45鋼冷滾打成形Johnson-Cook本構模型參數標定及修正方法
2019-08-29 07:50:14楊明順李嘉偉崔蒞沐
西安理工大學學報 2019年2期
黃 賡,李 言,李 龍,楊明順,李嘉偉,陳 鑫,崔蒞沐
(西安理工大學機械與精密儀器工程學院,陜西西安710048)
冷滾打是利用金屬在冷態下具有一定的塑性變形能力,使用具有一定形狀的滾打輪使工件局部累積變形形成最終所需功能表面的一種近凈成形方法[1]。目前主要用于傳動零件的外齒成形[2],有別于傳統模鍛、模壓等[3]靜態加載成形,冷滾打成形過程的特點是局部沖擊加載,增量漸進成形,成形區材料應變速率大,沖擊硬化明顯,描述材料本構關系時要考慮應變速率效應和硬化效應。
目前對塑性成形的研究方法主要有理論分析、有限元仿真和實驗。其中,有限元仿真方法可以直觀地獲得相關數據,因此得到廣泛應用[4-6]。在進行有限元仿真時需要表述金屬變形行為的本構模型,常用的模型有Copwer-Symonds (C-S)模型、Zerilli-Amstrong (Z-A)模型、Steinberg-Guinan模型等基于物理本構模型,以及Johnson-Cook (J-C)模型,Cmap-Beel模型,Bonder-Parton (B-P)模型等經驗本構模型。其中,J-C本構模型模型結構簡單,使用方便,能夠較好的描述金屬材料的加工硬化效應、應變率效應,相比于其他模型更適用于冷滾打成形過程仿真。張璐[7]利用ABAQUS軟件建立了板料、齒條以及齒形的冷滾打有限元模型,并通過ABAQUS軟件分析得到了冷滾打成形力并進行了修正;梁小明[8]基于有限元分析理論,對齒條冷滾打成形過程中的回彈問題進行了探究,并分析了殘余應力的分布與回彈產生的原因。袁啟龍[9]利用ABAQUS軟件分析了材料、滾打方式以及滾打公轉速度對滾打力的影響。這些研究中所采用的本構模型參數多引用其它加工方法的研究文獻或直接通過分離式Hopkinson壓桿實驗法獲取[10],均針對冷滾打成形過程特點對模型參數進行修正,這直接影響了仿真結果的準確性和可靠性,因此獲得針對于冷滾打成形過程材料變形特點的J-C本構模型參數是十分必要的。
