硬質合金加工磨具用CuSn-Co胎體的燒結行為和性能影響研究
2019-09-06 02:12:14曹彩婷劉志海
超硬材料工程 2019年3期
關鍵詞:工藝
尹 翔,曹彩婷,劉 偉,王 碩,劉志海
(1.北京安泰鋼研超硬材料制品有限責任公司,北京102200;2.安泰科技股份有限公司,北京100081)
1 引言
硬質合金因其具有高硬度、高耐磨和高的熱硬性,在航空、汽車、模具、電子等行業的高效高精密數控加工中得到越來越廣泛的應用[1]。因此對硬質合金加工用磨具的開發也變得至關重要,在開發性能較好的金剛石制品過程中,其生產工藝合適與否不僅直接影響使用性能,而且關系產品開發能否成功[2]。經過前期基礎試驗后,本文選擇CuSn-Co為胎體主成分進行燒結工藝的研究,結果表明,燒結工藝參數對胎體性能有著至關重要的影響[3]。
本文將CuSn-Co粉作為硬質合金開槽磨具胎體,對影響胎體性能的燒結工藝進行系統的研究,采用L9(34)正交試驗方法,主要考察燒結溫度、保溫時間、保壓壓力三個因素的影響力,并在試驗范圍內確定最佳工藝參數,研究結果可作為優化胎體和制定生產工藝的參考。
2 實驗材料與方法
2.1 實驗原材料
270/325目金剛石,Cu-Sn預合金粉,單質 Co粉,其顆粒形貌如圖1、圖2所示。

圖1 Cu-Sn預合金粉形貌圖Fig.1 Morphology of Pre-alloyed copper-tin Powder

圖2 單質Co粉形貌圖Fig.2 Morphology of single cobalt powder
2.2 實驗方法
2.2.1 制樣方法
將Cu-Sn合金粉、單質Co粉、金剛石等成分按比例配制好后,經過混合、制粒、干燥并冷壓成形,最后熱壓燒結制備10mm×5mm×40 mm的試樣。選用L9(34)正交試驗表,將燒結工藝的燒結溫度、保溫時間、保壓壓力三因素分別設置三個水平變量,利用極差分析法研究三個因素對燒結試樣力學性能和顯微組織變化等的影響。
2.2.2 性能檢測方法
(1)利用阿基米德排水法測試樣密度,分別稱量試樣在空氣中的質量m空、試樣在水中的質量m水,根據公式計算試樣密度:ρ=m空ρ水/(m空-m水),測6個試樣取平均值;
