SLM工藝參數對316L不銹鋼試件拉伸性能的影響
2019-09-10 07:22:44張爭艷楚蓓蓓王磊高鐵紅
河北工業大學學報 2019年6期
張爭艷 楚蓓蓓 王磊 高鐵紅

摘要?采用選擇性激光熔化成型技術對316L不銹鋼粉末進行工藝參數優化實驗,以期獲得拉伸性能優良的316L成型件。利用單因素實驗法和正交試驗探究激光功率、掃描速度和掃描間距等工藝參數對316L不銹鋼成型試件拉伸性能(抗拉強度和延伸率)的影響,確定最優工藝參數水平組合。研究結果表明:激光功率對316L不銹鋼成型件抗拉強度和延伸率均有顯著影響,掃描速度和掃描間距的影響次之;在實驗條件下,成型件拉伸性能最優工藝參數水平組合為:激光功率220?W、掃描速度960?mm/s、掃描間距0.14?mm。
關?鍵?詞?選擇性激光熔化;316L不銹鋼;工藝參數;抗拉強度;延伸率
中圖分類號?TG665?????文獻標志碼?A
Effects?of?process?parameters?on?tensile?property?of?316L?stainless?steel?parts?by?selective?laser?melting
ZHANG?Zhengyan1,?CHU?Beibei1,2,?WANG?Lei3,?GAO?Tiehong1
(1.?School?of?Mechanical?Engineering,?Hebei?Technology?of?University,?Tianjin?300130,?China;?2.?Shanxi?Aerospace?Qinghua?Equipment?Co?Ltd,?Changzhi,?Shanxi?046000,?China;?3.?School?of?Materials?Science?and?Engineering,?Hebei?Technology?of?University,?Tianjin?300130,?China)
Abstract?In?order?to?obtain?excellent?tensile?properties?of?316L?molded?parts,selective?laser?melting?technology?were?used?to?optimize?process?parameters?for?316L?stainless?steel?powder.?The?process?parameters?including?the?laser?power,the?scanning?speed?and?the?scanning?interval?working?on?tensile?properties?(tensile?strength?and?elongation)?of?316L?stainless?steel?molded?specimens?were?studied?by?single?factor?experiment?and?orthogonal?test?to?determine?the?optimal?combination?of?its?parameters.The?results?showed?that?the?laser?power?had?a?more?significant?effect?on?the?tensile?strength