針對J-C模型參數的修正方法有反演法和有限元法。董菲[11]基于剪切試驗和有限元模擬確定馬氏體不銹鋼410的J-C本構方程的系數;葉玉剛[12]通過與切削試驗作對比,修正了鈦合金TC4的J-C本構方程系數;Short[13]基于Levenberg-Marquardt算法修正J-C模型系數A、B、n來求得HY100鋼的J-C本構方程系數。目前,涉及冷滾打成形過程中J-C本構模型參數的標定與修正研究尚未見報道。
綜上所述,本文以45鋼為例,針對冷滾打成形技術的加工特點,通過對靜態和動態壓縮力學實驗,初步擬合出材料J-C本構模型參數[14-15]。以此為基礎建立了冷滾打成形的簡化有限元仿真模型,利用冷滾打加工實驗和有限元仿真結果,采用下山單純法修正材料J-C本構模型系數,獲得修正后的45鋼J-C本構模型參數,并將修正前后不同工藝參數下45鋼冷滾打的數值模擬結果與實驗結果進行對比論證,為建立更為精確可靠的冷滾打成形有限元模型提供了材料參數的確定和修正方法。
1 冷滾打的成形原理及J-C本構模型參數的修正方法
1.1 冷滾打的成形原理
冷滾打成形基本原理見圖1,滾打輪通過中心軸安裝在支撐軸上,并可繞自身的軸線轉動。當支撐軸在中心主軸的帶動下高速旋轉時,該運動實現滾打輪的公轉,主軸每轉一轉,滾打輪對工件擊打一次,擊打工件時,在摩擦力的作用下滾打輪擠壓并磙碾工件表面,工件不斷進給的過程中使每次擊打造成的塑性變形量逐步積累,最終在工件表面形成所需廓形。
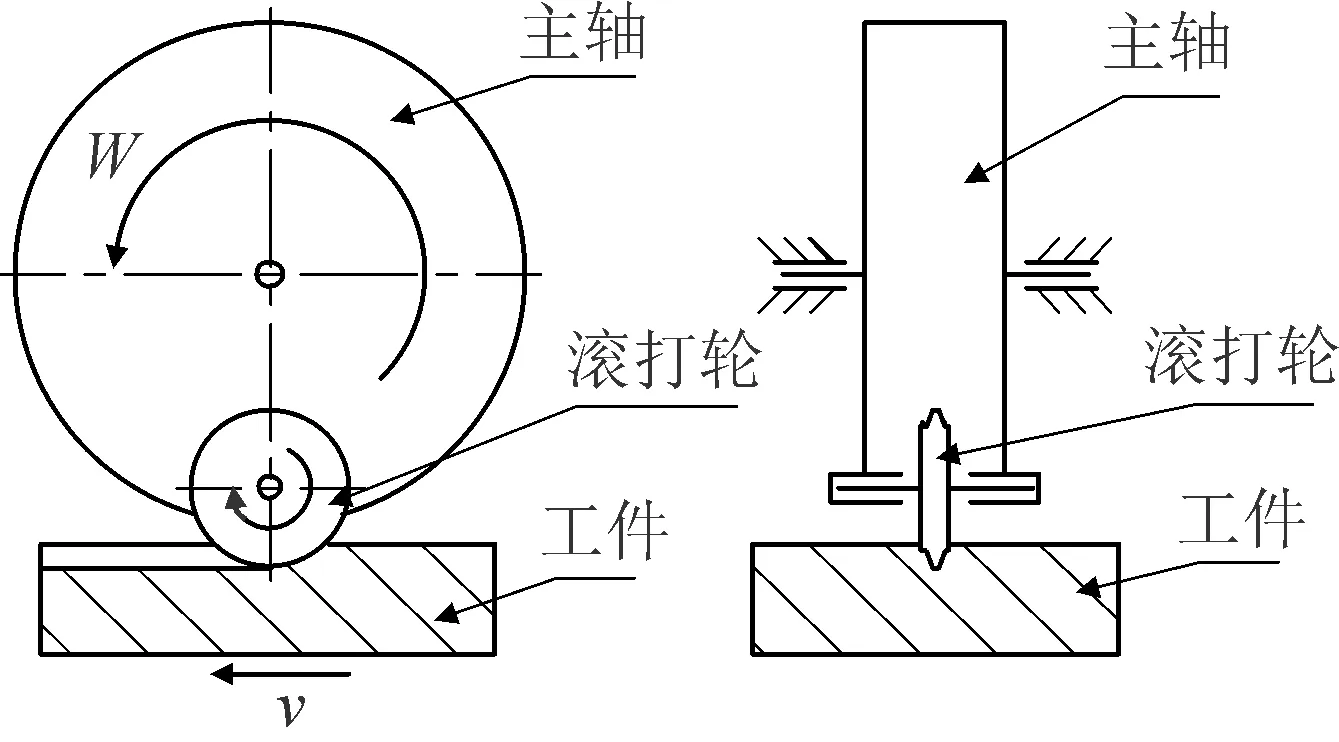
圖1 冷滾打成形原理示意圖Fig.1 Schematic of cold roll-beating
