薄壁件接刀痕的分析及解決方案
2019-09-21 03:10:44秦衛(wèi)偉劉小飛劉步遠
山西冶金 2019年3期
秦衛(wèi)偉, 石 斌, 劉 波, 劉小飛, 劉步遠
(1.山西工程職業(yè)技術(shù)學院, 山西 太原 030009;2.晉西工業(yè)集團有限責任公司, 山西 太原 030027;3.智奇鐵路設備有限公司, 山西 太原 030032)
隨著科技水平的不斷發(fā)展和深化,以及生產(chǎn)、生活對產(chǎn)品要求的不斷提高,產(chǎn)品設計的特征越來越復雜,薄壁件也隨處可見,比如不斷變薄的手機、筆記本電腦等產(chǎn)品。薄壁類零件是機械制造行業(yè)中經(jīng)常遇到的難加工零件,其外形復雜,制造精度要求高,往往加工工藝也比較復雜,如果工藝設計不合理,會造成產(chǎn)品薄壁處變形,加工表面接刀痕過大等現(xiàn)象,影響加工質(zhì)量,甚至造成廢品。在薄壁件的零件加工中,現(xiàn)階段廣泛使用高速加工中心進行加工,以滿足高精度尺寸和表面質(zhì)量的要求[1]。
如何在高速加工中心上既能加工出滿足精度要求的零件,又能體現(xiàn)高速加工中心的高效加工效率,就需要在加工工藝上進行深入的研究。本文以一鋁合金薄壁件為例,從加工工藝優(yōu)化著手,在分析存在接刀痕的原因后,提出解決接刀痕的工藝優(yōu)化思路[2-4]。
1 鋁合金薄壁件接刀痕現(xiàn)象分析
1.1 分析圖紙
該零件毛坯為鋁合金型材,尺寸精度符合要求,毛坯示意圖如圖1所示。零件四周和上表面凸臺部分不需要加工,中間凹槽部位為本工序加工內(nèi)容,中間加工部位表面與毛坯底面夾角為1.5°,加工部位表面粗糙度要求均為Ra1.6 μm,零件示意圖如圖2所示。該零件年產(chǎn)量較大,為批量加工。
1.2 工藝準備
根據(jù)毛坯分析狀態(tài),確定以下工藝內(nèi)容。
1)裝夾方式。根據(jù)毛坯的特點,零件四周不需要加工,為防止裝夾變形,影響加工精度,所以采用壓板固定方式進行裝夾,如圖3所示。該零件為批量加工,在工作臺X、Y方向安裝定位塊,以實現(xiàn)每次裝夾的準確定位。
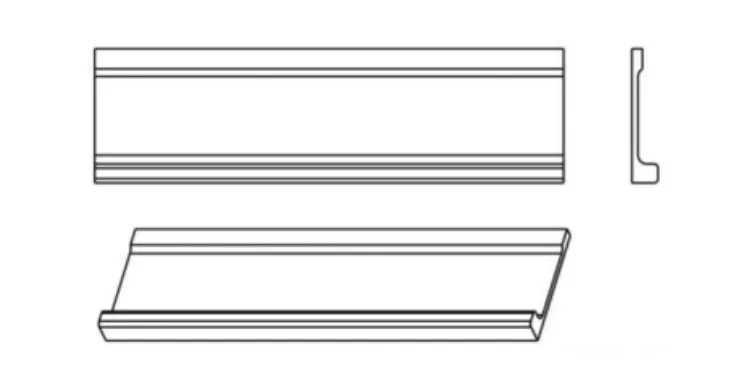
圖1 毛坯示意圖
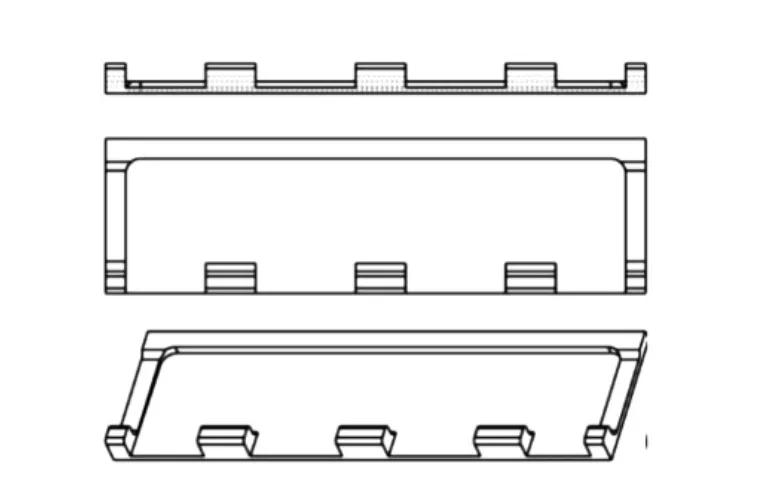
圖2 零件示意圖
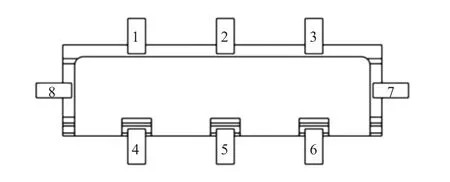
圖3 零件裝夾圖
