劍桿織機三相軸、搖擺座小配工藝裝備設計
2019-09-10 07:22:44顏良風
河南科技 2019年5期
顏良風
摘 要:本文介紹了劍桿織機三相軸、搖擺座小配定位工裝的設計。為滿足劍桿織機引緯機構三相軸和搖擺座的合配精度,需要采用專用工裝來保證,通過對三相軸和搖擺座零件結構及裝配工藝進行分析,設計了三相軸、搖擺座小配定位工裝。在裝配過程中,使用了小配定位工裝后,滿足了裝配精度要求。而增加了旋轉輔助裝置的定位工裝,則降低了裝配工人的勞動強度,提高了裝配效率。
關鍵詞:三相軸;搖擺座;定位工裝
中圖分類號:TS105 文獻標識碼:A 文章編號:1003-5168(2019)05-0057-03
Abstract: This paper introduced the design of positioning fixture for three-phase axle and swing seat of rapier loom. In order to meet the matching accuracy of three-phase axis and swing seat of weft insertion mechanism of rapier loom, special tooling was needed to ensure the matching accuracy. Through the analysis of the structure and assembly technology of three-phase axis and swing seat parts, the positioning tooling of three-phase axis and swing seat was designed. In the process of assembling, after using small positioning tooling, the requirement of assembling accuracy was satisfied. Adding positioning tooling of rotating auxiliary device reduced the labor intensity of assembly workers and improved assembly efficiency.