由冷滾打成形原理可知,冷滾打成形過程材料的變形特點是局部沖擊加載,多次加工硬化。考慮到材料在成形時變形主要為擠壓變形,因此現有研究中采用的J-C本構模型參數多直接通過分離式Hopkinson壓桿實驗法獲取,但冷滾打成形過程中工件材料的實際受力情況復雜,不僅有壓應力,齒壁兩側還受有拉應力作用,變形區和待變形區還存在切應力,因此直接通過分離式Hopkinson壓桿實驗法獲取J-C模型參數,必須進一步的修正才能保證仿真結果的準確性。
標準J-C模型如下:
(1)

由冷滾打成形原理可知,滾打輪與工件間歇接觸,且接觸時間很短,摩擦方式又主要為滾動摩擦,因此單次成形區域小,變形和摩擦所產生熱量少且很快傳到于工件未變形區。因此成形過程引起的溫度效應可以忽略,取參數m為常數1,得到簡化后的J-C模型形式為:
(2)
1.2 J-C本構模型參數的修正方法
本文采用多元函數的下山單純形法對J-C本構模型參數進行修正。該方法由Nelder和Mead提出,是一種適用于優化多維無約束問題的數值方法。其優點是穩定性好,適用范圍廣,搜索階段效率高[16]。采用此算法優化J-C本構模型參數的流程圖見圖2。
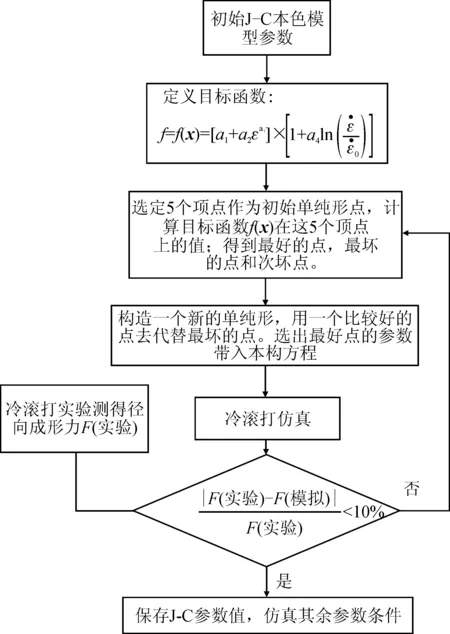
圖2 J-C本構方程參數修正流程圖Fig. 2 Flow chart of parameter correction of J-C constitutive equation
以J-C本構模型中的4個參數A、B、C、n為自變量,分別對應向量x中的(a1,a2,a3,a4),定義目標函數為:
(3)
選定5個頂點作為初始單純形點;首先以通過分離式Hopkinson壓桿實驗所獲得的參數作為初始頂點,然后初始頂點向量中的每個分量分別乘以一個系數r來得到剩余4個頂點。
計算目標函數f(x)在這5個頂點上的值;fi=f(x(i)),i=0,…4:
(4)
式中:x(L)是最好的點,x(H)是最壞的點,x(G)是次壞點。
新的一個單純形中應保留初始單純形點中的最好點x(L),并通過引入的一個新點x(N)去代替最壞的點x(H)來構造新的單純形或收縮初始單純形中除最好點x(L)外的其余4點來構造新的單純形。