?and?elongation?of?316L?stainless?steel?forming?parts?than?that?on?the?scanning?speed?and?the?scanning?interval.?Under?the?experimental?conditions,?in?view?of?the?tensile?properties?of?the?molded?parts,?the?optimal?combination?of?process?parameters?is:220?W?of?the?laser?power,?960?mm/s?of?the?scanning?speed,?and?0.14?mm?of?the?scanning?interval.
Key?words?selective?laser?melting;?316Lstainless?steel;?process?parameters;?tensile?strength;?elongation
0?引言
選擇性激光熔化技術(Selective?Laser?Melting,SLM)是利用金屬粉末在激光束的熱作用下完全熔化,經冷卻凝固進行成型[1]。該技術可直接成型接近完全致密的金屬零件,廣泛應用于航空航天、生物醫學、汽車、模具等領域[2-4],這些領域對成型件的質量和性能都有很高的要求,所以提高成型件質量、改善其性能是國內外諸多學者的研究熱點。
Thijs等[5]通過探究優化能量密度、掃描速度、掃描間距、掃描策略等工藝參數,最終成型Ti-6Al-4V成型件,使其致密度高達99.9%;Liverani等[6]從微觀結構、缺陷形成和力學性能入手,最終確定選擇合適的工藝參數進行SLM成型;Buchbinder等[7]探究激光功率對鋁合金致密度的影響,并利用高功率激光功率成型出致密度達99.5%、抗拉強度達400?MPa的鋁合金試件;李洋等[8]探究SLM掃描間距對制備316L多孔不銹鋼的力學性能的研究,結果表明隨著掃描間距的增大,316L多孔不銹鋼的抗壓強度及彈性模量均減小;郭國林[9]等在5?kW激光功率下探究激光掃描速度對304不銹鋼薄板搭接接頭組織和性能的影響,掃描速度為72?mm/min時,焊接接頭的抗拉強度接近于母材的強度;趙燦等[10]利用正交試驗探究激光功率、掃描速度和掃描間距對成型件致密度的影響,確定最優水平組合。綜上所述,研究重點均放于各工藝參數對單一性能的影響探究,并尋求最優水平組合。鑒于此,基于SLM技術成型316L不銹鋼試件,通過單因素實驗和正交試驗探究工藝參數激光功率、掃描速度和掃描間距對成型件拉伸性能(抗拉強度和延伸率)的影響規律,尋求拉伸性能最優工藝參數水平組合。
1?實驗材料、設備及方法
1.1?實驗材料及設備
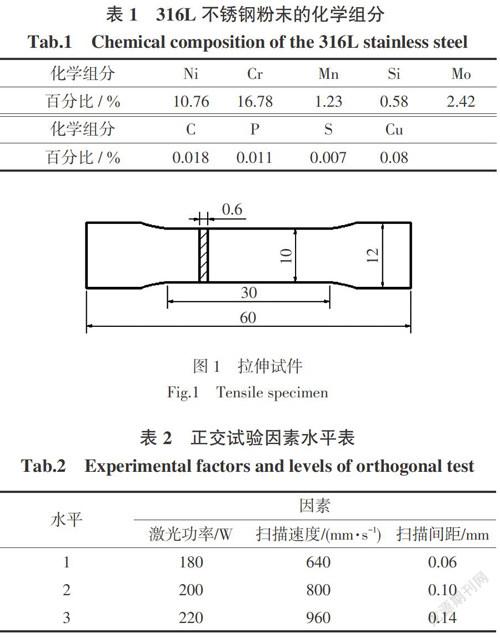
實驗材料選用德國TLS公司根據高壓氣霧法[11]制備的316L不銹鋼粉末,化學組分如表1所示,平均粒徑為30?μm。
采用國產設備BLT?S200對316L不銹鋼粉末進行成型,設備最大成型空間為105?mm×105?mm×200?mm;采用500?W光纖激光器功率進行振鏡式激光掃描,波長為1?070?mm。成型基板為304不銹鋼材料,實驗前用工業酒精將基板表面進行預處理清洗,保證成型過程中不受表面油污或者其他粉塵影響。成型過程中使用氬氣作為保護氣,氧含量(體積比)控制在0.08%以下。