(2)利用HR-150A型洛氏硬度計測量試樣的HRB值,每種試樣取6個,各測5點,求平均值作為測試結果;
(3)采用三點彎曲法在萬能材料試驗機上測定試樣的抗彎強度,載荷加載方向垂直于試樣壓制方向,加載速度為5 mm/min,每種試樣取6個進行測試,取平均值作為試驗結果;
(4)利用公式 η=(m生坯-m燒結)/m生坯,即試樣生坯和燒結質量差與生坯質量的比值簡單表征燒結過程中胎體的流損率;
(5)利用JSM-6400型掃描電子顯微鏡(SEM)觀察試樣斷口形貌和顯微組織形貌。
3 實驗結果與分析
3.1 熱壓燒結工藝對CuSn-Co粉性能的影響
根據三因素三水平的正交試驗法,各影響因素和水平變量的設置見表1:
3.2 試樣測試結果
試樣按照表1中的熱壓燒結工藝進行燒結后,測試其各項性能,測試方法根據2.2.2所示,測試結果如表2所示:
3.3 實驗結果分析
正交試驗結果分析方法一般分為兩種[4]:一種是極差分析法(又稱直觀分析法),另一種是方差分析法(又稱統計分析法)。本文使用極差分析法,該方法簡單易懂,實用性強,具體計算方法如下:以L9(33)為例,首先計算Ⅰj—第j列“1”水平對應的試驗指標的數值之和、Ⅱj—第j列“2”水平對應的試驗指標的數值之和、Ⅲj—第j列“3”水平對應的試驗指標的數值之和;Kj—第j列同一水平出現的次數,此時Kj=3;然后根據公式
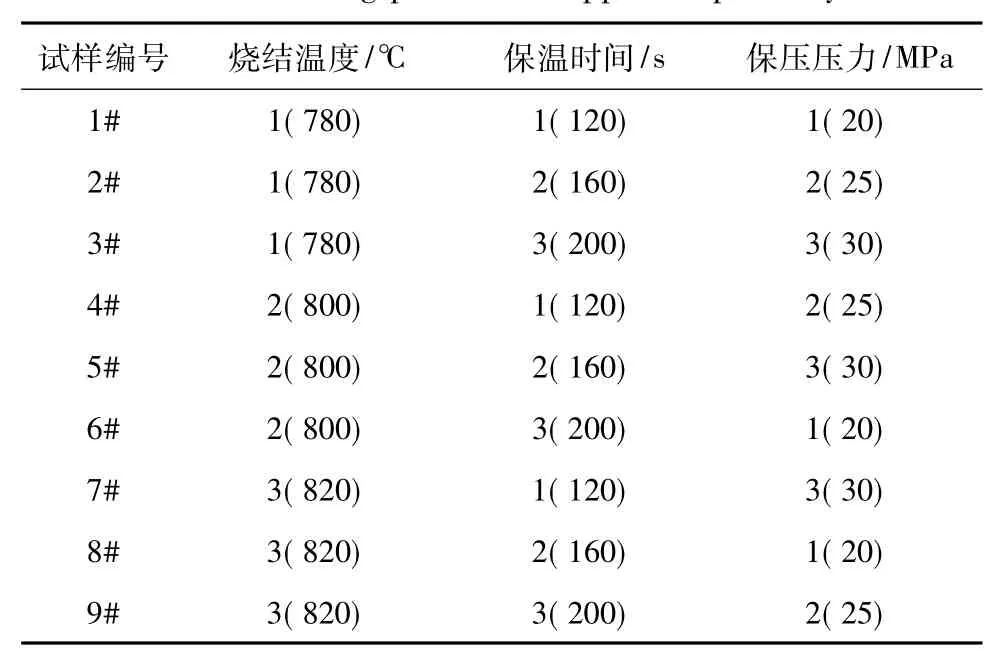
表1 Cu-Sn預合金粉燒結工藝正交試驗因素和水平變量表Table 1 Orthogonal test factors and horizontal variables table of sintering process of copper-tin pre-alloyed
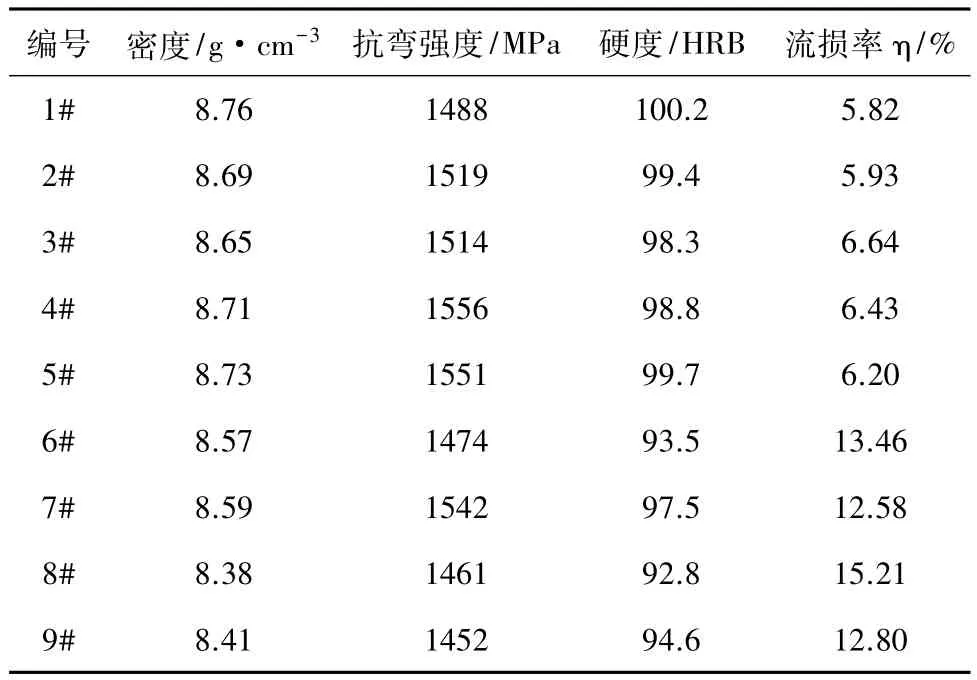
表2 試樣正交試驗各項性能測試結果Table 2 Test results of properties in orthogonal test of samples

即可計算Dj—第j列的極差值[5]。根據極差值大小可以確定試驗范圍內各因素對試驗指標的影響力大小、試驗指標隨各因素的變化趨勢及對試驗指標適宜的因素水平搭配。