下面是新單純形構造的具體方法,首先應引入新點x(N),由式(5)求得除去初始單純形中最壞點x(H)以后的4個點的重心點x(C),再根據式(6)求x(H)關于x(C)的反射點x(R)。
(5)
x(R)=(1+a)x(C)-ax(H)
(6)
式中a為給定的反射系數,a>0。
計算fR=f(x(R))并與fL進行比較,根據兩者大小分兩種情況分別處理。
1) 若fR≤fL,表明反射成功,先按式(7)進行擴展,求得x(E)。
x(E)=γx(R)+(1-γ)x(C)
(7)
式中γ為給定的擴展系數且γ>1。此時若fE 2)若fR>fL,此時如果fR x(N)=βx(R)+(1-β)x(C) (8) 式中β為收縮系數,0<β<1。 此時我們對新點x(N)進行有效性判斷,若fN (9) 將生成后的最好點的參數,帶入仿真軟件ABAQUS中計算。當實驗所測滾打力和仿真計算滾打力的誤差小于10%時停止迭代,此時所得參數即為最終修正參數。 45鋼為優質碳素結構用鋼,廣泛應用于各種傳動零件。因此本文以45鋼為例,進行了J-C本構模型參數的修正。本文中45鋼經過調制處理。 首先對材料本構模型參數進行初始標定。通過靜態壓縮實驗和分離式Hopkinson壓桿實驗可獲得材料J-C本構模型的各個參數[17]。所用設備為電腦式伺服控制材料試驗機(MTS機)和分離式Hopkinson壓桿,分別見圖3和圖4。 圖3 電腦式伺服控制材料試驗機Fig.3 Computer servo control material testing machine 圖4 分離式Hopkinson壓桿Fig.4 Split Hopkinson pressure bar 通過靜態試驗和分離式Hopkinson壓桿實驗得到45鋼的靜態應力-應變曲線和動態壓縮試驗應力-應變曲線,見圖5和圖6。 圖5 45鋼靜態壓縮試驗應力-應變曲線Fig.5 Stress-strain curve of 45 steel under static compression test 圖6 45鋼動態壓縮試驗應力-應變曲線Fig.6 Stress-strain curve of 45 steel under dynamic compression test 由靜態和動態應力-應變曲線可得簡化后J-C本構模型為: (10) 在ABAQUS中構建了如下簡化的冷滾打數值計算物理模型,見圖7。 