焊管用低合金鋼加工缺陷分析及設計優化
2019-09-21 03:10:52宋志崗侯明山
山西冶金 2019年3期
宋志崗, 侯明山, 張 星
(唐山鋼鐵集團有限責任公司, 河北 唐山 063016)
采用錳強化的Q355B鋼(前身16Mn鋼)是最先被列入國家標準之中的低合金高強度鋼種之一,也是目前市場上應用最廣泛、生產工藝最為成熟的高強度結構鋼之一。隨著鋼鐵產品生產加工方式、使用環境等不斷變化,對鋼鐵材料本身的要求也在不斷提高。為了滿足材料在焊接、冷成形等加工過程中的性能需求,大量科研人員經過理論研究和生產實踐,在不降低材料性能要求的同時,通過成分設計和生產工藝優化,尤其是微合金化元素鈮、鈦、釩的應用及控軋控冷技術的開發,不斷擴展高強度結構鋼的適用領域,一大批壓力容器[1-3]、汽車結構[4-5]、機械結構[6-7]等專用高強度結構鋼應運而生。本研究借鑒前人的有益經驗,以焊接加工不良的低合金Q355B鋼為研究對象,分析了影響冷加工性能的因素;在現有產線設備能力條件下通過引入微合金化元素、匹配合理的生產工藝進行優化改進,最終提高了產品綜合性能,滿足了產品焊接及冷加工的使用要求。
1 研究對象及方法
研究對象為焊管用普通低合金高強度結構鋼,成分設計基于國標要求Q355B設計,經轉爐-LF精煉—中板坯連鑄—熱連軋—縱切分條—高頻直縫焊接圓管—冷拔方管,最終加工為直徑×壁厚×長度尺寸 Ф30~200 mm×1.6~4.7 mm×8000 mm 規格的圓管或等截面矩形管和方管。鋼的熔煉化學成分如表1所示。管件加工完成后進行形狀檢驗和擴口試驗,發現縱切后原鋼帶寬度方向邊部位置的一條加工而成的圓管焊接后曲度異常、冷拔加工后拐角位置脫方(非直角外形),其形狀缺陷如圖1所示;擴口過程中發生焊縫開裂,其宏觀形貌如圖2所示。為分析缺陷產生原因,在熱軋鋼帶寬度方向上由邊部向中心連續檢驗鋼帶表面硬度用以評價鋼帶性能均勻性;對焊縫位置取樣加工金相試樣,在光學顯微鏡上觀察焊縫位置顯微組織形貌和顯微硬度檢測。

