自航式絞吸挖泥船耳軸堆焊工藝性能試驗
2019-09-03 08:31:38周弋琳夏勝登趙建忠
造船技術 2019年4期
周弋琳, 夏勝登, 包 孔, 趙建忠, 杜 渝
(1.上海振華重工(集團)股份有限公司, 上海 200125;2.上海海工裝備智能焊接制造工程技術研究中心, 上海 200125;3.上海振華港機重工有限公司, 上海 202155)
0 引 言
隨著海洋工程裝備制造的要求及能力的不斷提高,對設備及用材的耐高溫、耐腐蝕、耐磨等性能要求也越來越高,為了降低制造成本,通常采用在普通碳鋼或低合金高強鋼表面堆焊鎳基合金的方式達到裝備防腐及耐磨的要求。
鎳基合金焊絲具有耐活性氣體、耐苛性介質、耐還原性酸介質腐蝕的良好性能,又具有強度高、塑性好、抗金屬間摩擦磨損能力強、可冷熱變形和加工成形及可焊接等特點,因此被廣泛應用于石油化工、冶金、原子能、海洋開發、航空、航天等工業中,解決一般不銹鋼和其他金屬、非金屬材料無法解決的工程腐蝕問題,是一種非常重要的耐磨和耐腐蝕金屬材料。據統計,鎳基合金成分焊材正以平均每年6%的增長率進入全球眾多的工業領域[1]。
5 000 kW鉸刀功率自航式絞吸挖泥船擁有國際領先的設計理念和設備配置,裝備了強大的挖掘系統及先進的自動控制系統,可實現自動挖泥、監控及無人操控,極大地提高了作業效率,是亞洲最大的自航絞吸式挖泥船之一。該船裝有泥泵和吸泥裝置,挖泥時用鉸刀鉸動水底地殼,再用泥泵將泥漿從吸泥管吸入,經過排泥管送到岸上或排入駁船運走,是中國自主設計制造的名符其實的造島神器。
耳軸作為5 000 kW鉸刀功率自航式絞吸挖泥船的重要構件,其質量好壞直接關系到產品能否安全使用。為了提高耳軸端外襯套內壁的耐磨及耐腐蝕性能,節約成本,在襯套內壁堆焊鎳基合金成為一種既經濟又實用的加工方式。不過,鎳基合金的焊接性較一般鋼材差,為保證產品順利制作,對鎳基合金堆焊工藝進行試驗,開展相關工藝評定,對產品現場實際制作具有重要意義。開展Q345B鋼板堆焊鎳基合金的工藝試驗,為挖泥船耳軸產品的制作提供技術保障。
1 試驗材料
采用規格為26 mm×150 mm×150 mm的Q345B鋼板為試板,其化學成分如表1所示,力學性能如表2所示。焊接材料是具有優良塑性、韌性、抗裂性和耐腐蝕性能的牌號為CHM-NiCrMo-3的氣保焊絲,直徑1.2 mm,其化學成分如表3所示。為保證焊接質量及焊縫成形,采用98%Ar+2%O2的混合氣體作為保護氣體。

表1 試板化學成分

表2 試板力學性能

表3 焊材化學成分
2 試驗方法
采用型號為CL-500的焊接電源進行焊接,電源極性為直流反接(DCEP)。為確保順利施焊,焊接前用鋼絲刷對試板表面焊接區的油、銹等雜質進行清理,焊接時采用小線能量,道間溫度控制在130 ℃以下。焊接工藝參數如表4所示。堆焊層最小尺寸為寬38 mm×長1 500 mm×厚5 mm,如圖1所示。實際操作時堆焊層尺寸稍微大于該尺寸,留余量加工試樣。

