不等厚對接焊接接頭的TOFD檢測
2019-08-29 02:23:08張智偉鄭建勇2王文迪
無損檢測 2019年8期
張智偉,鄭建勇2,王文迪
(1.寧波甬安檢測技術(shù)有限公司, 寧波 315207;2.浙江省特種設(shè)備檢驗研究院, 杭州 310020)
不等厚對接焊接接頭形式在壓力容器中廣泛應(yīng)用,在材料厚度滿足容器的使用條件(設(shè)計溫度、設(shè)計壓力、介質(zhì)特性和操作特點)、材料的性能(工藝性能、化學(xué)性能和物理性能)、容器的制造工藝要求時,一般采用削邊處理來減輕設(shè)備的重量,以實現(xiàn)一定的經(jīng)濟效益。尤其是一些高溫、高壓、厚度較大的化工設(shè)備,其鍛件封頭與筒體之間常采用不等厚的焊接型式。焊接不等厚對接焊縫時,經(jīng)常要對厚板進行機加工,將其削成斜面(斜面的端部與薄板的厚度相同)再進行焊接,而斜面會使得聲束進入工件后的傳播角度與平對接時的傳播角度不同,進而對缺陷的定位和檢測覆蓋造成誤差,影響對缺陷的判定和返修,甚至可能造成漏檢。
筆者通過制作對比試塊和工藝驗證試塊,對不等厚對接焊接接頭的TOFD檢測進行了初步探討。
1 斜面楔塊入射角的計算
斜面傾斜角度在GB 150-2011《壓力容器》中有規(guī)定,如圖1所示,削邊長度L≥3δ(δ為兩側(cè)工件厚度差), tanφ≤1/3(φ為削邊角度或斜邊角度),即φ≤18.4°,文中計算設(shè)φ=18°,楔塊標稱角度為β,聲束在工件中的角度為α,可知α=β-18O。
圖1 斜面楔塊入射角計算示意
2 探頭中心距的計算
當不具備在平面上進行TOFD檢測的條件時,只能在非平面的表面進行檢測,因此該非平面上的楔塊探頭的聲束角度會發(fā)生變化。TOFD非平行掃查過程中,通常應(yīng)確保探頭出射點連線的中心位于焊縫中心線上,以保證聲束能對稱地覆蓋被檢測區(qū)域。在平面工件上,探頭主聲束的交叉點位于焊縫中心線上;但是在兩邊不等厚的工件上檢測時,探頭在焊縫中心線兩側(cè)的位置不再對稱,因此需要根據(jù)交叉點的位置來確定探頭的位置。探頭中心間距計算原理示意如圖2所示,圖中探頭中心間距為S′+S,h為聚焦深度,θ和γ分別為平面和非平面?zhèn)刃▔K的角度,a為焊縫寬度的一半。由圖2的幾何關(guān)系可得:
(1)
圖2中ΔBDG與ΔDEF相似,又tan18O=0.32,代入式(1)可得:
S′=tan(g-18O){h+(0.29+0.095tang)X
[htan(g-18O)-a]}
(2)
圖2 探頭中心間距計算原理示意
3 工藝驗證試塊的制作
由于要在非平面的表面上進行檢測,聲束進入工件后的入射角會發(fā)生變化,如果采用相同角度的楔塊有可能不能滿足對被檢測區(qū)域的全覆蓋,因此需要對工藝驗證試塊進行被檢測區(qū)域全覆蓋的確認。
根據(jù)NB/T 47013.10-2015《承壓設(shè)備無損檢測 第10部分:衍射時差法超聲檢測》附錄A及TOFD對比試塊的制作要求,制作了工藝驗證試塊,試塊的結(jié)構(gòu)示意如圖3所示。制作試塊時應(yīng)避免反射體間的干擾,在試塊的兩側(cè)交替設(shè)置反射體,反射體應(yīng)設(shè)置在檢測區(qū)域的邊緣(在斜面?zhèn)仍O(shè)置反射體,而平面?zhèn)瓤梢圆辉O(shè)置反射體)。
圖3 工藝驗證試塊結(jié)構(gòu)示意