表1 鋼帶熔煉成分 %
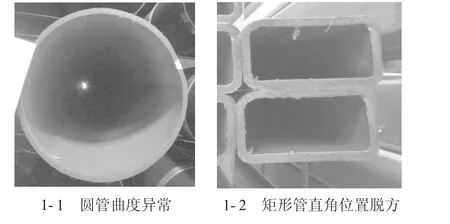
圖1 焊管形狀缺陷宏觀圖

圖2 擴口試樣焊縫開裂缺陷形貌圖
2 結果與討論
2.1 鋼帶表面硬度檢測
實際檢測距離鋼帶邊部不同位置處表面硬度分布如圖3所示。由于鋼鐵材料硬度與抗拉強度之間存在線性相關,因此鋼帶表面硬度分布也間接反映出鋼帶強度在寬度方向上的分布情況。從圖3的檢測結果上看,鋼帶邊部強度出現了一個顯著增加的區域,越靠近鋼帶邊部,強度越高;距離邊部一定距離之后(約300 mm),鋼帶強度趨于穩定。在加工制管的過程中,由于鋼帶性能不均,變形抗力不同,導致圓形焊管曲度異常,進而在冷拔成矩形管、方管的過程中出現脫方的外形缺陷。
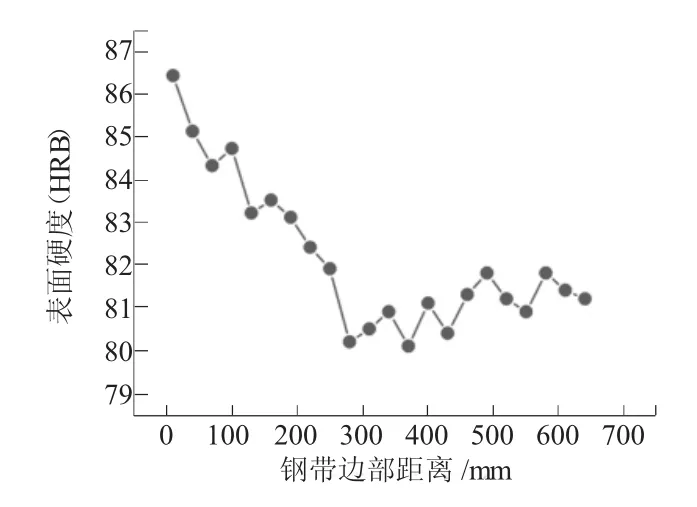
圖3 距離鋼帶邊部不同位置表面硬度分布圖
2.2 焊縫組織及硬度檢測
焊縫及其周圍顯微組織形貌如圖4所示。從圖4-1的微觀形貌上看,母材組織是比較均勻的熱軋態組織,主要由鐵素體+貝氏體組成,其中貝氏體是由于熱軋后鋼帶快冷抑制珠光體轉變、過冷條件下形成的組織,與近似成分鋼種在普通冷卻條件下的顯微組織有所不同[8-9]。而觀察圖4-2熱影響區的組織,則發現有較明顯的重熔痕跡,組織尺寸顯著增大、大塊狀鐵素體成為重要組成相,組織的不均勻程度顯著增加。圖4-3焊縫中心的組織與母材及熱影響區顯著不同,為液相經高溫快冷的馬氏體組織,且相界有網狀先共析鐵素體分布。由于鋼帶碳、錳含量較高,材料淬透性好,焊接過程中冷卻較快,導致焊縫中心發生淬火形成強度高但塑韌性差的馬氏體組織;網狀分布的先共析鐵素體在冷變形(擴口試驗)過程中作為“軟點”,進一步惡化了焊縫的力學性能[10]。圖4-4是金相試樣腐蝕前于焊縫中心發現長度為149 μm的夾渣形貌圖,經過掃描電鏡能譜分析,夾渣位置的主要成分為含錳的氧化物,屬于焊接過程中的熔融金屬排出不完全導致富錳液相氧化后殘留于焊縫組織中形成。
圖5是焊接接頭橫截面顯微硬度測試結果。測試部位從左側母材通過焊縫區到右側母材,間隔0.2 mm檢測一點,試驗加載力為200 g,加載時間為15 s。從圖5的結果可以看出,焊縫處的硬度值高于熱影響區,其中焊縫中心白亮帶硬度與母材相差不大,說明焊縫中心出現了軟化帶,導致焊管在擴口試驗過程中發生焊縫開裂。
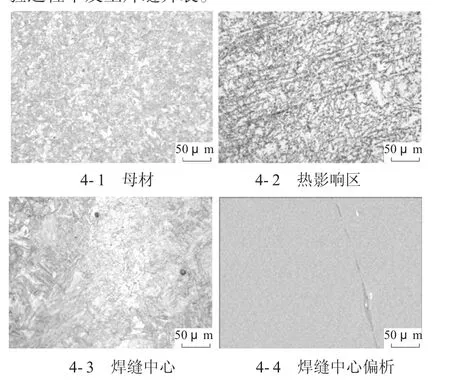
圖4 焊縫顯微組織形貌
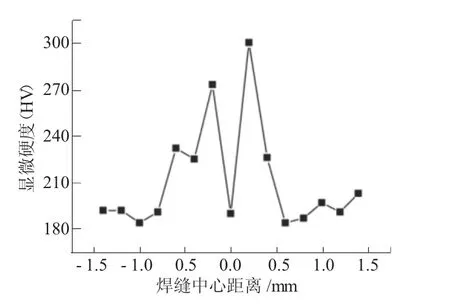
圖5 焊縫周圍組織顯微硬度檢測結果
3 質量改進措施
通過對鋼帶性能研究和焊縫組織、強度檢測,基本確定了導致鋼帶焊接加工后出現外形及工藝缺陷的原因:鋼帶寬度方向上性能分布不均勻;材料焊接性不良、易偏析元素含量過高。導致鋼帶在寬度方向上性能分布不均勻的主要因素是鋼帶熱軋過程中冷卻不均勻,軋制過程中鋼帶邊部降溫較快,軋輥冷卻邊部強度大,軋制后層冷水量過大、冷卻集中,均惡化鋼帶橫向冷卻均勻性,導致邊部快冷組織貝氏體強度顯著高于中間位置。影響材料焊接性的主要因素為鋼帶的碳當量過高,其中碳、錳元素在焊縫中富集、氧化形成夾雜物、氣孔等缺陷,惡化了焊縫的綜合力學性能,使焊縫軟化,導致冷加工過程中出現開裂。
為了有效改善材料性能均勻性和焊接性能,在材料成分設計和控軋控冷工藝方面分別進行了優化:使用低碳、錳成分降低碳當量,其中碳、錳含量分別降至0.08%和0.75%左右,添加0.015%左右的鈮元素進行強化,改善合金元素對焊接性的不利影響;采用控制軋制工藝,降低終軋溫度同時增加精軋道次壓下率,在積累變形量和變形溫度兩方面強化控軋效果;關閉機架間冷卻水,調整層冷給水量和給水時序,改善板寬方向冷卻強度差別。
圖6為工藝改善前后距離鋼帶邊部不同位置表面硬度檢測結果。經過成分設計改進和生產工藝優化,鋼帶寬度方向性能波動有明顯改善,表面硬度(HRB)波動值由6.3降低至3.1,鋼帶整體性能更加均勻。鋼帶經焊接和冷拔加工后成形良好,圓管和矩形管、方管均未再出現形狀缺陷問題。制管后再次進行擴口試驗,試樣開裂宏觀形貌如圖7所示。經觀察,擴口過程中方管四角位置強度最低、變形量最大,并出現局部減薄甚至開裂,焊縫位置幾乎無變化,充分證明焊縫質量優良。
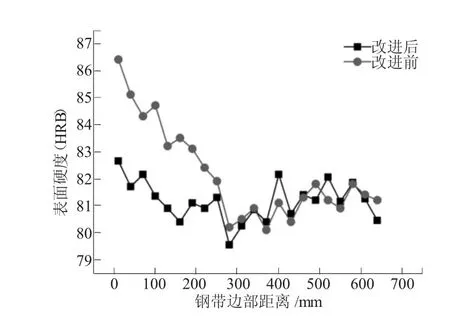
圖6 改進工藝前后鋼帶表面硬度檢測結果
4 結論
1)對焊管用低合金鋼加工缺陷分析結果表明,碳當量高、軋制工藝不合理導致焊縫組織缺陷、強度波動大是冷加工后焊縫開裂、制件形狀不良的主要原因。
2)通過調整鋼種成分并實施控軋控冷工藝,實現了鋼帶良好的焊接性和性能均勻性控制,可完全滿足焊接及冷加工使用要求。

圖7 改進工藝后擴口試樣形貌
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
