低碳鋼多孔板沖壓模具的設計
2019-09-20 09:02:16
裝備機械 2019年3期
關鍵詞:工藝
中國電子科技集團公司 第二十八研究所 南京 210007
1 設計背景
模具是制造業的重要工藝裝備,工業大批量生產和新產品開發都離不開模具。現代模具業已成為技術與資金密集型產業,與高新技術形成相互依托的關系。為了適應用戶對模具制造高精度、低成本的需求,模具工業正廣泛應用現代先進制造技術來加速自身的發展。放眼未來,國內外模具市場總體發展趨勢良好,我國模具業將在良好的市場環境中得到穩健發展[1-4]。
沖壓模具是沖壓生產過程中必不可少的工藝裝備,是技術密集型產品。沖壓模具設計是否合理,將直接影響產品質量、生產效率和經濟效益[5-13]。筆者設計了低碳鋼多孔板沖壓模具,并在分析零件特點的基礎上制訂了沖壓工藝。在設計中,應用Pro/E Wildfire 5.0軟件,實現了落料和沖孔模具的總體設計和工程圖制作,大幅提高了模具的設計效率。通過生產試驗,確認沖壓零件的尺寸精度和形狀精度符合設計要求,驗證了模具結構與沖壓工藝的合理性。
2 零件成形工藝分析