1.2?實驗方法
單因素實驗:成型如圖1所示的拉伸試件,選取加工參數如下:激光功率180~260?W、掃描速度640~1?280?mm/s、掃描間距0.06~0.22?mm,每個工藝參數分為5組,每組成型3~5個拉伸試件,利用單因素實驗法探究各工藝參數對成型零件拉伸性能(抗拉強度和延伸率)的影響規律,并利用掃描電鏡對成型零件進行表面微觀形貌和斷口形貌的觀察分析。
正交試驗:在單因素實驗的基礎上,選擇正交試驗的因素水平,設計表2所示的L9(33)正交試驗,共進行9組實驗,每組成型3~5個拉伸試件,分析探究三因素對成型零件拉伸性能的顯著影響因素,尋求最優水平組合。
2?實驗結果與分析
2.1?單因素實驗結果與分析
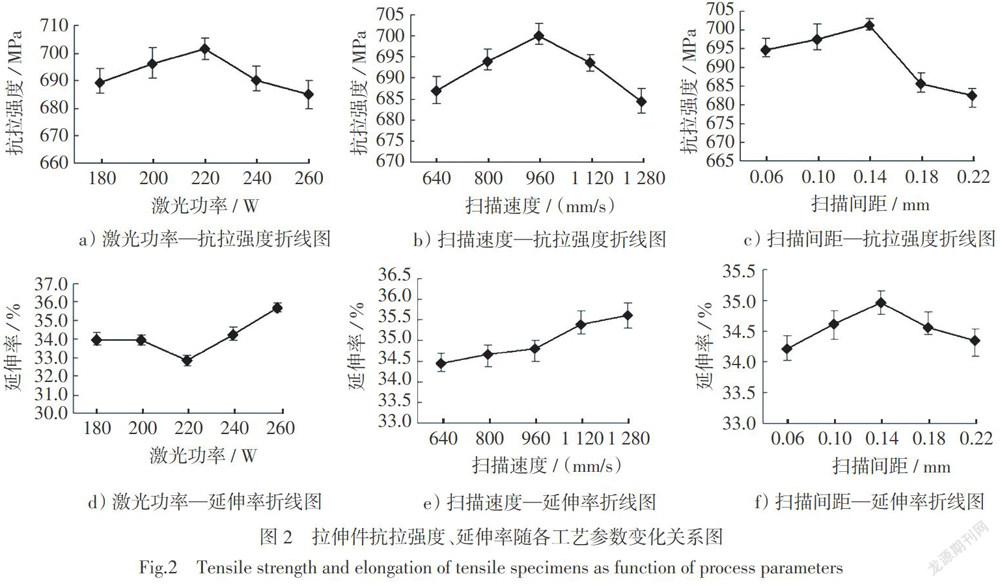
使用電火花線切割機對各工藝參數成型之后的拉伸試件進行切割,并進行表面處理,使用Instron?3365材料試驗機進行拉伸實驗,各實驗結果求取平均整理后如圖2所示。圖中“工”字型分別表示抗拉強度和延伸率的誤差范圍。
從圖2a)~?c)中可以看出,隨著激光功率、掃描速度和掃描間距的增大,拉伸件的抗拉強度均呈現先增大后減小的趨勢,激光功率為220?W時,拉伸件抗拉強度最大;掃描速度為960?mm/s時,拉伸件抗拉強度最大;掃描間距為0.14?mm時,拉伸件抗拉強度最大。從圖2d)~?f)中可以看出,隨著激光功率增大,拉伸件的延伸率呈現先減小后增大的趨勢,激光功率為260?W時,拉伸件延伸率最大;隨著掃描速度增大,拉伸件的延伸率呈現逐漸增大的趨勢,掃描速度為1?280?mm/s時,拉伸件延伸率最大;隨著掃描間距增大,拉伸件的延伸率呈現先增大后減小的趨勢,掃描間距為0.14?mm時,拉伸件延伸率最大。
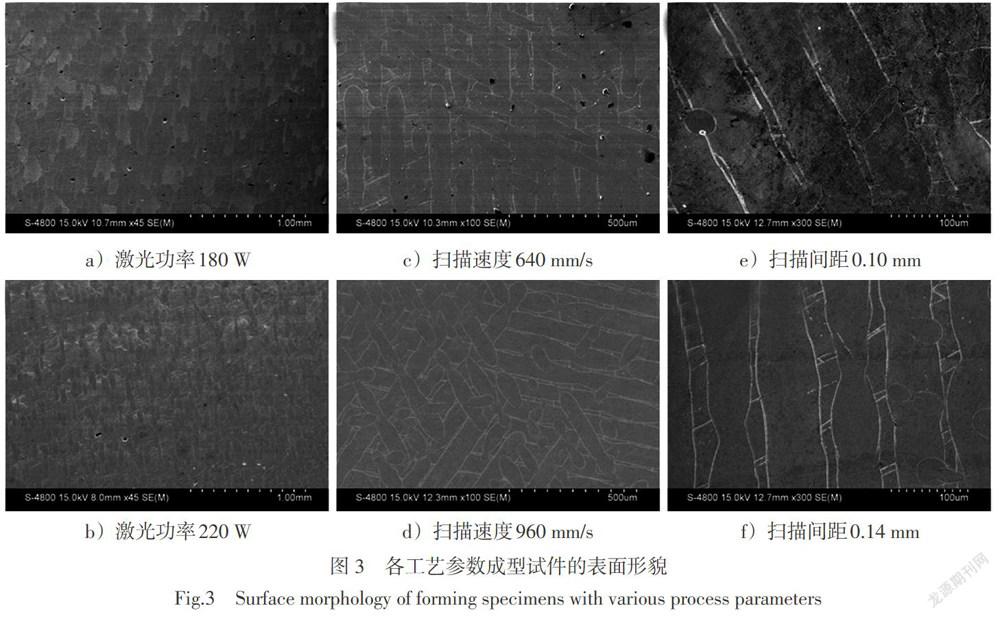
利用日立S—4800場發射掃描電鏡對成型件進行表面形貌和斷口形貌觀察,觀察結果如圖3和圖4所示。
從圖3a)和b)中可以看出:在激光功率為180?W條件下成型件表面形貌存在諸多孔洞的出現,出現此現象的原因是在試件成型過程中充滿氬氣作為保護氣,冷卻時氬氣來不及溢出,最終成型為氣孔。當激光功率過小時,金屬粉末無法獲得足夠的熱量充分熔化,試件在冷卻過程中會夾雜粉末,隨著成型件高度的增加,粉塵堆積,最后形成孔洞。從圖3c)和d)中可以看出:在掃描速度為640?mm/s條件下成型件表面形貌不平滑,存在凸起顆粒,因為在一定的激光功率和掃描間距下,掃描速度影響金屬粉末吸收激光所釋放的熱量的多少,掃描速度為640?mm/s時,單位面積上金屬粉末吸收的激光熱量過多,容易造成金屬粉末過熔,出現飛濺等現象,造成粉末顆粒聚集形成凸起。從圖3e)和f)中可以看出:在掃描間距為0.10?mm/s條件下成型件表面形貌不光滑平整,存在些許粉塵、孔洞、裂紋等缺陷。因為在激光掃描成型時,激光鄰近區域會利用激光余熱進行重熔,掃描間距越小,重熔的區域會越大、次數會越多,多次進行熔化冷卻使得成型件質量下降。由于缺陷位置的應力集中,裂紋容易擴展,所以缺陷處最先出現斷裂。
從圖4斷口形貌中可以看出:在各工藝參數成型試件的斷口都分布著大量的韌窩,韌窩是微孔形核長大和聚合在斷口上留下的痕跡,是典型的韌性斷裂斷口形貌。
