某車(chē)型發(fā)蓋水滴造型包邊模具結(jié)構(gòu)設(shè)計(jì)
2019-08-28 07:44:58劉永根
鍛壓裝備與制造技術(shù) 2019年4期
劉永根
(安徽江淮汽車(chē)集團(tuán)股份有限公司 技術(shù)中心,安徽 合肥 230601)
1 汽車(chē)發(fā)蓋包邊形式
對(duì)于車(chē)身門(mén)蓋類(lèi)零件,在其輪廓周?chē)夹柽M(jìn)行包邊工藝設(shè)計(jì)。目前采用的包邊設(shè)備基本分為3種:壓合模具、包邊專(zhuān)機(jī)和機(jī)器人滾邊,采用何種包邊設(shè)備,需要綜合考慮項(xiàng)目定義的生產(chǎn)節(jié)拍、設(shè)備開(kāi)發(fā)周期和開(kāi)發(fā)預(yù)算,以及車(chē)間生產(chǎn)線(xiàn)規(guī)劃等諸多因素[1]。其中壓合模具以其精度好、質(zhì)量穩(wěn)定、節(jié)拍高等優(yōu)點(diǎn)被作為首選包邊方式[2]。
汽車(chē)發(fā)蓋的包邊形式中,主要存在兩種類(lèi)型,一種是普通的包邊,其形式如圖1所示,另外一種是水滴包邊,其形式如圖2所示。可以看出,普通包邊造型比較鋒利,而水滴包邊造型比較鈍銼,水滴包邊造型的目的除了匹配車(chē)身以美觀造型,更重要是可以保護(hù)行人安全,降低傷害。
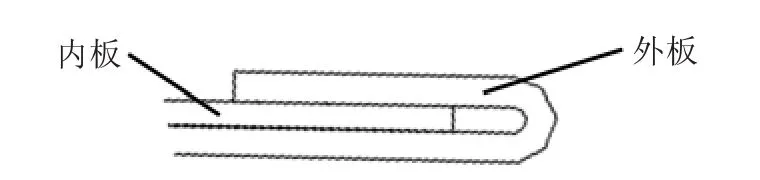
圖1 普通包邊形式
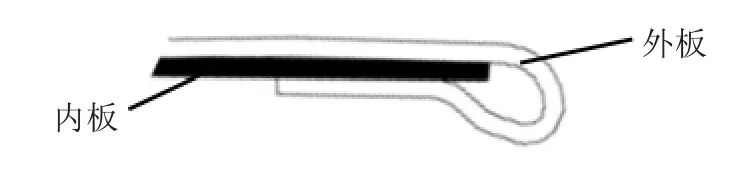
圖2 水滴包邊形式
對(duì)于圖1的包邊形式,包邊模具一般采用先進(jìn)行一次預(yù)彎,再進(jìn)行一次壓合完成包邊工作,而對(duì)于圖2所示的水滴包邊,圖1采用的包邊結(jié)構(gòu)無(wú)法實(shí)現(xiàn),需設(shè)計(jì)一種新的包邊結(jié)構(gòu)來(lái)完成包邊。
2 水滴型包邊模具結(jié)構(gòu)
2.1 包邊模具結(jié)構(gòu)形式選擇
發(fā)蓋包邊總成零件包邊部位剖視圖如圖3所示,包邊位置型面切線(xiàn)與沖壓方向夾角為40.9°。
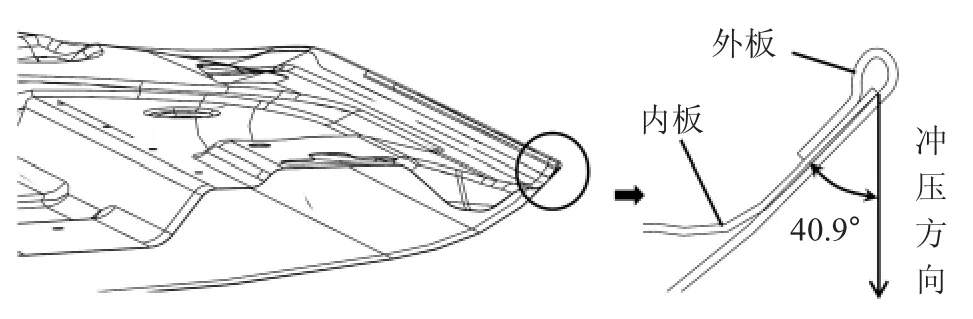
圖3 水滴包邊剖視圖
對(duì)于門(mén)蓋類(lèi)零件包邊,主要存在三種包邊預(yù)彎?rùn)C(jī)構(gòu):