圖7 數值計算物理模型Fig.7 Physical modelfor numerical calculation 為提高仿真效率,該模型將實驗中的單滾打輪增加為4個并均勻分布在主軸周圍。在實際成形過程中滾打輪的強度遠大于工件,所以在數值計算物理模型中設滾打輪為解析剛體,滾打輪半徑為25 mm,公轉半徑為74 mm。計算模型工件的長寬高分別為40 mm×14 mm×10 mm,在工件側壁施加限制滾打輪軸向自由度的邊界條件,底部施加限制滾打輪徑向自由度邊界,采用C3D8R單元進行結構化網格劃分,單元邊長為0.2 mm。 通過對臥式銑床進行改造以實現冷滾打成形實驗。圖8即為改造后的冷滾打成形實驗設備,其中滾打輪采用20CrMnTi,通過調制滲碳處理,半徑和公轉半徑分別為25 mm和74 mm,冷滾打過程中的滾打力通過三向力傳感器(PCB261A03)測量出。圖9為冷滾打成形后的工件。 圖8 冷滾打實驗平臺Fig.8 Experimental platform for cold roll-beating 為了得到能夠更加穩定可靠進行冷滾打成形仿真的材料本構模型參數,需進行大量實驗結果作參考和對比,因此,選取了如表1所示加工參數進行實驗,以此為修正45鋼J-C本構模型參數提供對比值。取穩定滾打階段滾打力峰值的均值為實驗滾打力。表1給出了不同冷滾打實驗工藝參數下的滾打力實驗結果(其中滾打密度為轉速與進給的比值,表述了單位長度下擊打的次數)。 圖9 冷滾打成品Fig.9 Cold roll-beating finished product 表1 冷滾打45鋼的實驗參數 采用未修正的本構模型參數,對表1所列工藝參數的冷滾打成形過程進行有限元計算,圖10給出了成形力實驗值與仿真值的相對誤差。 