2)刀具選擇。刀具的選擇應根據(jù)被加工材料、加工設備、刀柄、加工內(nèi)容等多項因素綜合考慮,如下頁表1所示。加工鋁件時,為得到較高精度的加工表面質(zhì)量,一般使用人造金鋼石刀具或使用細晶粒的鎢鈷類硬質(zhì)合金,并且不帶涂層,刀具刃口鋒利及表面光潔,以達到一個較低的摩擦系數(shù),降低積屑瘤的產(chǎn)生。加工過程中,精加工刀具要選擇小于加工部位最小圓角的立銑刀,根據(jù)零件圖要求,該零件加工部位最小圓角大于R10 mm,在考慮經(jīng)濟成本的情況下,選用Φ20鎢鈷類硬質(zhì)合金立銑刀,刀具型號為ECAH320-40/60C20CF-R02CIC08,為3刃銑刀,每齒進給量FZ=0.1 mm/r,進給速度為Vf=500 mm/min。
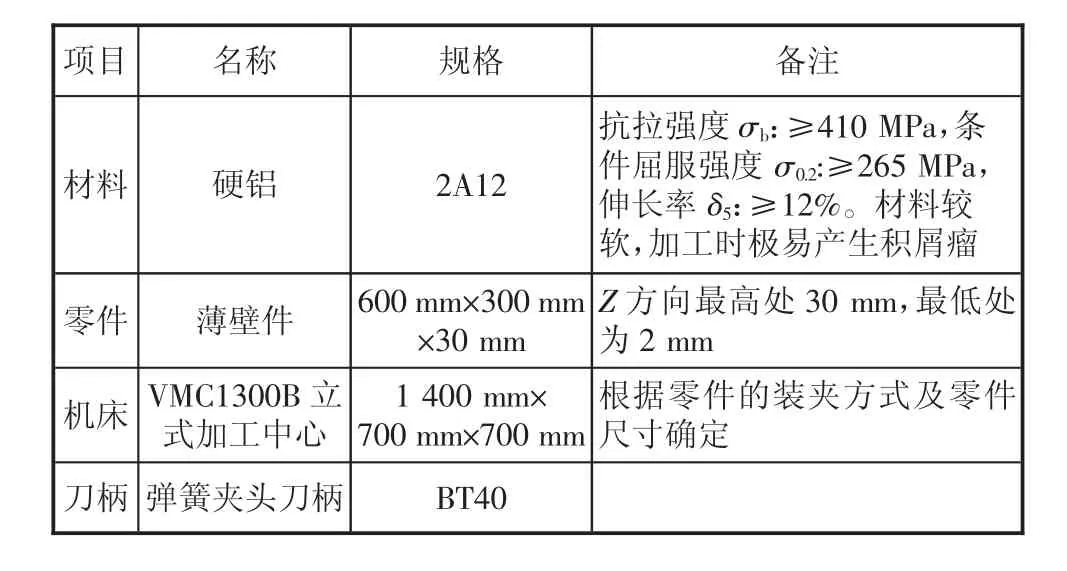
表1 刀具選擇因素表
1.3 加工后出現(xiàn)的主要問題
零件加工時需要多次走刀才能完成全部底面的加工,加工完成后,對加工部位底面目視檢測發(fā)現(xiàn),刀具路徑重疊部分存在接刀痕現(xiàn)象,用手觸摸發(fā)現(xiàn)接刀痕更為明顯,經(jīng)采用表面粗糙度比較樣塊對比檢測,表面粗糙度達不到Ra1.6 μm,無法滿足零件的質(zhì)量要求。發(fā)現(xiàn)問題后,首先更換同一規(guī)格的新刀具,進行再次加工,接刀痕現(xiàn)象仍然存在,零件表面質(zhì)量并未改善,因此排除刀具磨損造成接刀痕的產(chǎn)生[4,5]。
2 可能產(chǎn)生接刀痕的原因分析
接刀痕的出現(xiàn),對產(chǎn)品的質(zhì)量有著重要的影響,進而影響產(chǎn)品的使用。在生產(chǎn)中應盡量避免接刀痕的出現(xiàn)。綜合分析接刀痕產(chǎn)生原因與設備的狀態(tài)、毛坯的狀態(tài)、裝夾方式、刀具路徑都有直接或間接關(guān)系。
2.1 設備狀態(tài)對加工的影響
設備狀態(tài)主要影響尺寸精度以及接刀痕的狀態(tài),從理論上分析,主要原因是:
1)設備的精度。機床主軸不垂直會造成圓跳動誤差增大,主軸剛度、刀柄裝配間隙也會造成接刀痕的產(chǎn)生。當主軸存在擺差時,底刃加工后的表面為凹弧,底面最高點和最低點就會出現(xiàn)差值,加工表面形成階梯狀。
2)設備的使用時間長短,立柱磨損,運動精度超差,機件配合間隙過大。
3)設備受強迫及自激振動等因素。實際加工時受切削和刀具精度等因素影響,加工時的精度誤差比理論值更大。