按照式(2)計算完探頭中心距后,在對比試塊上進行靈敏度的調(diào)整,然后再在工藝驗證試塊上進行檢測區(qū)域覆蓋情況的驗證。具體的驗證過程為:將兩個楔塊放在預(yù)先計算好的位置,對工藝驗證試塊進行檢測,看能否發(fā)現(xiàn)位于檢測區(qū)域邊緣(斜面?zhèn)?的橫孔,如果能夠清晰發(fā)現(xiàn),則說明檢測區(qū)域能全覆蓋。
4 缺陷深度的測量
TOFD檢測中探頭出射點連線的中心偏離焊縫中心線時,會對缺陷的定位和測量產(chǎn)生誤差[1],在對不等厚對接焊接接頭的TOFD檢測數(shù)據(jù)進行分析時,由于兩個探頭不在同一平面上,且實際探頭中心距的中心與焊縫中心線不再重合,目前的儀器默認為兩個探頭在同一平面上,采用與儀器相匹配的軟件進行測量存在一定的測量誤差。當發(fā)現(xiàn)缺陷時,可以采用以下兩種方法來確定缺陷深度。
(1) 在確定實際探頭中心距中心與焊縫中心的偏離值后,可以采用人工方法計算實際深度,其計算原理示意如圖4所示。則結(jié)合圖4可得,如果偏離值為ΔS1,位于中心線右側(cè),則缺陷實際深度H=h-ΔS1÷tanθ(h為儀器測量的深度);如果偏離值為ΔS2,位于中心線左側(cè),則缺陷實際深度H=h+ΔS2÷tanθ。
圖4 缺陷實際深度計算原理示意
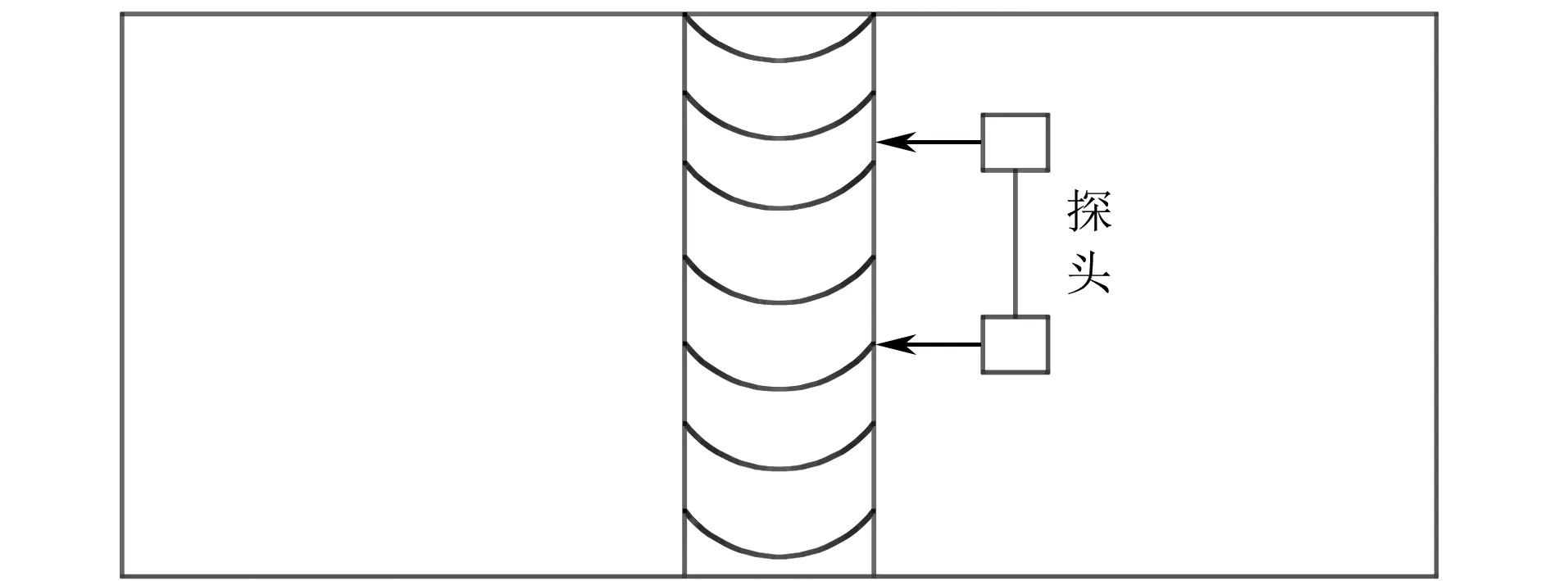
圖5 垂直焊縫非平行掃查示意
(2) 對缺陷所在區(qū)域垂直于焊縫作非平行掃查,掃查示意如圖5所示,檢測缺陷的位置和缺陷深度,以利于缺陷的返修準確。采用該方法的前提條件是焊縫余高已磨平。
5 實際應(yīng)用案例
某公司制造的一臺容器,某一條焊縫兩側(cè)的母材厚度分別為45,30 mm,坡口型式及尺寸如圖6所示,焊縫寬度為22 mm。因此采用式(2)計算出S=35 mm,S′=40 mm。
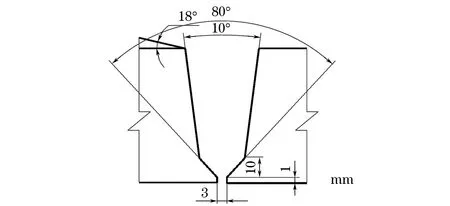
圖6 某容器焊縫的坡口型式及尺寸
按照上述計算的S和S′對該焊縫進行了檢測,發(fā)現(xiàn)一處超標缺陷,TOFD檢測結(jié)果如圖7所示,對該處缺陷進行了射線檢測而未發(fā)現(xiàn)該缺陷的存在。焊縫刨開后發(fā)現(xiàn)有點狀氣孔,表明TOFD檢測發(fā)現(xiàn)了射線檢測不能發(fā)現(xiàn)的點狀氣孔。
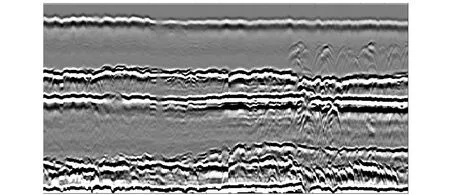
圖7 TOFD檢測的缺陷圖譜
6 結(jié)語
通過TOFD方法在實際產(chǎn)品中的檢測應(yīng)用,表明TOFD方法檢測不等厚對接焊縫還是比較可靠的。
猜你喜歡
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年11期)2020-12-14 06:59:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
藝術(shù)品鑒證.中國藝術(shù)金融(2018年8期)2019-01-14 01:14:28
藝術(shù)品鑒證.中國藝術(shù)金融(2018年10期)2019-01-08 02:44:26
藝術(shù)品鑒證.中國藝術(shù)金融(2018年12期)2018-08-26 06:03:48
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