選取第5、6、12、13、14、15、16、17組這8組誤差較大的加工參數下的仿真模型,采用多元函數的下山單純形法對J-C本構模型的4個參數進行優化后再進行有限元計算,如此迭代計算直到滾打力的有限元計算值和實驗值在所規定的容差范圍之內,將迭代計算后8組參數下所得J-C本構模型的各個參數分別進行平均即可得到最終J-C本構模型參數。8組成形參數分別迭代計算后所得J-C本構模型參數和最終J-C本構模型參數見表2和式(11)。 圖10 未修正仿真滾打力與實驗滾打力相對誤差Fig.10 Relative error between the simulated roll-beating force and the experimental roll-beating force 實驗序號ABnC5503.88544.820.443 70.021 26 465.82546.440.467 40.021 612514.75544.310.435 30.020 213522.00562.060.411 20.021 214551.00524.740.413 70.021 915580.00541.580.416 10.021 316551.00524.740.413 70.021 917514.75544.310.435 30.020 2平均值525.40541.6250.429 60.021 2 (11) 采用迭代修正后的J-C本構模型參數再次對表1中18個工藝參數條件下的冷滾打成形過程進行模擬仿真得到成形過程的成形力,圖11,圖12,圖13分別為轉速475 r·min-1,950 r·min-1,1 500 r·min-1,不同滾打密度下實驗值與修正前和修正后的本構模型參數的成形力仿真值。 圖11 轉速475 r·min-1實驗值與未修正和修正后仿真值Fig.11 Experimental values of speed 475 r·min-1 and uncorrected and corrected simulation values 從圖11~12中可以看出,滾打密度較低時,未修正J-C本構模型參數所計算的仿真力與實驗值的相對誤差會偏大且未修正J-C本構模型參數所計算的仿真力總體上大于實驗所測滾打力。 