2.2 毛坯狀態(tài)對加工的影響
基準先行是安排數(shù)控加工工藝的一項重要原則,毛坯底面狀態(tài)對加工產(chǎn)品的質(zhì)量也會產(chǎn)生不同程度的影響,該零件為薄壁零件,由于夾緊力的作用,當加工表面呈現(xiàn)凸起狀態(tài)時,如圖4所示,使得毛坯底面與夾具無法全面接觸,影響了精基準的使用。另外在加工中零件加工部位中部為架空狀態(tài),加之材料厚度薄,剛性較差,加工時容易產(chǎn)生共振使加工表面出現(xiàn)顫紋,其次由于刀具經(jīng)過架空部位時,材料變形產(chǎn)生下陷現(xiàn)象,刀具接觸部位下陷程度不一,最終造成接刀痕不齊。

圖4 毛坯底部變形示意圖
2.3 裝夾方式對加工的影響
裝夾方式、夾緊順序不當都會造成毛坯產(chǎn)生變形,該零件在裝夾時,壓板的夾緊順序?qū)庸ぎa(chǎn)品的影響尤為重要,如果先夾緊7、8號壓板會使毛坯較長方向的內(nèi)應力無法釋放,引起底面變形,達不到加工要求,直接造成廢品。
2.4 刀具路徑選擇對加工的影響
隨著CAD/CAM技術(shù)的不斷發(fā)展,越來越多的企業(yè)采用自動編程軟件進行程序的編制,以解決復雜特征零件的編程,尤其是在加工不規(guī)則曲面時,只要把曲面的三維模型創(chuàng)建好,在CAM模塊設置好毛坯、刀具、加工方法、加工參數(shù),就可以生成刀具路徑,經(jīng)后處理得到加工程序。采用自動編程軟件進行編程、生成刀具路徑,可以極大的提高生產(chǎn)效率,但完全依賴自動編程軟件規(guī)劃刀具路徑也是不可取的,通常需要進行優(yōu)化。
生產(chǎn)中利用自動編程軟件對該零件加工部位進行建模、生成刀具路徑,下頁圖5所示刀具路徑是生成的第一種刀具路徑,此刀具路徑在實際加工中發(fā)現(xiàn)如下幾個問題:
1)由于使用環(huán)切法,刀具路徑在零件中間部位步距不均勻,造成中間部位刀具路徑重復現(xiàn)象嚴重,程序量較大且造成零件中間部位凹陷,進而造成接刀痕現(xiàn)象的發(fā)生,影響零件的加工精度和表面質(zhì)量。
2)生成的刀具路徑在拐角部位,由于機床換向有停頓現(xiàn)象,所以容易造成過切現(xiàn)象,影響加工質(zhì)量。
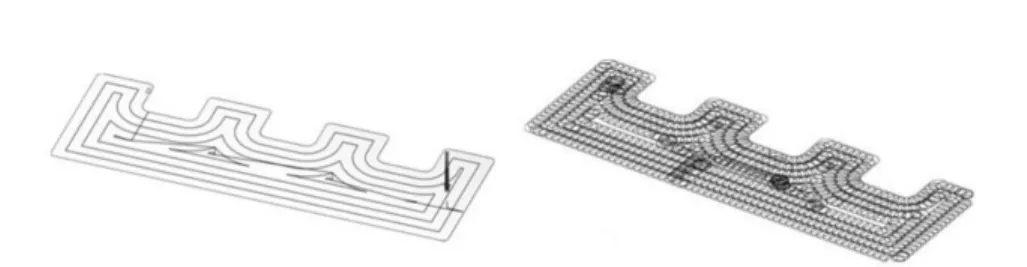
圖5 CAM軟件刀具路徑1圖6 CAM軟件刀具路徑2