Keywords: three-phase shaft;rockingseat;positioning tooling
劍桿織機運動機構包含五大運動,引緯、打緯、開口、送經、卷取,而引緯運動在織造過程中占據重要地位。引緯運動是通過空間四連桿機構實現的。空間四連桿機構結構復雜,對關鍵零件的加工精度和裝配精度要求較高,以保證高速運轉狀態下,送緯劍頭與接緯劍頭順利交接緯紗。三相軸和搖擺座屬于引緯機構,三相軸和搖擺座的小配,需要專用工裝來保證裝配精度,同時提高裝配工作效率。
1 三相軸、搖擺座合配精度及裝配工藝分析
劍桿織機在高速狀態下運行,引緯運動對引緯機構零件的尺寸精度、形位精度要求比較高,才能保證引緯機構的合配精度要求,同時也要采用一定的裝配工藝來保證。
1.1 零件結構分析
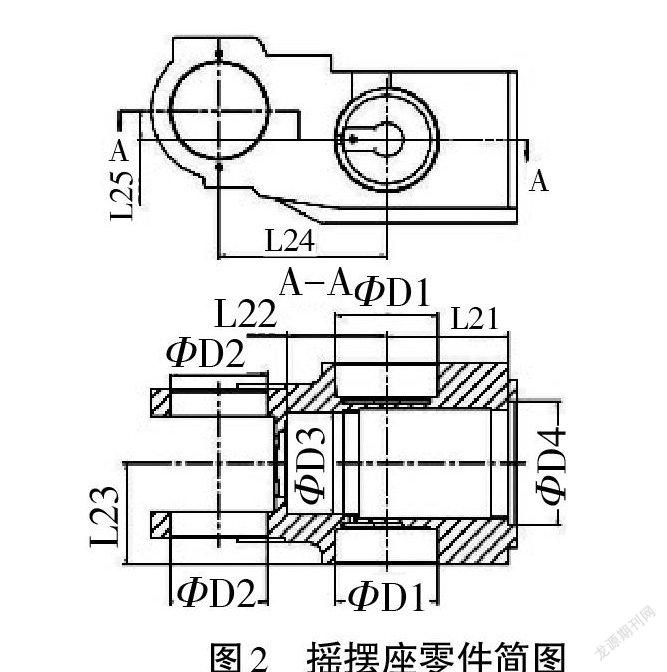
根據裝配結構及定位需求,簡單介紹一下主要零件的零件結構。
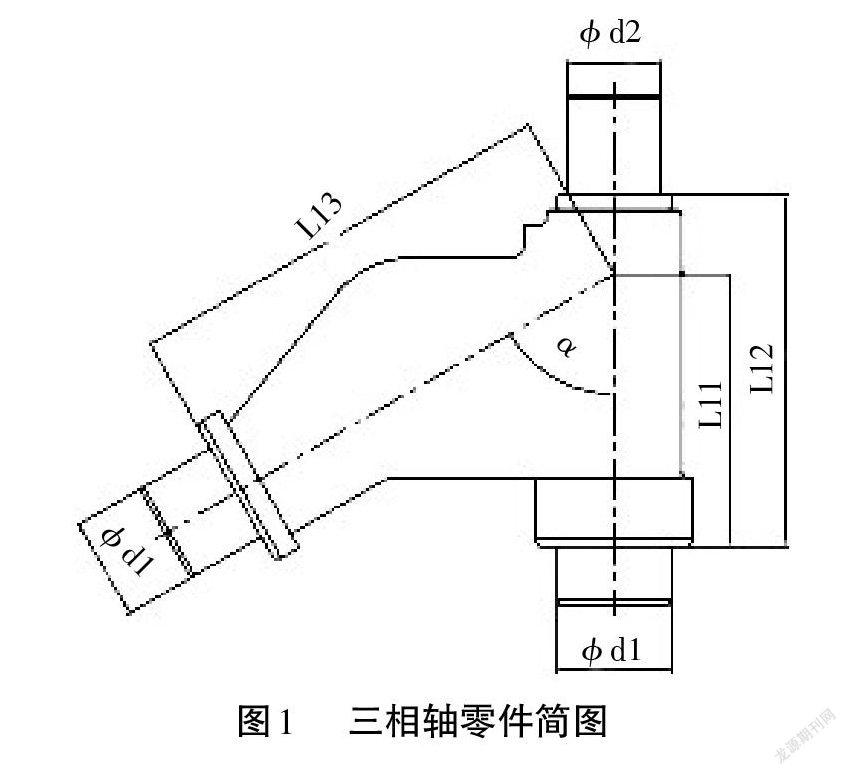
三相軸零件簡圖如圖1所示,本次裝配所用到的相關尺寸為軸[?]d1、[?]d2、[?]d3以及長度尺寸L11、L12、L13。
1.2 裝配工藝性分析
2 三相軸、搖擺座定位工裝的初步設計
2.1 定位工裝的結構概述
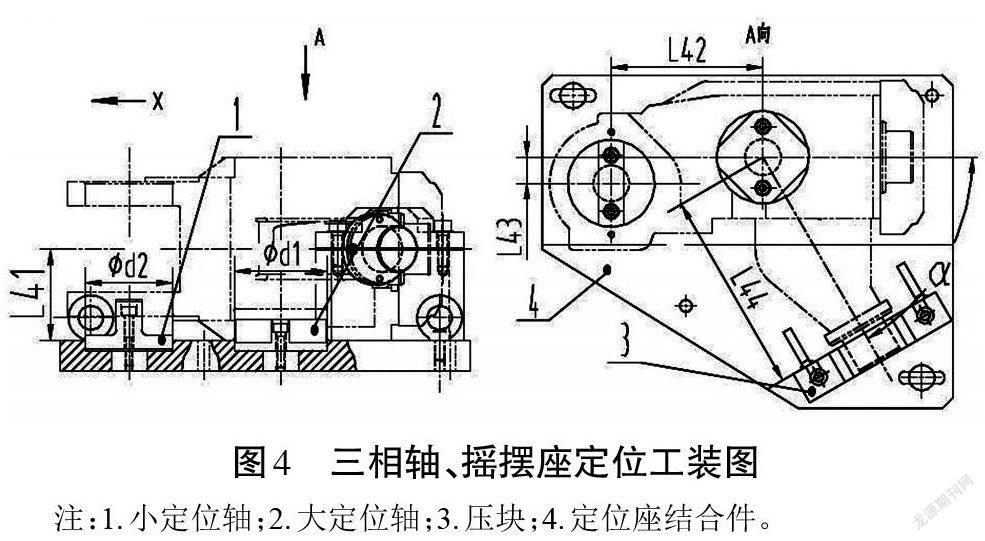
三相軸、搖擺座定位工裝由定位座結合件、大定位軸、小定位軸和壓塊組成。定位座結合件、大定位軸、小定位軸定位的是搖擺座ΦD1與ΦD2孔,定位座結合件、壓塊定位、鎖緊三相軸的Φd3軸,此工裝定位的三相軸與搖擺座相對位置為理論設計位置[2]。
2.2 定位方法