表4 焊接工藝參數
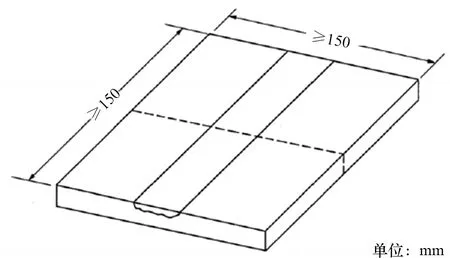
圖1 堆焊位置及堆焊層尺寸
焊接完成后對焊縫進行目檢,目檢合格后采用滲透探傷對焊縫表面進行無損檢測,要求焊縫中不得出現以下3種類型的缺陷:(1)相關的線性指示;(2)直徑大于5 mm的相關圓形指示;(3)在一條直線上,邊緣間間距小于或等于1.5 mm的4個或4個以上的相關圓形指示。
滲透探傷后,垂直堆焊層方向切取斷面試樣,對試樣的2個暴露斷面進行拋光,并用適當的侵蝕劑進行侵蝕,然后用5倍放大鏡肉眼檢查是否存在缺陷。
滲透探傷合格后,將堆焊層表面進行處理,并在試樣截面進行硬度測試,共3組,每組3個點,硬度測試點位置如圖2所示。
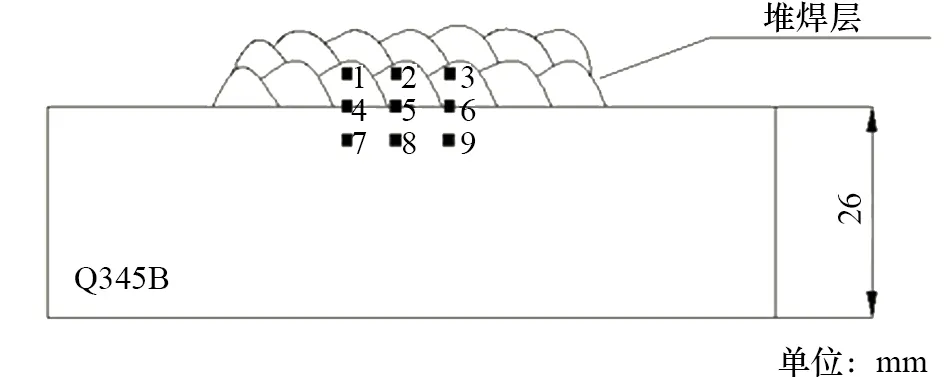
圖2 堆焊層硬度測試點位置
3 試驗結果及分析
試板焊接完畢后,焊縫外觀成形良好,無裂紋、夾渣、氣孔等缺陷(見圖3)。參照標準ASME BPVC IX[2]相關要求對焊縫表面進行滲透探傷(見圖4),檢測結果顯示沒有超標缺陷存在,鑒定為合格。

圖3 焊縫外觀成形

圖4 試板滲透探傷
堆焊接頭焊縫截面宏觀腐蝕形貌如圖5所示,堆焊層與母材熔合良好,焊道、焊層清晰,厚度均勻,成形美觀,所有暴露面的基層金屬或熱影響區無未熔合、夾渣、氣孔等缺陷。

圖5 焊縫截面宏觀腐蝕形貌
根據圖2所示位置對堆焊接頭各區域的硬度值進行測試,結果如表5所示,各區域硬度值均勻,焊縫整體硬度平均值為206HV10,滿足產品制造的相關技術要求[3-5]。
現場采用本試驗工藝在5 000 kW鉸刀功率自航式絞吸挖泥船耳軸端外襯套內壁進行耐磨層的堆焊,產品堆焊完成后的形貌如圖6所示。探傷合格后,將堆焊層進行機加工,如圖7所示。結果顯示:在材質為Q345B的耳軸端外襯套上采用CHM-NiCrMo-3焊絲進行堆焊能夠達到產品相關技術要求,堆焊層具有良好的強度及耐磨性能,可免去構件的熱處理工序,有效節約產品制作的成本。該工藝已在現場推廣應用,效果良好。

表5 堆焊接頭硬度測試結果

圖6 耳軸端外襯套堆焊層形貌

圖7 耳軸端外襯套堆焊層機加工后形貌
4 結 論
為提高5 000 kW鉸刀功率自航式絞吸挖泥船耳軸端外襯套內壁的耐磨性及強度,解決重大構件難以進行熱處理的問題,采用鎳基合金焊材CHM-NiCrMo-3,在Q345B試板表面進行耐磨層堆焊工藝試驗,結論如下:
(1) 采用鎳基合金焊材CHM-NiCrMo-3在Q345B構件上進行堆焊,得到熔合良好、成形美觀、探傷及力學性能合格的堆焊焊縫。
(2) 選用合理的保護氣體、焊接工藝參數,焊縫成形良好,堆焊層與母材熔合良好,接頭截面宏觀腐蝕形貌未見缺陷,且硬度值符合相關技術標準要求。
(3) 采用在耳軸端外襯套內壁堆焊鎳基合金,焊后再轉機加工的工藝,有效保證襯套內部耐磨性,不需采用其他熱處理工藝,在確保產品質量的同時節約了制作成本。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24