圖6是利用自動編程軟件生成另的一種刀具路徑,采擺線銑削法,此刀具路徑在實際加工中,由于刀具路徑密度高,表面粗糙度較好,基本沒有接刀痕現(xiàn)象,但刀具路徑過于密集后,會造成加工時間的延長,加工效率較低,一般不適合采用此類刀具路徑。
3 接刀痕現(xiàn)象的解決方案
該零件的加工采用新進設備,設備幾何精度、工作精度等各項精度均符合國標要求,故排除設備對加工的影響。綜合分析得出造成該零件接刀痕現(xiàn)象和變形的主要原因為:裝夾順序的影響;加工刀具路徑的不合理。針對以上原因,制定解決方案。
3.1 改變裝夾順序
裝夾時先夾緊中間部位2、5號壓板;然后逐步夾緊 1、6、3、4 號壓板;最后加緊 7、8 號壓板。減少了由于裝夾不當造成的內(nèi)應力,接刀痕現(xiàn)象得到改善,提高了加工精度。
3.2 優(yōu)化刀具路徑
在分析自動編程軟件生成的兩種刀具路徑后,總結(jié)圖5、圖6兩種刀具路徑的問題,在保證零件加工質(zhì)量要求的同時,盡可能提高加工效率。利用手工編程和自動編程相結(jié)合的編程方式,先進行自動編程粗加工,給手工編程留0.5~0.8 mm精加工余量,采用行切走刀完成精加工刀具路徑,如圖7所示。該刀具路徑的優(yōu)點是:
減少了底面中間部位刀具路徑往復過多的問題,避免了底面下陷現(xiàn)象,不僅消除了接刀痕問題,提高了加工表面質(zhì)量,而且刀具路徑長度減少,提高了加工效率;刀具加工過程中在X、Y加工方向變換時,增加了圓弧過渡,避免了過切現(xiàn)象的產(chǎn)生,新生成的刀具路徑工藝優(yōu)化效果比較明顯,達到了預期效果;合理設置步距減小接刀痕,得到較好的零件表面加工質(zhì)量(精加工零件表面時,刀具的步距設置為刀具直徑的50%~75%較為理想。步距太小,造成刀路增多,影響加工效率,步距太大則會造成接刀痕的產(chǎn)生,影響加工表面質(zhì)量)。
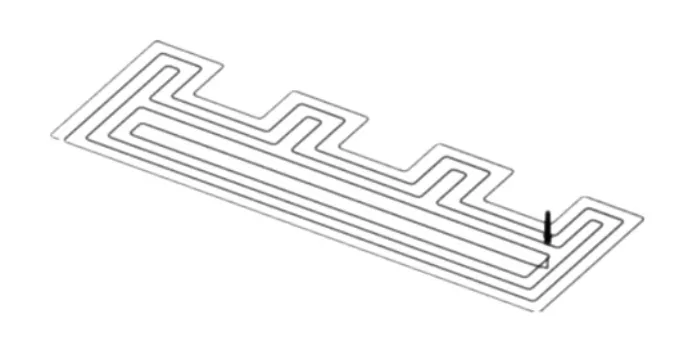
圖7 手工編程結(jié)合自動編程軟件刀具路徑
4 結(jié)語
薄壁零件加工后接刀痕現(xiàn)象比較嚴重,與設備狀態(tài)、毛坯狀態(tài)、工藝方法、刀具以及刀具路徑的選用都有關(guān)系,需要綜合分析考慮。在實際加工過程中應遵循人機法料環(huán)的基本原則,針對具體問題,具體分析,最終找出解決銑削中接刀痕存在的根本方法。本文通過改變裝夾順序和優(yōu)化刀具路徑消除接刀痕現(xiàn)象的出現(xiàn),取得了預期的效果,積累了經(jīng)驗,對類似薄壁鋁合金型材銑削提供了新的可能。