2.2.1 搖擺座的定位。結合圖1,搖擺座的固定可通過孔ΦD1與ΦD2定位在定位座結合件的上平面,限制水平面兩個方向的移動和法向的旋轉。為了便于裝卸,并保證裝配定位精度,搖擺座孔ΦD1孔與大定位軸、ΦD2孔與小定位軸的間隙,既要保證順利裝入與取出,又不能因間隙過大而喪失精度定位功能,兩定位軸兩個方向的距離尺寸L41、L42、L43公差是搖擺座孔兩個方向距離公差的一半[3]。
2.2.2 三相軸的定位。結合圖1,三相軸的Φd1和Φd2軸、軸肩與相應的軸承內孔、軸承面合配定位,軸承外圈與軸承面與搖擺座ΦD3,三相軸承座孔配合定位,從而定位兩軸頭。三相軸Φd3外圓通過定位座結合件、壓塊定位、鎖緊軸與軸肩,最終保證三相軸Φd1、Φd2軸公共軸線和Φd3軸線的交點與搖擺座2-ΦD1孔公共軸線和ΦD3、ΦD4孔公共軸線的交點重合。
2.3 定位工裝的使用方法和調整墊片的選擇
按照裝配工藝對零件進行小配,使用定位工裝對三相軸和搖擺座定位,測得三相軸和搖擺座的理論位置尺寸,然后測量最小尺寸,定位理論尺寸和最小尺寸之差就是所需調整墊的尺寸,在裝配時選擇相對應的調整墊。工裝的使用方法如下。
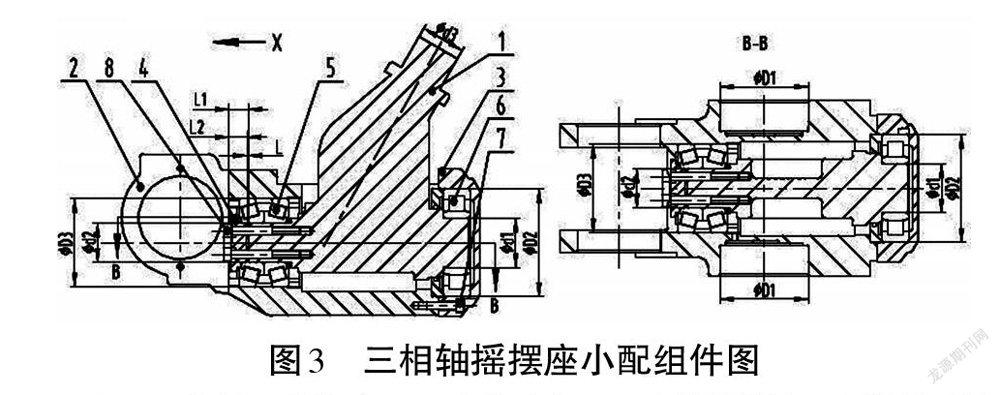
①三相軸、搖擺座小配組件放入定位工裝。結合圖1,測量圖1的L1尺寸,并記錄。
②結合圖1,松開鎖緊哈夫圈上的螺釘,將三相軸沿X方向推到底,測量圖1的L2尺寸,并記錄。
③結合圖1,計算所需調整墊厚度,也就是圖1的L尺寸,L=L1-L2。
④松開三相軸承座緊固螺釘,取出三相軸,按L厚度選取相應組合的調整墊放入三相軸Φd2的軸肩。
⑤將三相軸裝入,緊固三相軸承座的螺釘。
2.4 工裝驗證
對于采用定位工裝小配的三相軸、搖擺座,為驗證定位合配精度,筆者采用了三坐標測量儀進行檢驗,達到了裝配精度要求≤SΦ0.06mm。在后續的工作中,筆者持續關注三相軸和搖擺座這部分小配合配件使用定位工裝的合配情況,發現其滿足裝配精度要求,提高了裝配效率。
3 三相軸、搖擺座定位工裝的改進
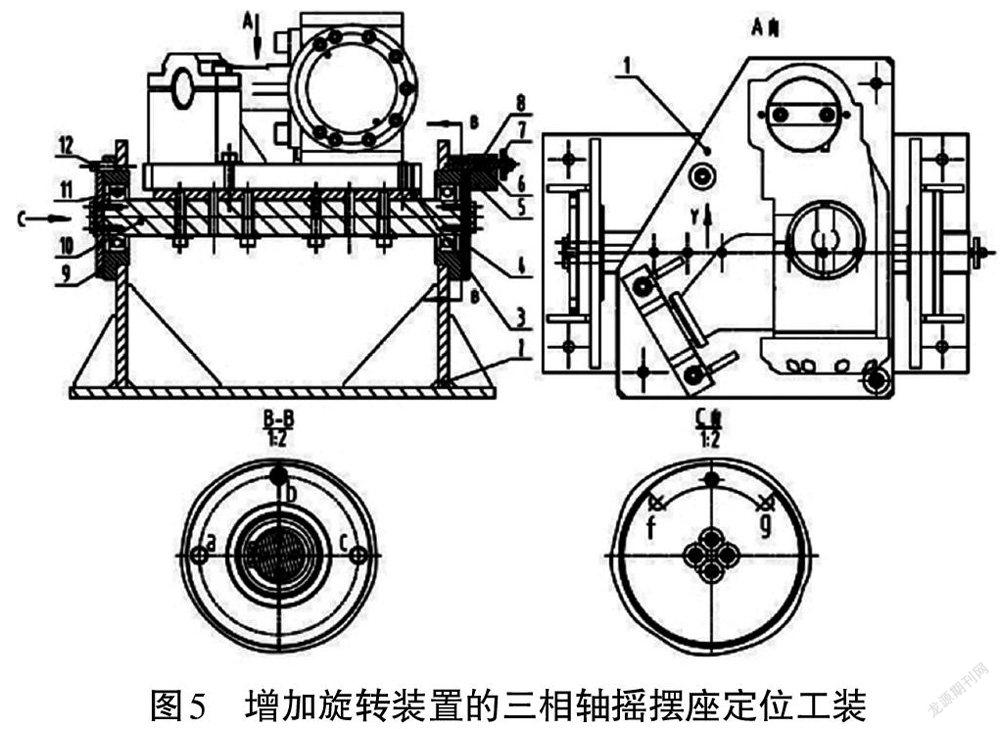
三相軸、搖擺座等零件小配后,重量約65kg,裝配人員操作時,移動三相軸、裝拆螺釘、測量尺寸很不方便。為了滿足織機批量生產的需求,降低勞動強度,提高效率,特設計了旋轉輔助裝置,如圖5所示。