3.3.1 燒結試樣密度正交實驗結果的極差分析
表3是燒結試樣密度測試結果的極差分析表:
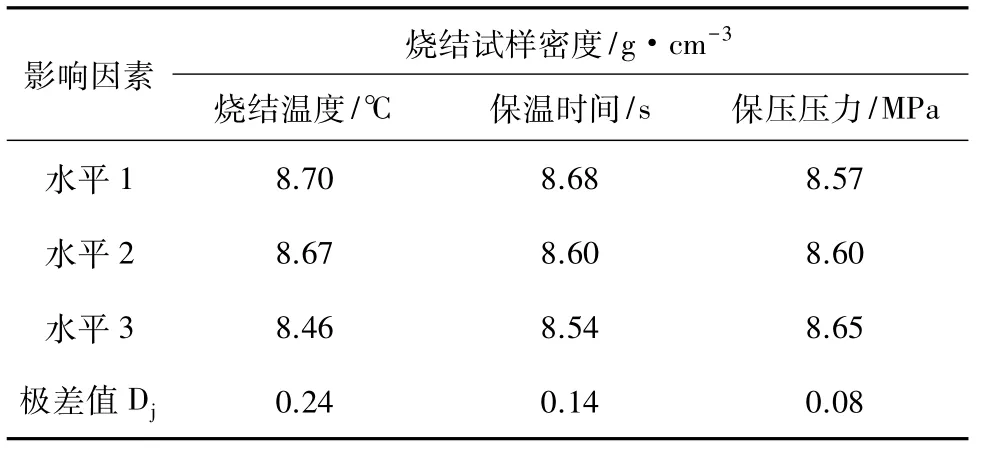
表3 試樣密度正交試驗結果極差分析表Table 3 Range analysis table for orthogonal test results of sample density
從表3中的極差分析結果可以看出,在試驗范圍內燒結工藝各因素對試樣密度影響力從大到小依次為:燒結溫度、保溫時間、保壓壓力,且燒結溫度的影響遠遠大于保溫時間和保壓壓力兩因素的影響;試樣密度變化趨勢隨燒結溫度升高、保溫時間延長而降低,隨保壓壓力的增大而提高。其變化趨勢如圖3所示:

圖3 燒結試樣密度隨各因素水平的變化趨勢圖Fig.3 Trend chart of density of sintered samples with various factors levels
3.3.2 燒結試樣抗彎強度正交實驗結果的極差分析
表4是燒結試樣抗彎強度測試結果的極差分析表:
從表4中可以看出,在試驗燒結工藝范圍內,試樣抗彎強度變化的敏感因素為:保壓壓力>保溫時間>燒結溫度;試樣抗彎強度變化趨勢是隨燒結溫度升高先升高后降低,隨保溫時間延長而降低,隨保壓壓力增大而提高。其變化趨勢如圖4所示:

表4 試樣抗彎強度正交試驗結果極差分析表Table 4 Range analysis table of orthogonal test results of bending strength of samples

圖4 燒結試樣抗彎強度隨各因素水平的變化趨勢圖Fig.4 Trend chart of bending strength of sintered samples with various factors levels
3.3.3 燒結試樣硬度正交實驗結果的極差分析
表5是燒結試樣硬度測試結果的極差分析表:
從表5中可以看出,在試驗燒結工藝范圍內,試樣硬度的敏感因素排隊與試樣密度相同,其敏感因素依次是:燒結溫度>保溫時間>保壓壓力。試樣硬度的變化呈現出隨燒結溫度的升高、保溫時間延長而降低,隨保壓壓力增大提高的趨勢。其變化趨勢如圖5所示:
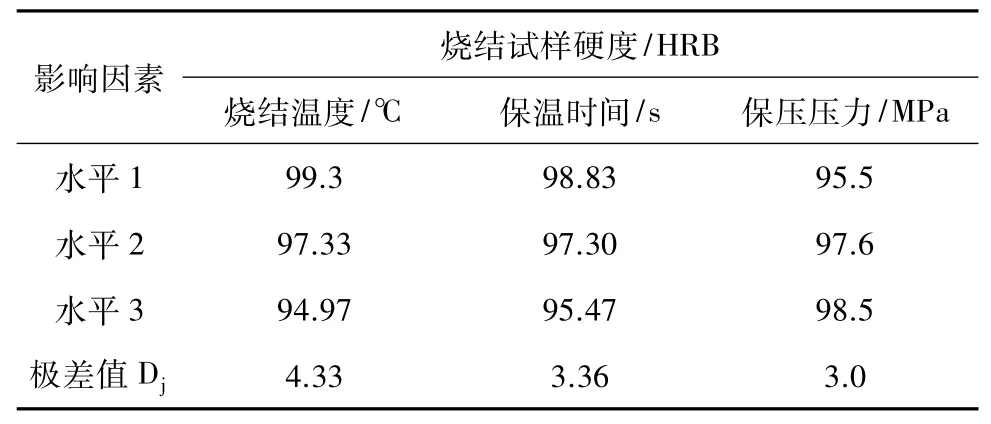
表5 試樣硬度正交試驗結果極差分析表Table 5 Range analysis table of orthogonal hardness test results

圖5 燒結試樣硬度隨各因素水平的變化趨勢圖Fig.5 Trend chart of hardness of sintered samples with various factors levels
3.3.4 燒結試樣流損率正交實驗結果的極差分析
表6是燒結試樣流損率測試結果的極差分析表:
從表6中可以看出,在試驗燒結工藝范圍內,試樣流損率變化的敏感因素為:燒結溫度>保壓壓力>保溫時間;試樣流損率的變化趨勢是隨燒結溫度升高、保溫時間延長而變大,隨保壓壓力增大而降低,降到一定值后趨于平穩,這是因為在最高820℃燒結時試樣有明顯流損情況,其中部分Sn以薄片狀和小圓珠形式流出,剩余部分物質熔點高不易流損,所以在此溫度下壓力調整對流損率變化不大。其變化趨勢如圖6所示:
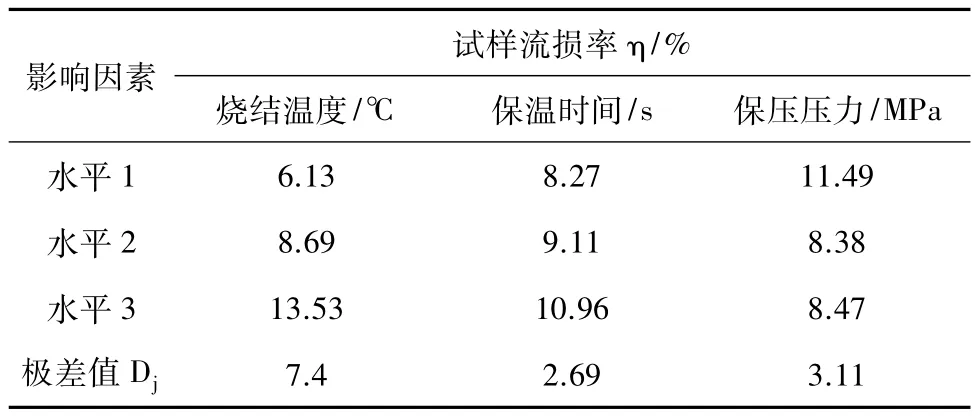
表6 試樣流損率正交試驗結果極差分析表Table 6 Range analysis table of orthogonal test results of sample flow loss rate
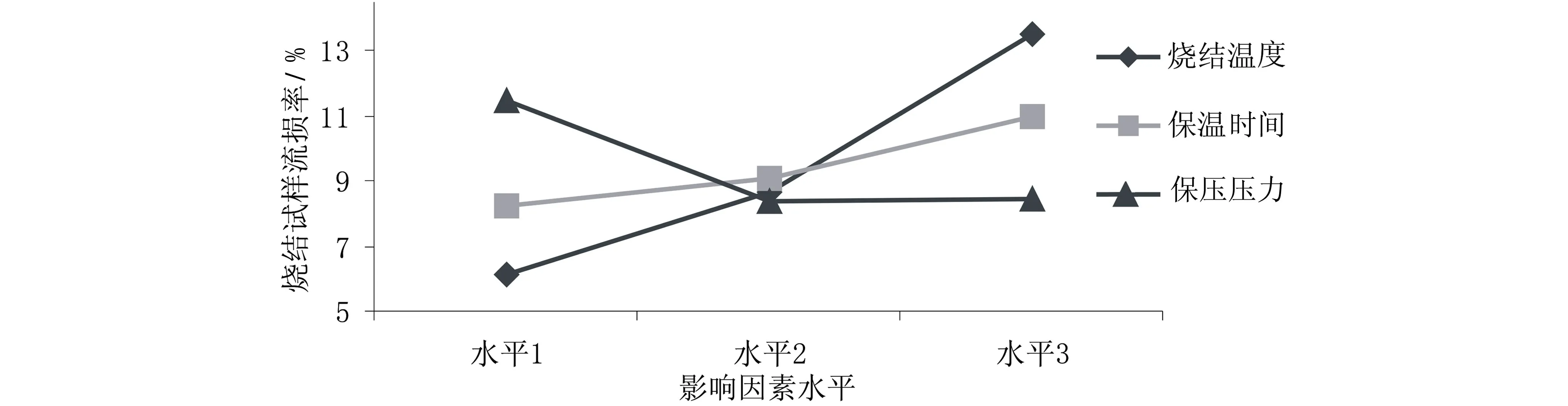
圖6 燒結試樣流損率隨各因素水平的變化趨勢圖Fig.6 Trend chart of flow loss rate of sintered samples with various levels of factors
3.3.5 燒結試樣的SEM斷口形貌和顯微組織觀察
選取具有代表性的(1#、4#、7#、9#)燒結試樣進行斷口形貌和顯微組織分析觀察,其形貌和顯微圖像依次如圖7(a)(b)(c)(d)所示:
