1000MPa級低合金高強(qiáng)鋼焊接工藝改進(jìn)研究
2023-02-02 07:09:12鐘大正李圭艷李靖
金屬加工(熱加工) 2023年1期
鐘大正,李圭艷,李靖
1.中國電建集團(tuán)山東電力建設(shè)第一工程有限公司 山東濟(jì)南 250102
2.山東豐匯設(shè)備技術(shù)有限公司 山東濟(jì)南 250200
1 序言
近年來,隨著科技的迅猛發(fā)展,越來越多的超級工程不斷孕育而生,如跨海大橋、巨型場館、摩天大樓及超高層建筑等。隨著各類超級工程的不斷崛起,起重機(jī)械設(shè)備也迎來了不斷向大噸位級及輕質(zhì)高效方向發(fā)展。起重設(shè)備結(jié)構(gòu)的輕質(zhì)化在減輕結(jié)構(gòu)自重的同時(shí),還能夠提高起重機(jī)械的起重性能[1]。近年來,起重機(jī)械設(shè)備主結(jié)構(gòu)用鋼也在不斷向1000MPa級高強(qiáng)鋼領(lǐng)域邁進(jìn)。
2 1000MPa級高強(qiáng)鋼焊接現(xiàn)狀
冷裂紋是高強(qiáng)鋼焊接生產(chǎn)中最容易產(chǎn)生、也是最危險(xiǎn)的焊接缺陷。1000MPa級低合金高強(qiáng)鋼材料合金成分復(fù)雜、淬硬性較大,焊接裂紋敏感性較高,除焊接性較差外,由于Ni含量的提高,其焊接材料黏性較大,因此對焊工技能要求更高,焊接過程中及焊后裂紋質(zhì)量事故頻發(fā),在嚴(yán)重影響生產(chǎn)進(jìn)度的同時(shí)更是導(dǎo)致制造成本大增,甚至還會影響產(chǎn)品的服役性能。某起重機(jī)吊臂(材質(zhì)S890QL)焊接結(jié)構(gòu)的現(xiàn)場裂紋如圖1所示。由圖1可見,焊縫表面宏觀可見數(shù)條平行排列的橫向裂紋,經(jīng)打磨發(fā)現(xiàn)有些裂紋甚至延伸至根部,更有甚者已撕裂母材。大多裂紋均為焊后數(shù)小時(shí)乃至24h后才出現(xiàn),屬典型的低合金高強(qiáng)鋼延遲裂紋。

圖1 某焊接結(jié)構(gòu)的現(xiàn)場裂紋
3 焊接母材及焊接性分析
本文以上述吊臂裂紋為研究對象,闡述相關(guān)焊接工藝改進(jìn)措施,供讀者借鑒。母材力學(xué)性能及化學(xué)成分分別見表1、表2。

表1 母材力學(xué)性能
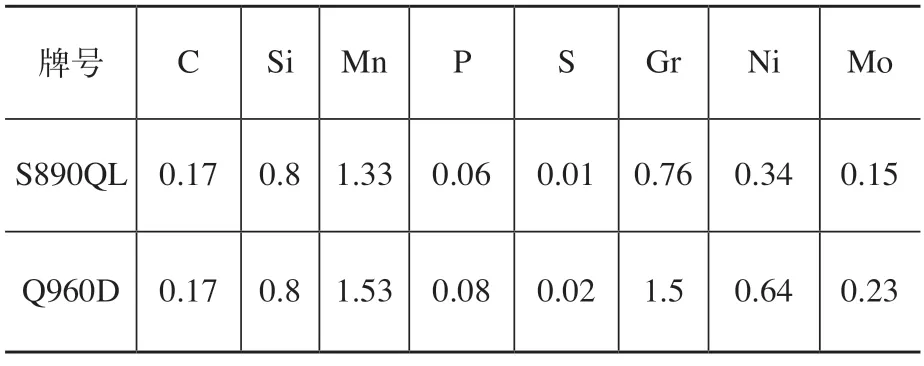
表2 母材化學(xué)成分(質(zhì)量分?jǐn)?shù))(%)
根據(jù)日本JIS標(biāo)準(zhǔn)所規(guī)定,計(jì)算得到母材的Ceq及Pcm值見表3。由表3可知,兩種材料的Ceq均>0.6%,而當(dāng)Ceq>0.5%時(shí),焊接有明顯的淬硬傾向,極易產(chǎn)生冷裂紋[2]。