3.1 旋轉輔助裝置的設計要點
3.1.1 原定位工裝和三相軸、搖擺座小配組件一起在改進工裝旋轉裝置上旋轉。從原定位工裝和三相軸、搖擺座小配組件可以看出,所有零件的結構都較為復雜,要使其在旋轉軸兩側重量均勻,需要找出三相軸、搖擺座小配組件放在定位工裝上時在旋轉裝置的旋轉軸線上的重心線。從結構上進行分析難度較大,筆者采用三維設計軟件,找出所需重心線,使用螺釘將原定位工裝緊固在旋轉軸上。
3.1.2 對原定位工裝旋轉所需角度的定位。為了操作方便,原定位工裝在旋轉裝置上旋轉操作時,需要定位到某個角度,從圖3的B-B剖視圖可以看出有a、b、c三個定位位置,采用彈簧加銷軸定位的方式,在使用時操作方便。
3.1.3 原定位工裝的限位。考慮到操作過程中原定位工裝和小配組件旋轉時由于重力作用會從旋轉裝置上掉落,造成人身傷害和零件損壞,在旋轉定位盤的對側設計一限位結構,如圖3的C向視圖,有f、g兩個限位點,保證安全使用。
3.2 旋轉輔助裝置工裝的使用方法
①定位盤調整到b位置,三相軸、搖擺座小配組件放入定位工裝。
②定位盤調整到c位置,結合圖3,測量圖3的L1尺寸,并記錄。
③結合圖1,松開鎖緊哈夫的螺釘,將三相軸沿X方向推到底,測量圖3的L2尺寸,并記錄。
④結合圖1,計算所需調整墊厚度,也就是圖3中L的尺寸,L=L1-L2。
⑤調整定位盤,將旋轉軸定位到a位置,松開三相軸承座緊固螺釘,取出三相軸,按L厚度選取相應組合的調整墊放入三相軸Φd2的軸肩。
⑥將三相軸裝入,緊固三相軸承座的螺釘,調整定位盤,將旋轉軸定位到b位置,用電葫蘆吊下小配組件,放到小配存放區。
4 結語
三相軸、搖擺座定位工裝的使用,解決了三相軸、搖擺座裝配的定位裝配問題,保證了合配精度要求。而增加了旋轉輔助裝置的定位工裝,則降低了裝配工人的勞動強度,提高了裝配效率,為批量化生產提供了有力保障。
參考文獻:
[1]濮良貴,紀名剛.機械設計[M].北京:高等教育出版社,1997.
[2]成大先.機械設計手冊[M].北京:化學工業出版社,1999.
[3]徐嘉元,曾家駒.機械制造工藝學[M].北京:機械工業出版社,1997.