2.2?正交試驗結果與分析
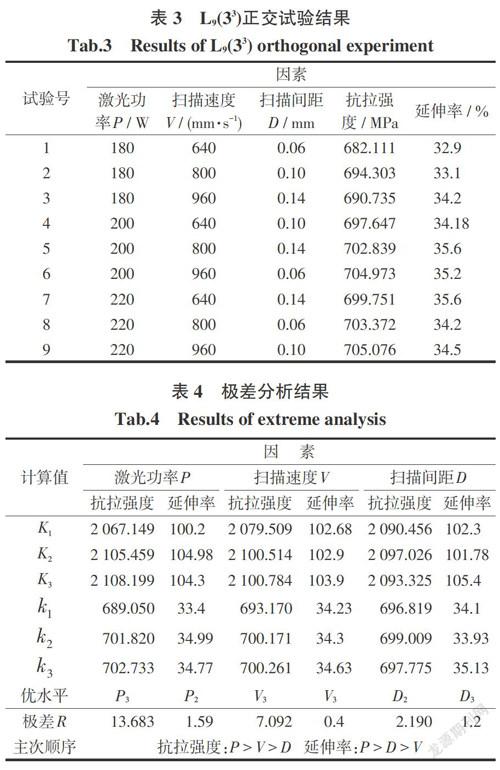
使用電火花線切割機對正交試驗下成型的9組拉伸試件進行切割,并進行表面處理,使用Instron?3365材料試驗機進行拉伸實驗,各實驗結果取平均整理后如表3所示。
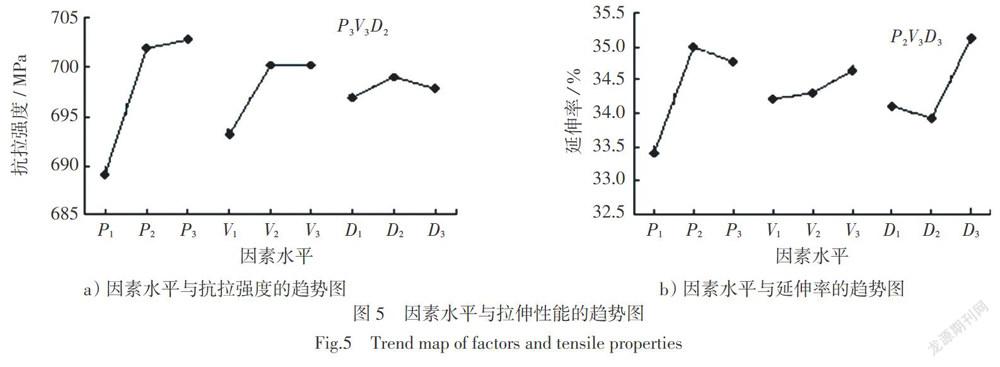
對表3中的試驗數據進行極差分析,分析結果如表4所示,因素水平與拉伸性能的趨勢圖如圖5所示。在極差分析中,指標和[Ki]或者指標平均值[ki]用來反映激光功率P、掃描速度V和掃描間距D對試驗指標抗拉強度和延伸率影響的大小;極差R,用來表示工藝參數對試驗指標的影響力,極差越大表明該工藝參數對指標的影響力大,為主要因子,極差越小表明該參數因子對指標的影響力小,為次要因子。
抗拉強度極差結果分析:根據試驗指標抗拉強度越大越好,在激光功率P抗拉強度一欄中,[K3>K2>K1],可判定[P3]為激光功率的優水平;同理,可判斷掃描速度V和掃描間距D的優水平為[V3]和[D2],所以優水平組合為[P3V3D2],即優水平工藝參數為激光功率220?W、掃描速度960?mm/s和掃描間距0.10?mm。比較極差[Rj]可知[RP>RV>RD],所以工藝參數對試驗指標抗拉強度的影響的主次順序為PVD,即激光功率影響最大,其次是掃描速度,掃描間距影響最小。
延伸率極差結果分析:根據試驗指標延伸率越大越好,在激光功率P延伸率一欄中,[K2>K3>K1],可判定P2為激光功率的優水平;同理,可判斷掃描速度V和掃描間距D的優水平為V3和D3,所以優水平組合為[P2V3D3],即優水平工藝參數為激光功率200?W、掃描速度960?mm/s和掃描間距0.14?mm。比較極差[Rj]可知[RP>RD>RV],所以工藝參數對試驗指標抗拉強度的影響的主次順序為PDV,即激光功率影響最大,其次是掃描間距,掃描速度影響最小。
拉伸性能最優組合:對抗拉強度和延伸率指標的2個優水平組合進行分析比較,掃描速度在兩個最優水平中,最優水平皆為[V3],故選取[V3]為最優水平組合;激光功率在2個試驗指標中皆為主要因子且優水平不同,采用極差化的方法進行判別,選擇[P3]為最優水平組合;掃描間距在2個試驗指標中皆為次要因子,但其對延伸率的影響力大于對抗拉強度的影響力,故按影響力的優先次序選擇[D3]為最優水平組合。經綜合平衡分析,SLM成型零件拉伸性能的最優水平組合為[P3V3D3]
3?結論
采用SLM技術成型316L不銹鋼試件,探究各工藝參數對成型試件拉伸性能的影響,具體探究結果如下:
1)在單因素實驗探究下,成型試件的抗拉強度隨著激光功率、掃描速度和掃描間距的增大均呈現先增大后減小的趨勢;成型試件的延伸率隨著激光功率的增大呈現先減小后增大的趨勢;隨著掃描速度增大呈現逐漸增大的趨勢;隨著掃描間距的增大呈現先增大后減小的趨勢。
2)利用場發射掃描電鏡對各工藝參數成型件進行斷口掃描可知,SLM技術成型的不銹鋼試件為韌性斷裂。
3)各工藝參數對SLM成型試件抗拉強度影響的主次順序為:激光功率>掃描速度>掃描間距;各工藝參數對SLM成型試件延伸率影響的主次順序為:激光功率>掃描間距>掃描速度。
4)在實驗條件下,成型件拉伸性能最優工藝參數水平組合為:激光功率220?W、掃描速度960?mm/s、掃描間距0.14?mm。