沖裁零件為低碳鋼多孔板,厚度為2.0 mm,尺寸如圖1所示。低碳鋼多孔板屬于小批量生產普通沖裁件,外形對稱,無凹槽、尖角等特征,沖孔直徑、孔心距和孔邊距均滿足沖裁最小值要求,零件符合沖裁工藝性要求。低碳鋼多孔板的材料為Q235鋼板,屈服強度為235 MPa,抗拉強度為450 MPa,塑性較好,適合沖裁加工。模具設計時,按IT14級選取公差值。低碳鋼多孔板沖裁包含落料、沖孔兩道工序,可采用的沖裁模具結構有單工序模、連續模和復合模三種。考慮到生產設備和產能要求,這一零件采用單工序沖裁模。
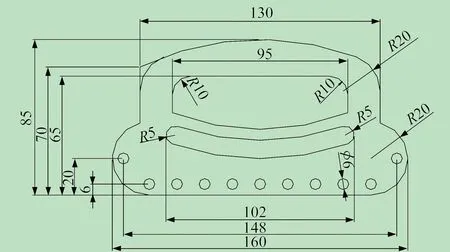
圖1 沖裁零件尺寸
3 沖裁力計算
沖裁力計算的目的是合理選擇沖壓設備和模具結構。壓力機噸位必須大于計算得到的沖裁力,以適應沖裁要求。沖裁力大小主要取決于材料力學性能、零件厚度、零件周邊長度等[11]。采用平刃沖裁時,沖裁力P計算式為:
P=fLtσb
(1)
式中:f為材料因子,取決于材料的力學性能,一般取f=0.7;L為零件周邊長度;t為零件厚度;σb為材料抗拉強度。
落料沖裁力計算結果為:
P=0.7×425×2×450=267.8 kN
沖孔沖裁力計算結果為
P=0.7×650×2×450=409.5 kN
落料和沖孔均在J23-63開式可傾壓力機上完成,其公稱壓力為630 kN。通過以上計算可知,現有設備能夠滿足低碳鋼多孔板落料、沖孔所需的沖裁力要求。
4 凸凹模設計