表3 母材的Ceq及Pcm(%)
4 焊接工藝的選擇
鋼種的淬硬傾向、焊接接頭氫含量及其分布,以及接頭所承受的拘束應(yīng)力狀態(tài)是高強(qiáng)鋼焊接時(shí)產(chǎn)生冷裂紋的三大主要影響因素[3]。因此,焊接時(shí)需要較小的熱輸入,并采取適當(dāng)預(yù)熱和合適的后熱處理,以獲得良好的焊縫金屬組織。
通過多組焊接工藝試驗(yàn),最終確定焊接方法為G M AW,保護(hù)氣體20%C O2+80%A r,焊絲為φ1.2mm、Union GM 120,等強(qiáng)匹配。腹桿S890QL/S890QL為等強(qiáng)匹配,連接板S890QL/Q960D為低強(qiáng)匹配,焊絲力學(xué)性能見表4,焊接參數(shù)見表5。在以上工藝下施焊,焊接接頭力學(xué)性能優(yōu)良,焊縫顯微組織為索氏體。
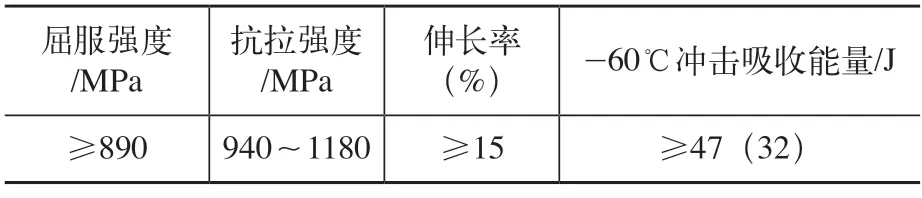
表4 GM 120焊絲熔敷金屬力學(xué)性能