參考文獻:
[1]????章文獻.?選擇性激光熔化快速成形關鍵技術研究[D].?武漢:華中科技大學,2008.
[2]????MARGA?F,JAKAB?K,KHATIWALA?C,et?al.?Toward?engineering?functional?organ?modules?by?additive?manufacturing[J].?Biofabrication,2012,4(2):022001.
[3]????VAEZI?M,SEITZ?H,YANG?S?F.?A?review?on?3D?micro-additive?manufacturing?technologies[J].?The?International?Journal?of?Advanced?Manufacturing?Technology,2013,67(5/6/7/8):1721-1754.
[4]????袁茂強,郭立杰,王永強,等.?增材制造技術的應用及其發展[J].?機床與液壓,2016,44(5):183-188.
[5]????THIJS?L,VERHAEGHE?F,CRAEGHS?T,et?al.?A?study?of?the?microstructural?evolution?during?selective?laser?melting?of?Ti–6Al–4V[J].?Acta?Materialia,2010,58(9):3303-3312.
[6]????LIVERANI?E,TOSCHI?S,CESCHINI?L,et?al.?Effect?of?selective?laser?melting?(SLM)?process?parameters?on?microstructure?and?mechanical?properties?of?316L?austenitic?stainless?steel[J].?Journal?of?Materials?Processing?Technology,2017,249:255-263.
[7]????BUCHBINDER?D,SCHLEIFENBAUM?H,HEIDRICH?S,et?al.?High?power?selective?laser?melting?(HP?SLM)?of?aluminum?parts[J].?Physics?Procedia,2011,12:271-278.
[8]????李洋,陳長軍,王曉南,等.?選區激光熔化技術制備316L多孔不銹鋼工藝及性能研究[J].?應用激光,2015,35(3):319-323.
[9]????郭國林,戴國洪,周自強,等.?激光掃描速度對304不銹鋼薄板組織和性能的影響[J].?機械設計與制造,2018(3):195-197.
[10]??趙燦,張佳,劉錦輝.?選擇性激光熔化316L不銹鋼粉成形優化工藝[J].?黑龍江科技學院學報,2013,23(1):47-50.
[11]??姚妮娜,彭雄厚.?3D打印金屬粉末的制備方法[J].?四川有色金屬,2013(4):48-51.
[責任編輯????楊????屹]
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
制造技術與機床(2015年10期)2015-04-09 07:06:00