金屬粉末在適宜的條件下經壓制、燒結可以獲得與完全燒結金屬接近的性能,一般燒結材料,顯微組織中的孔隙形態、分布和大小及晶粒狀態對性能的影響最大[6]。圖7中SEM 圖顯示,(a)1#試樣、(b)4#試樣的孔隙小而且少,故其致密化程度高于(c)6#試樣和(d)9#試樣,直觀表現出其密度較高;圖7中(a)為相對低溫燒結,粉末間的結合偏向于機械擠壓結合,表現為抗彎強度相對較低,燒結過程中僅有造粒劑的揮發[7-8]和模具磨損造成的質量損失,故流損率較小;圖7(b)隨著燒結溫度升高,粉末出現化學結合,晶粒逐漸長大,晶界結合強度增加,材料斷裂時裂紋不易沿晶界擴展,當外加應力達到一定強度時,晶粒發生撕裂,形成穿晶斷裂,表現出密度、抗彎強度等性能提高;圖7(c)則是隨著溫度升高、壓力加大等因素的影響,晶粒生長得更大,低熔點金屬Sn滲出,導致抗彎強度降低、致密化程度變小而流損率偏高;如果進一步延長保溫時間,會產生液相狀態,導致低熔點Sn更多流損,試樣的致密化程度、硬度、抗彎強度等均降低,同時還會造成金剛石過燒而碳化發黑的情況(圖7(d));這些性能表現均與表2中測試結果一致。
4 結論
在本文所用原材料和試驗條件范圍內,可得出如下結論:
(1)燒結工藝對試樣的密度、硬度的影響因素從大到小均為燒結溫度、保溫時間、保壓壓力;且性能變化趨勢均為隨燒結溫度升高、保溫時間延長而降低,隨保壓壓力提高而升高;其中密度對燒結溫度的敏感性遠大于其他兩因素。
(2)試樣抗彎強度受燒結工藝影響力的大小依次為保壓壓力、保溫時間、燒結溫度,其變化趨勢是隨保壓壓力提高而增大,隨保溫時間延長而降低,隨燒結溫度的升高先增大后減小。
(3)試樣流損率除了造粒劑揮發和模具磨損因素外,還因為低熔點金屬存在會隨著燒結溫度升高、保溫時間延長而變大,隨保壓壓力增大而降低,降到一定值后趨于平穩;其敏感因素依次為燒結溫度、保壓壓力、保溫時間。
(4)燒結工藝還會影響試樣的內部顯微組織,特別是燒結溫度會影響晶粒的形態、大小,試樣內部孔隙率及分布情況等,宏觀表現為對試樣力學性能的影響。總體來看,4#試樣綜合性能較好,即燒結溫度800℃、保溫時間120s、保壓壓力25MPa,此為最佳工藝。在實際生產中,為了保證產品質量的最優化,應對燒結工藝的控制保持高度重視。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