(1)邊線(xiàn)是直線(xiàn)的包邊,采用一般預(yù)彎?rùn)C(jī)構(gòu),如圖4所示。
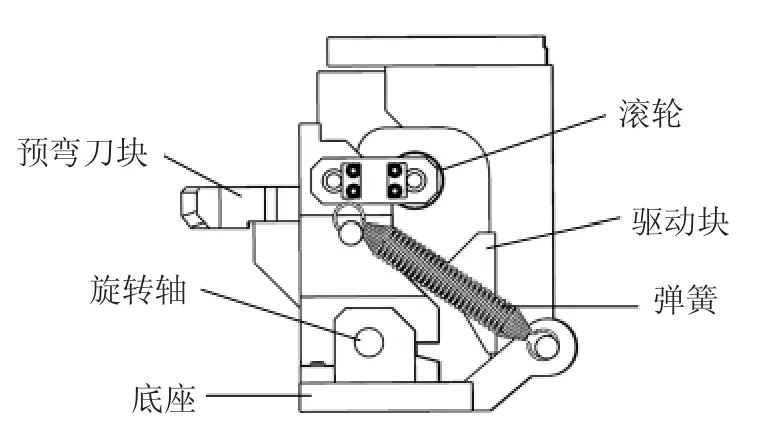
圖4 一般預(yù)彎?rùn)C(jī)構(gòu)
此種預(yù)彎?rùn)C(jī)構(gòu)較簡(jiǎn)單,驅(qū)動(dòng)塊通過(guò)推動(dòng)滾輪,使預(yù)彎刀塊繞著旋轉(zhuǎn)軸旋轉(zhuǎn)對(duì)工件進(jìn)行預(yù)彎,由于刀塊在旋轉(zhuǎn)過(guò)程中受力不均勻,且方向時(shí)刻在變動(dòng),對(duì)于大面積的包邊質(zhì)量難以保證,只適合用來(lái)進(jìn)行工件拐角位置的小區(qū)域包邊。
(2)翻邊線(xiàn)變化大的部位,采用平行預(yù)彎?rùn)C(jī)構(gòu),如圖5所示。
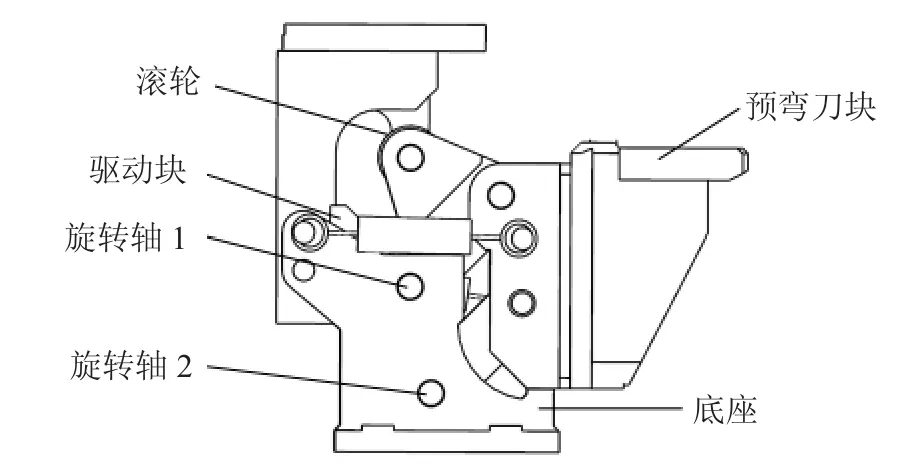
圖5 平行預(yù)彎?rùn)C(jī)構(gòu)
平行預(yù)彎?rùn)C(jī)構(gòu)包含兩個(gè)旋轉(zhuǎn)軸,驅(qū)動(dòng)塊通過(guò)推動(dòng)滾輪,使預(yù)彎刀塊繞著軸1和軸2平行向前運(yùn)動(dòng)。由于刀塊方向不變,受力均勻,適合進(jìn)行包邊面切線(xiàn)與沖壓方向夾角大于55°的工件預(yù)彎。
(3)翻邊線(xiàn)斷面傾斜度較大的部位,采用雙驅(qū)動(dòng)型預(yù)彎?rùn)C(jī)構(gòu),如圖6所示。此種機(jī)構(gòu)適合進(jìn)行包邊型面切線(xiàn)與沖壓方向夾角小于或等于55°的工件預(yù)彎。
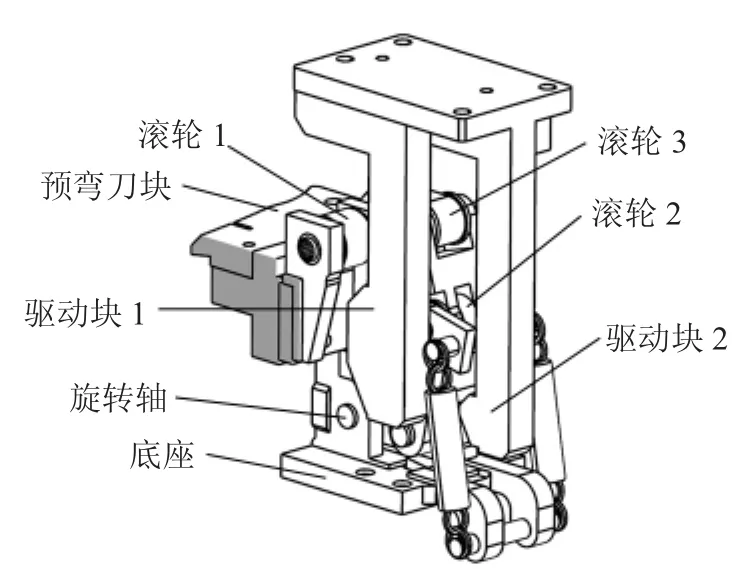
圖6 雙驅(qū)動(dòng)型預(yù)彎?rùn)C(jī)構(gòu)
本文所述發(fā)蓋的水滴包邊位置,由圖3可知包邊位置型面切線(xiàn)與沖壓方向夾角為40.9°,屬于上述的第(3)種情況,即需要進(jìn)行兩次預(yù)彎工作,因此采用雙驅(qū)動(dòng)型預(yù)彎?rùn)C(jī)構(gòu)。
2.2 預(yù)彎刀塊進(jìn)入角度選擇
