軌道產(chǎn)生撓性變形,甚至出現(xiàn)斷裂、塌陷等問題。
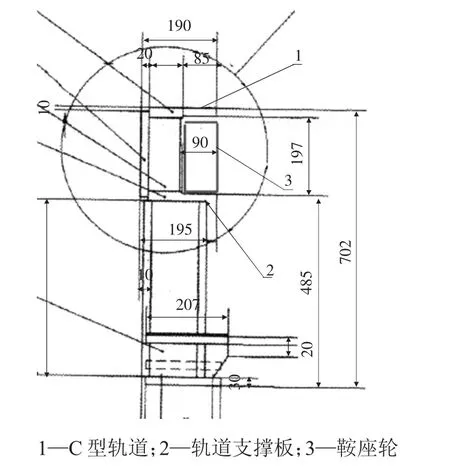
圖4 改進(jìn)前C型軌道側(cè)視圖(mm)
2.3 C型軌道上壓板掀起故障
為防止在鏈?zhǔn)竭\(yùn)輸機(jī)運(yùn)轉(zhuǎn)過程C型軌道處鞍座輪翹起,C型軌道設(shè)計(jì)有上壓板,但軌道上壓板厚度僅為20 mm過于薄弱,導(dǎo)致運(yùn)卷過程中上壓板頻繁被掀起,鞍座輪脫出軌道。
3 解決辦法
3.1 鏈?zhǔn)竭\(yùn)輸機(jī)鞍座信號(hào)丟失解決辦法
根據(jù)鞍型座形狀和鏈?zhǔn)竭\(yùn)輸機(jī)行走感應(yīng)限位的高度位置,使用寬15cm、長(zhǎng)120cm的鍍鋅反光板焊接在鞍型座側(cè)面(如圖5所示)。鍍鋅板表面亮度高,光反射效果好,實(shí)際檢測(cè)光柵感應(yīng)距離從原來的7cm增加到15cm,應(yīng)用后運(yùn)輸機(jī)運(yùn)轉(zhuǎn)不再出現(xiàn)信號(hào)丟失現(xiàn)象。
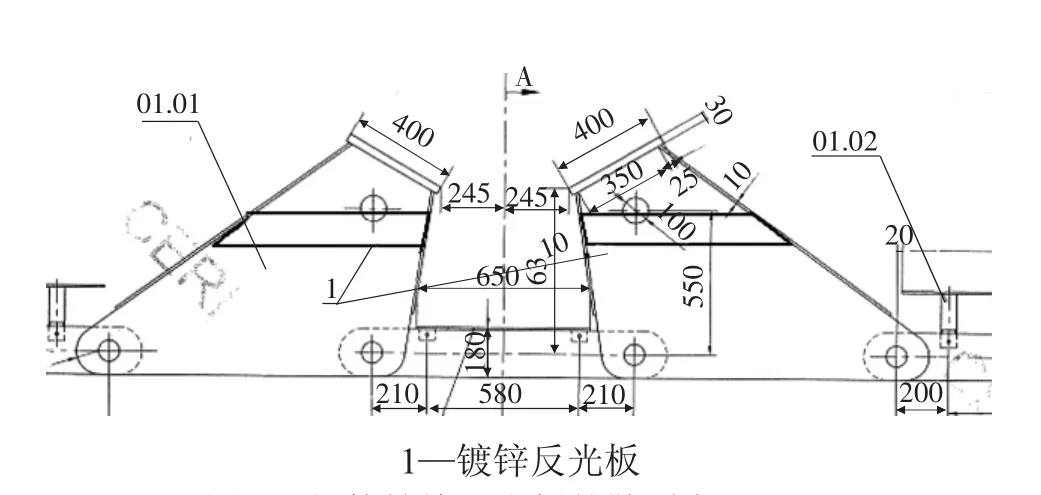
圖5 焊接鍍鋅反光板的鞍型座(mm)
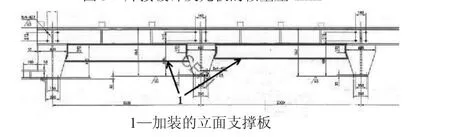
圖6 改進(jìn)后C型軌道主視圖(mm)
3.2 鏈?zhǔn)竭\(yùn)輸機(jī)C型軌道斷裂變形解決辦法
為提高C型軌道框架下部支撐強(qiáng)度和穩(wěn)定性,要改進(jìn)軌道支撐結(jié)構(gòu)。如圖7所示在軌道框架下方采用兩個(gè)立面支撐板。根據(jù)原結(jié)構(gòu)特點(diǎn),鞍座輪壓在軌道上軌道是主要受力部位,在此位置正下方焊接加裝20 mm厚高250 mm的立面支撐板(如圖7所示),提高軌道整體支撐強(qiáng)度。
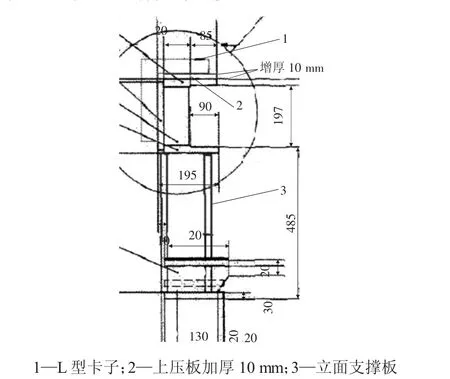
圖7 改進(jìn)后C型軌道側(cè)視圖(mm)
3.3 C型軌道上壓板掀起故障解決辦法
如圖7中顯示為解決C型軌道框架上壓板被掀起變形問題,將上壓板加厚10 mm,并在壓板上加焊接L型卡子。C型軌道安裝完成后,L型卡子焊接在軌道框架上立面和上面都進(jìn)行焊接(因?yàn)樘崆昂附訒?huì)導(dǎo)致C型軌道框架變形影響正常安裝)。如此可以增加上壓板整體強(qiáng)度,防止上壓板被掀起。
4 結(jié)語(yǔ)
經(jīng)過改造后,鏈?zhǔn)竭\(yùn)輸機(jī)運(yùn)行非常穩(wěn)定,不再出現(xiàn)鞍座信號(hào)丟失、上壓板被掀起、軌道下支撐板變形下沉等問題。改造后鏈?zhǔn)竭\(yùn)輸機(jī)的設(shè)備維護(hù)時(shí)間大大縮短,提高了生產(chǎn)效率,減少了焊接工作量和備件的消耗。
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評(píng)價(jià)·高一版(2020年6期)2020-11-02 02:45:24
媽媽寶寶(2019年10期)2019-10-26 02:45:34
中國(guó)生殖健康(2019年3期)2019-02-01 06:12:26
鐵道通信信號(hào)(2018年11期)2019-01-19 01:15:08
電子制作(2018年11期)2018-08-04 03:25:42
鐵道通信信號(hào)(2018年2期)2018-04-18 12:18:10
鐵道通信信號(hào)(2016年11期)2016-06-01 12:11:32
鑿巖機(jī)械氣動(dòng)工具(2016年3期)2016-03-01 04:00:25
中國(guó)病理生理雜志(2015年8期)2015-12-21 12:38:06