由于零件形狀不規則,因此采用凸凹模配合加工方法制造模具,即落料模具以凹模為基準,只計算凹模刃口尺寸和公差;沖孔模具以凸模為基準,只計算凸模刃口尺寸和公差。落料模具凸模以落料模具凹模為基準加工,沖孔模具凹模以沖孔模具凸模為基準加工,保持沖裁間隙。
為確保零件平面度要求,低碳鋼多孔板沖壓模具選用Ⅱ類沖裁間隙,沖裁間隙最小值為0.06 mm,沖裁間隙最大值為0.14 mm。
考慮到零件結構特點及沖裁質量和成形精度,落料凹模采用整體式直刃壁結構,刃口高度為6 mm,材料選用Cr12MoV,熱處理洛氏硬度(HRC)為60~62。沖孔凸模采用米思米標準沖針,材料為Cr12MoV,洛氏硬度(HRC)為58~60。低碳鋼多孔板落料凹模尺寸如圖2所示,三維模型如圖3所示。

圖2 落料凹模尺寸
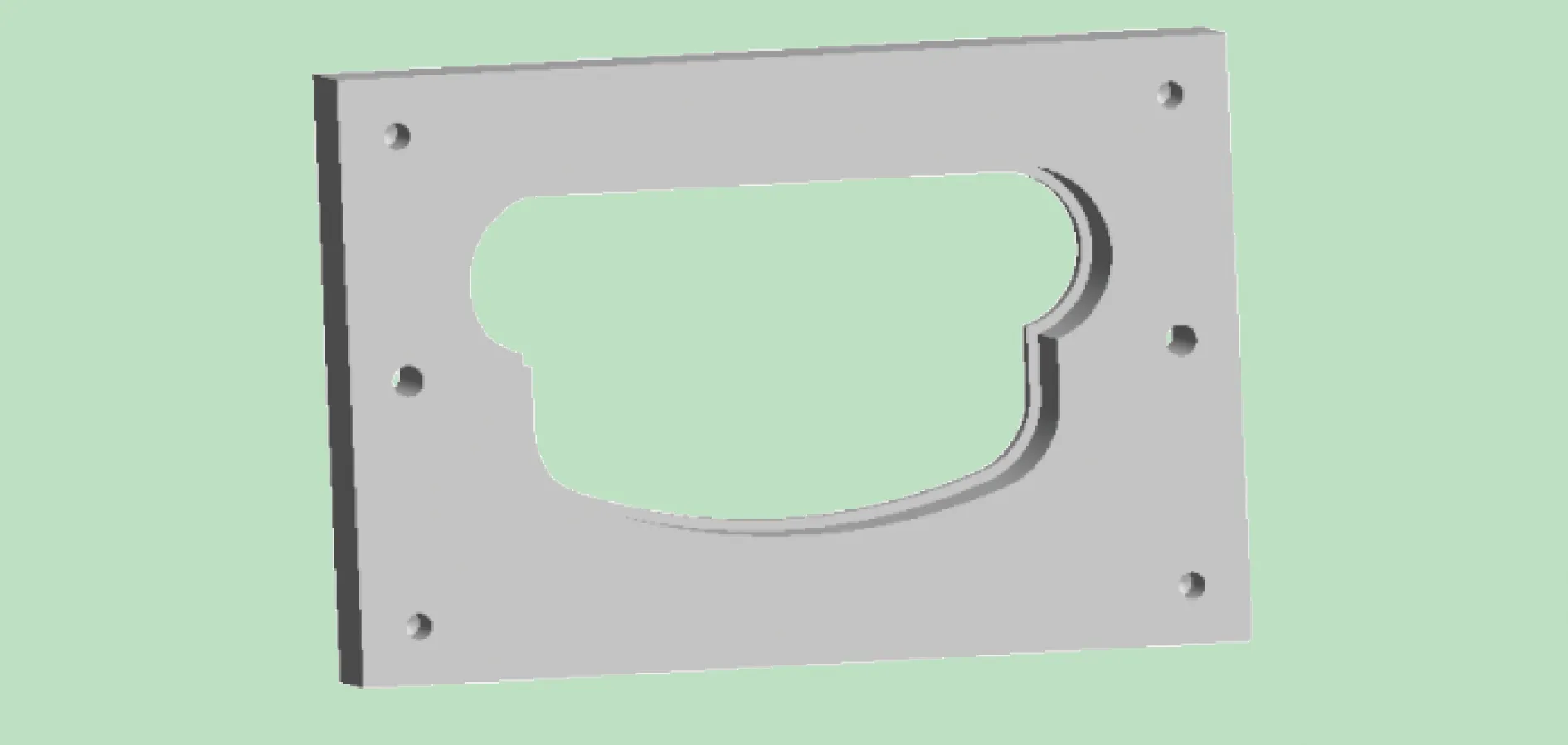
圖3 落料凹模三維模型
5 模具結構
落料模具和沖孔模具主要由模柄、上模板、凸模、凹模、卸料板、下模板、彈性元件、導柱、導套等組成。落料模具外形尺寸為170 mm×340 mm×212 mm,沖孔模具外形尺寸為170 mm×340 mm×232 mm。兩副模具均采用滾珠式導柱、導套進行導向,采用聚氨酯橡膠彈性卸料裝置,聚氨酯橡膠的數量由卸料力和橡膠參數決定。落料模具的結構如圖4所示。