從圖13中可以看出,未修正J-C本構模型參數所計算的仿真力與實驗值的相對誤差整體偏大且未修正J-C本構模型參數所計算的仿真力全部小于實驗所測滾打力。綜上可知,未修正J-C本構模型參數在計算低轉速,低進給滾打力仿真時優于高轉速,高進給加工條件,計算準確性不穩定。 圖12 轉速950 r·min-1實驗值與未修正和修正后仿真值Fig.12 Experimental values of speed 950 r·min-1 and uncorrected and corrected simulation values 圖13 轉速1 500 r·min-1實驗值與未修正和修正后仿真值Fig.13 Experimental values of speed 1 500 r·min-1 and uncorrected and corrected simulation values 圖14為修正前與修正后本構模型參數仿真滾打力與實驗滾打力的相對誤差對比。 圖14 修正前、后仿真滾打力與實驗的相對誤差Fig.14 Relative error between simulated roll-beating force and experimental roll-beating force before and after correction 從圖14可看出,采用未修正的J-C本構模型參數,最大相對誤差為23%,采用下山單純形法修正后的J-C本構模型,最大相對誤差下降到9.8%。通過計算修正前與修正后參數仿真滾打力的平均相對誤差可知,未修正前的平均相對誤差值為12.7%,修正后的平均相對誤差值為6.64%。為了確定兩組參數的穩定性,計算修正前與修正后參數仿真滾打力相對誤差值的方差,可得修正前仿真滾打力相對誤差值方差為6.44%,修正后仿真滾打力相對誤差值方差為1.9%。