表5 GMAW焊接參數(shù)
上述工藝已在我公司相關(guān)產(chǎn)品中成功應(yīng)用多年,雖然工藝評定的施焊過程及環(huán)境趨于完美,但由于現(xiàn)實(shí)施焊中焊縫布置、操作空間、焊接環(huán)境等復(fù)雜多變,因此在具體施工過程中還需注意一些技術(shù)措施及要求來保證焊接質(zhì)量。
5 工藝技術(shù)改進(jìn)措施
高強(qiáng)鋼焊接產(chǎn)生冷裂紋的機(jī)理在于鋼種淬硬后受到氫的侵襲和誘發(fā),使之脆化,在拘束應(yīng)力的作用下產(chǎn)生裂紋。根據(jù)裂紋位置,冷裂紋多分為焊腳裂紋、焊道下裂紋、根部裂紋3種。為此,施焊過程中應(yīng)特別重視以上相關(guān)區(qū)域的施焊工作,應(yīng)從以下幾方面措施著手。
1)高強(qiáng)鋼焊接焊縫根部宜采用低強(qiáng)匹配打底,以增強(qiáng)根部焊縫的塑性。
2)焊縫起弧宜采用回焊法、收弧必須填滿弧坑,并采用延遲斷氣法等措施,徹底避免產(chǎn)生弧坑裂紋。
3)焊接應(yīng)采用對稱施焊,焊接方向應(yīng)總是朝向自由端,使焊接過程中新的構(gòu)成有最佳的自由度,焊接的起點(diǎn)和終點(diǎn)不可位于拐角處,以減小焊接殘余應(yīng)力。
4)嚴(yán)格控制焊接熱輸入。高強(qiáng)鋼焊接宜采用多層多道焊,焊縫坡口宜采用對稱的雙面制,注意層間清理及層間溫度控制,以及分段焊接相鄰焊縫時(shí)接頭處焊縫金屬應(yīng)呈長度≥50mm的階梯狀分布等措施,如圖2所示。
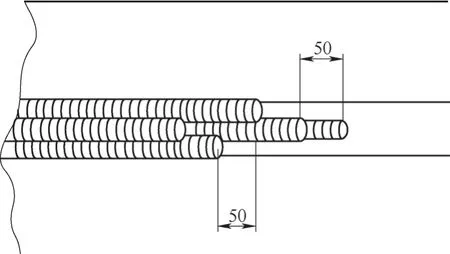
圖2 相鄰焊縫階梯狀分布
5)角焊縫轉(zhuǎn)角處宜連續(xù)繞角施焊,起落點(diǎn)距焊縫端部>10mm,弧坑應(yīng)填滿;包角焊必須完整,不得有焊接缺陷,嚴(yán)禁在轉(zhuǎn)角處引弧和熄弧;焊接時(shí)應(yīng)先封口后焊接。所有焊縫每一層焊接都要先封口,封口焊接采用二次電連弧或一次電斷弧,封口焊縫與正常焊縫要求一致,不允許出現(xiàn)焊接缺陷;封口焊縫與長焊縫相交,先封口焊接,再對長焊縫進(jìn)行焊接,保證焊縫美觀度。改進(jìn)后的焊縫焊接次序如圖3所示,改進(jìn)后的包角焊如圖4所示。
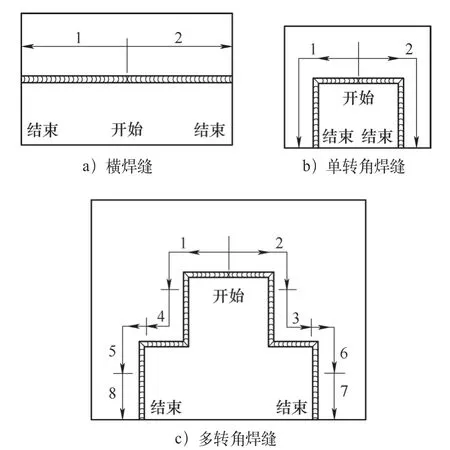
圖3 改進(jìn)后的焊縫焊接次序

圖4 改進(jìn)后的包角焊示意
6)高強(qiáng)鋼預(yù)熱及后熱宜采用電阻加熱,必要時(shí)焊接過程中還需做好相關(guān)保溫措施,焊接完成后應(yīng)立即包裹保溫巖棉,并立即開展后熱處理。
6 改進(jìn)工藝應(yīng)用效果
通過改進(jìn)工藝的驗(yàn)證,1000MPa級高強(qiáng)鋼焊縫一次送檢合格率達(dá)到100%,徹底解決了現(xiàn)場焊接中因操作技術(shù)問題而導(dǎo)致的裂紋頻發(fā)事故,同時(shí)規(guī)范了多層多道焊施工作業(yè)中熱輸入、預(yù)熱、后熱、接頭分布及焊道布局等細(xì)節(jié),大幅降低了因操作不合理而引起的未熔合、夾雜、氣孔等缺陷的產(chǎn)生,進(jìn)而有效降低了高強(qiáng)鋼冷裂紋的發(fā)生率,如圖5所示。

圖5 改進(jìn)工藝后焊接效果
7 結(jié)束語
本文介紹了1000MPa超高強(qiáng)鋼焊接工藝及施焊技術(shù)改進(jìn)工藝,可有效解決高強(qiáng)鋼焊接冷裂紋頻發(fā)的難題,為行業(yè)提供切實(shí)有效的借鑒依據(jù),進(jìn)而提升特種設(shè)備產(chǎn)品生產(chǎn)和服役的本質(zhì)安全性能。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
云南化工(2021年11期)2022-01-12 06:06:14
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:00
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
焊接(2015年9期)2015-07-18 11:03:53
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
建筑材料學(xué)報(bào)(2014年3期)2014-03-11 17:08:02