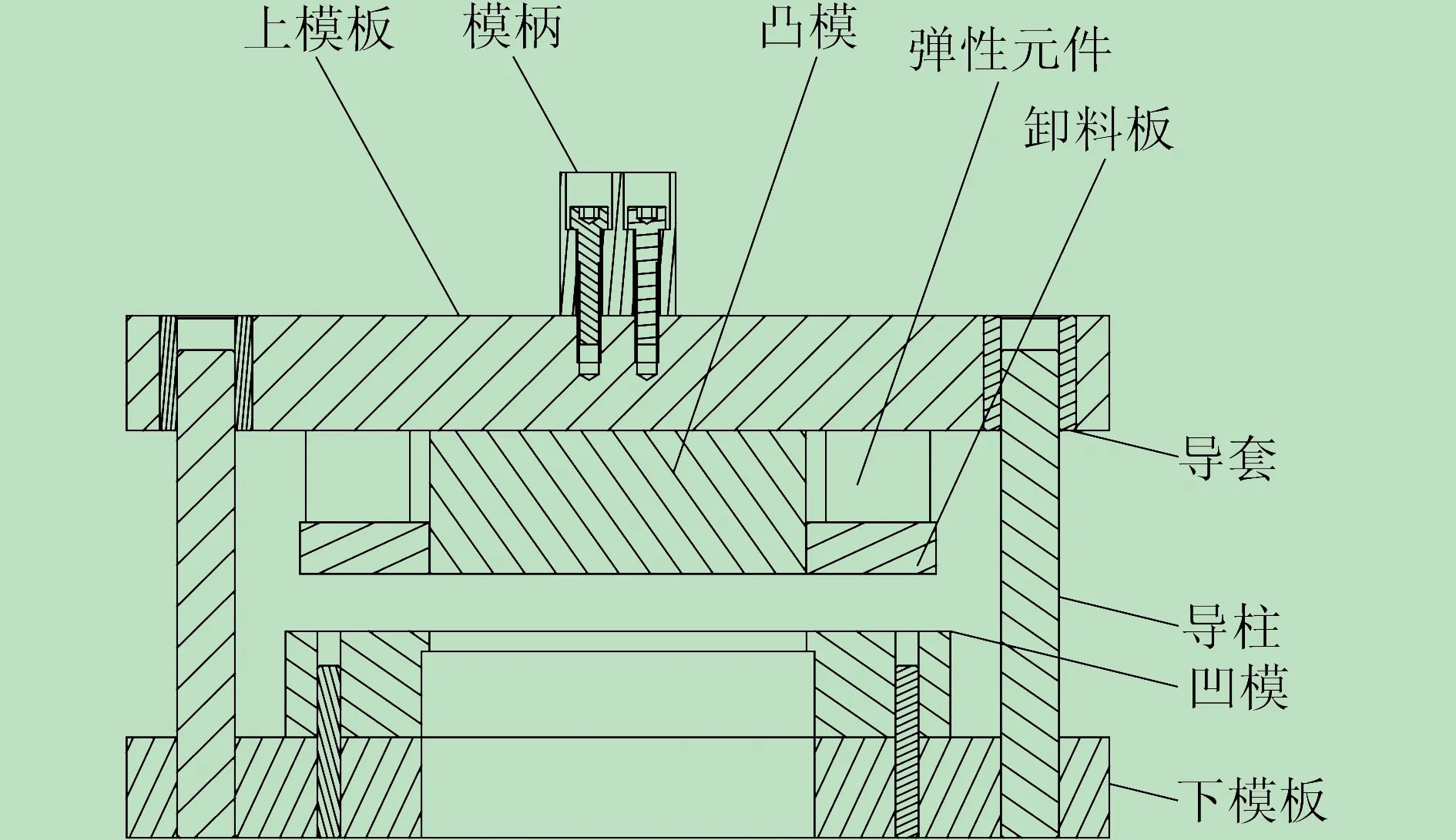
圖4 落料模具結構
上模板、下模板、凸模、凹模、卸料板等設計工藝基準孔。設計工藝基準孔時,以導柱、導套安裝孔為基準。裝配模具時,采用φ8圓柱銷將各工藝基準孔依次連接。其中,上模板、凸模以導套安裝孔為基準,凹模、下模板以導柱安裝孔為基準。采用這樣的裝配工藝,不僅能夠保證模具精度,而且能夠減輕工人的勞動強度,提高模具的裝配效率。
6 試驗
按照模具設計圖紙進行零件生產、裝配,模具實物如圖5所示。在J23-63開式可傾壓力機上進行沖裁試驗,沖裁件實物如圖6所示。經試驗分析,所設計的模具能夠很好地實現零件的精度及品質要求,并且提高工作效率。
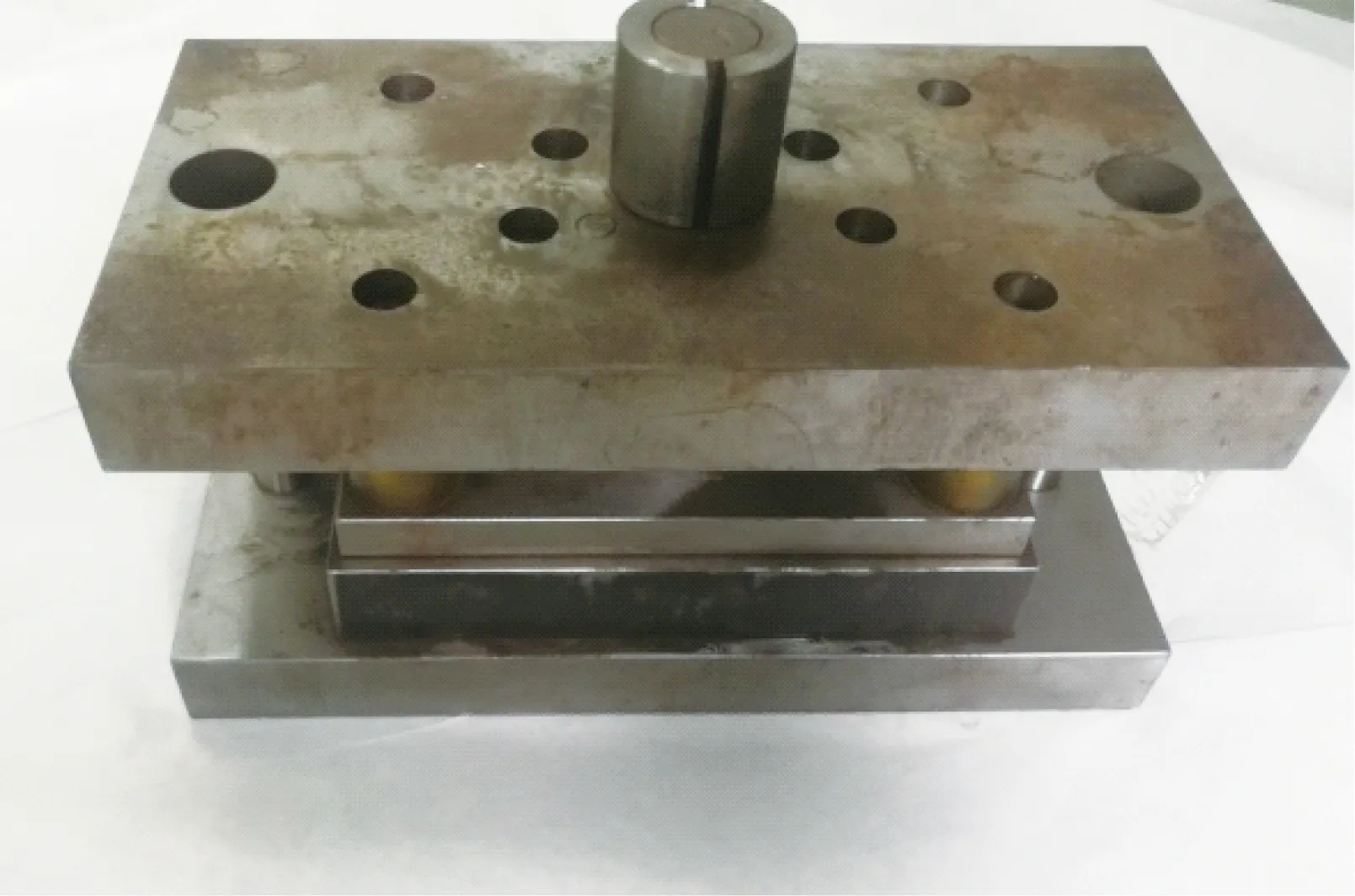
圖5 模具實物
7 結束語
筆者通過對低碳鋼多孔板的成形工藝進行分析,設計了低碳鋼多孔板沖壓模具,制訂了落料、沖孔成形工藝,確保了零件的生產質量。經試生產確認,應用所設計的模具生產零件,能夠滿足圖紙要求,并且提高生產效率。

圖6 沖裁件實物
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52