綜上可知修正后的本構模型參數在仿真中更加穩定與準確,大大提高了仿真的精度。 1) 本文以45鋼為例,根據準靜態實驗MTS和動態SHPB壓桿實驗數據標定了45鋼Johnson-Cook本構模型中的A、B、C、n等參數。 2) 通過實驗與仿真驗證得到根據準靜態實驗MTS和動態SHPB壓桿實驗得到的J-C本構模型參數在進行仿真時,穩定性較差且不適于描述高進給,高轉速的加工參數,必須進行適當修正。 3) 用多元函數下山單純形法結合ABAQUS軟件進行有限元迭代分析對冷滾打實驗仿真中的J-C本構模型參數進行修正,得到了較高精度的冷滾打加工本構方程參數,經驗證,該本構方程有效改善了模擬計算的精度。2 冷滾打仿真模型建立和實驗
2.1 J-C本構模型參數初始值確定


2.2 冷滾打仿真模型的建立
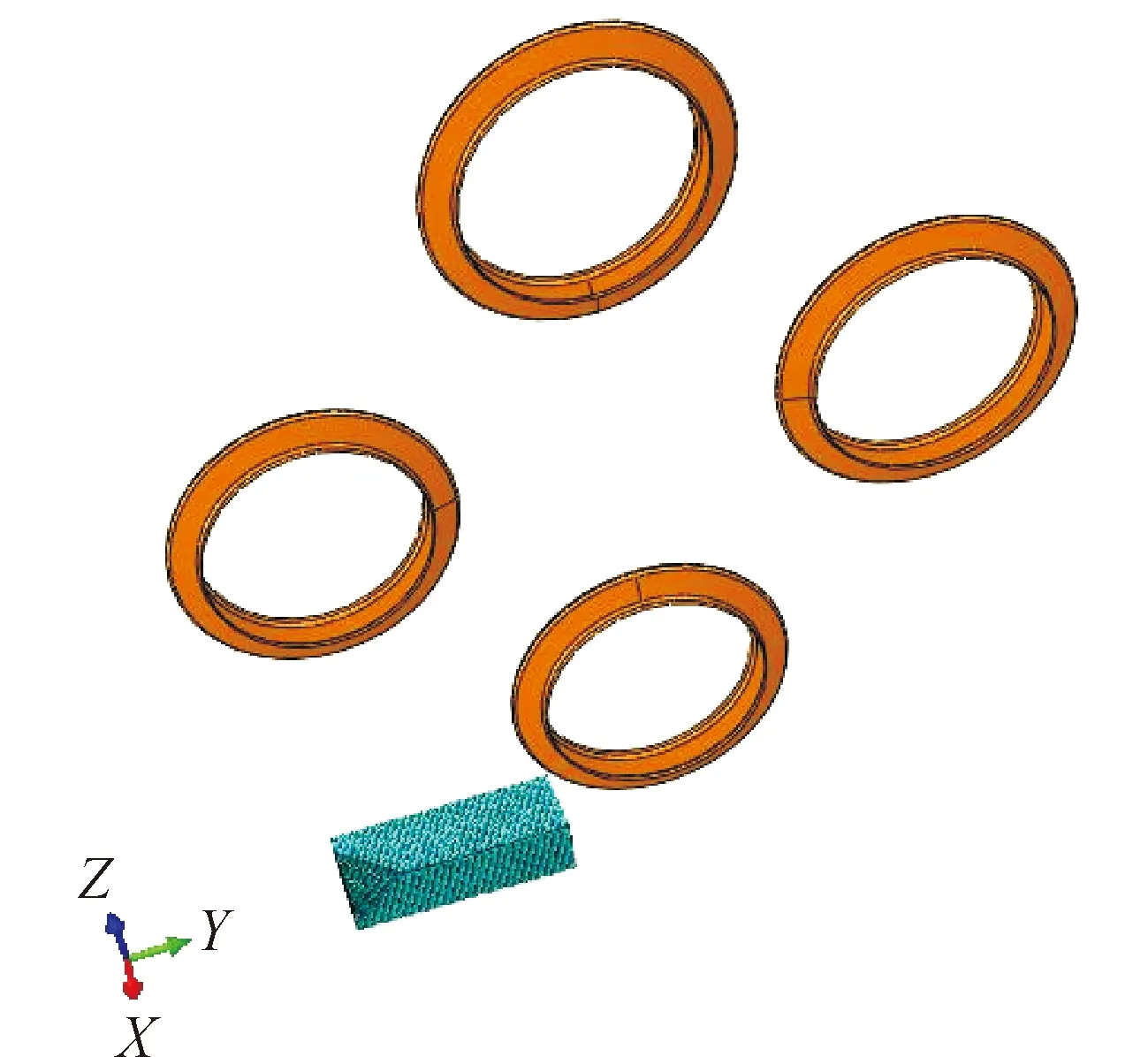
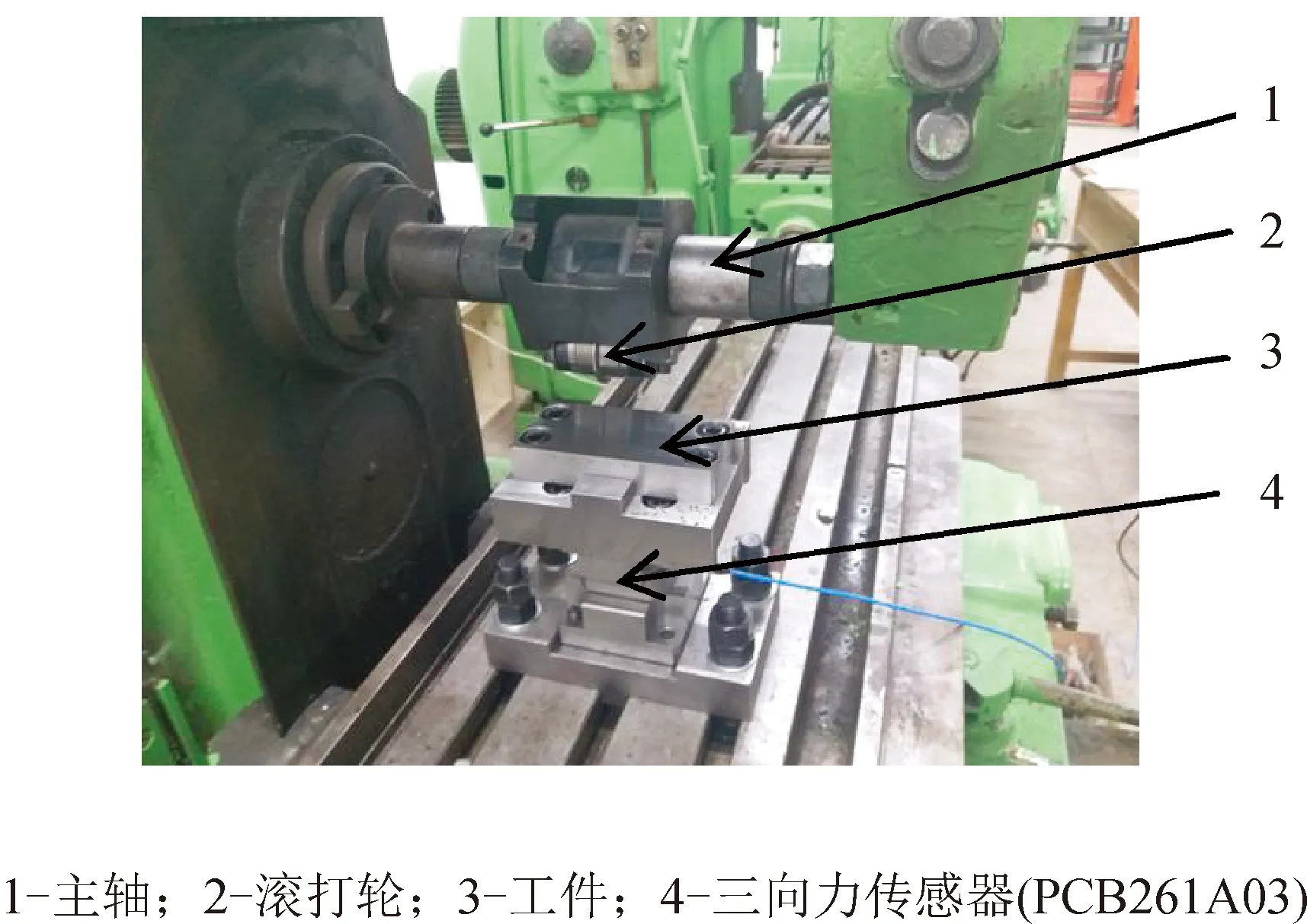
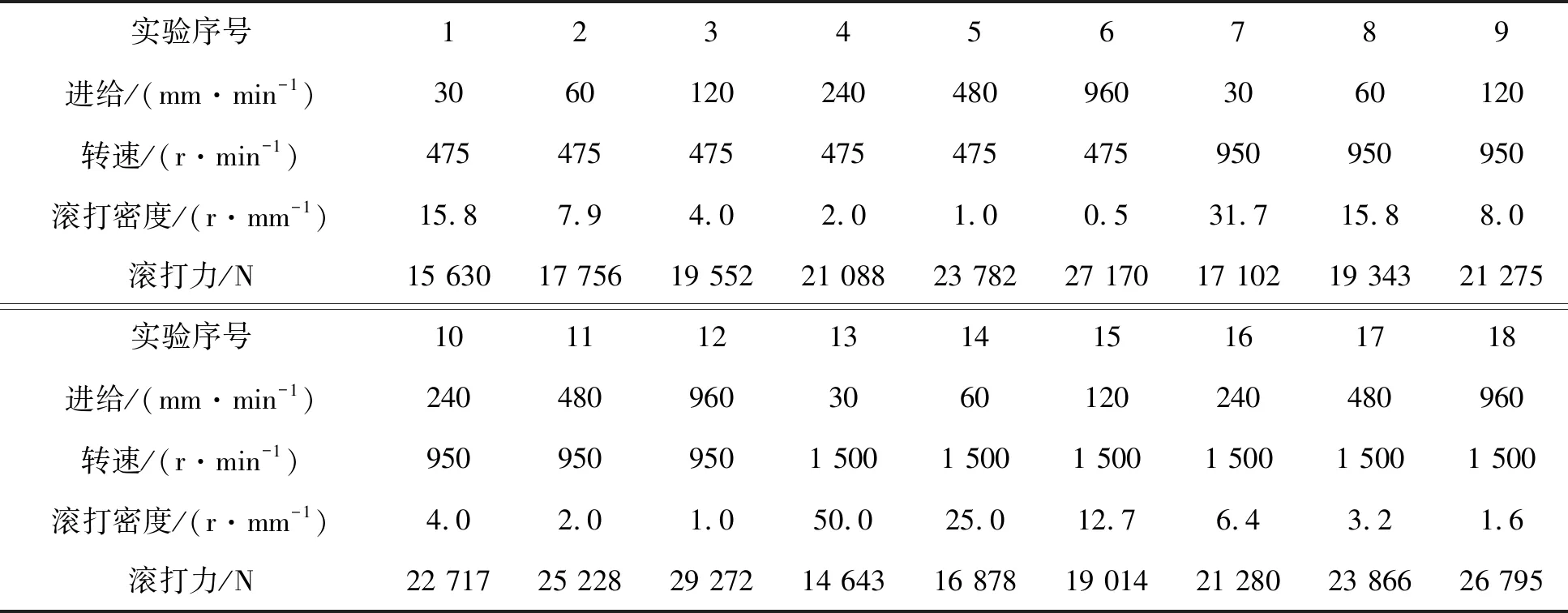
2.3 冷滾打實驗

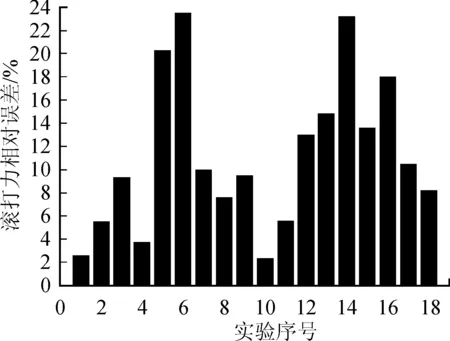
3 J-C本構模型參數修正及結果
3.1 有限元迭代計算
3.2 結果分析
4 結 論
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50數學物理學報(2020年2期)2020-06-02 11:29:24小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50光學精密工程(2016年6期)2016-11-07 09:07:19發明與創新(2016年38期)2016-08-22 03:02:52太空探索(2016年5期)2016-07-12 15:17:55機械工程師(2015年10期)2015-02-02 01:14:03機電產品開發與創新(2014年4期)2014-03-11 16:42:24