根據(jù)外板零件包邊前翻邊角度的不同,需要選擇不同的預(yù)彎刀塊進(jìn)入角度。如圖7所示,α為外板的翻邊角度,θ為預(yù)彎刀塊的進(jìn)入角度。
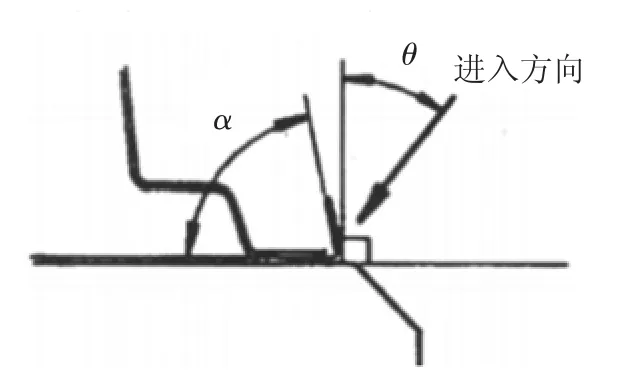
圖7 預(yù)彎刀進(jìn)入角度示意圖
預(yù)彎刀進(jìn)入角度選擇可參考表1進(jìn)行設(shè)定。

表1 預(yù)彎刀進(jìn)入角度選擇范圍
2.3 水滴型包邊模具結(jié)構(gòu)
布置圖如圖8所示。

圖8 水滴型包邊模具結(jié)構(gòu)
水滴包邊機(jī)構(gòu)包括四個(gè)部分,左右兩個(gè)為預(yù)彎?rùn)C(jī)構(gòu),中間兩個(gè)為旋轉(zhuǎn)壓合機(jī)構(gòu)。預(yù)彎刀塊安裝在預(yù)彎?rùn)C(jī)構(gòu)上面,壓合刀塊安裝在旋轉(zhuǎn)壓合機(jī)構(gòu)上面。包邊模設(shè)計(jì)過(guò)程中需注意以下事項(xiàng)[3]:
①首先要注意預(yù)彎刀塊與壓合刀塊在運(yùn)動(dòng)過(guò)程中是否存在干涉,同時(shí)注意其他部位的干涉問(wèn)題;
②在包邊完成后如果有包不實(shí)或是包邊的厚度大于其他部位,除了要查找包邊機(jī)成形鑲塊的缺陷外,還要注意外板翻邊線(xiàn)處的R角大小,R角小,會(huì)導(dǎo)致包不實(shí),R角過(guò)大,會(huì)導(dǎo)致包邊厚;
③預(yù)彎角度的大小直接影響包邊質(zhì)量,理論上最佳的預(yù)彎邊角度為35°~45°,預(yù)彎角度過(guò)大,在成形的過(guò)程中翻邊線(xiàn)容易外凸,零件的邊緣可能翹起,預(yù)彎角度過(guò)小,在成形的過(guò)程中會(huì)出現(xiàn)卷料的情況,同時(shí)對(duì)外板面品也有很大影響。
3 模具結(jié)構(gòu)分解
預(yù)彎?rùn)C(jī)構(gòu)分解如圖9、圖10、圖11所示。
圖9預(yù)彎?rùn)C(jī)構(gòu)中,滾輪1、滾輪2和滾輪3中間均套有旋轉(zhuǎn)軸,驅(qū)動(dòng)塊1和驅(qū)動(dòng)塊2固定在上模,其余部件固定在下模,預(yù)彎刀塊通過(guò)螺栓固定在預(yù)彎?rùn)C(jī)構(gòu)上。包邊進(jìn)行之前,下模預(yù)彎部件通過(guò)彈簧的拉力,使刀塊處于打開(kāi)狀態(tài)。
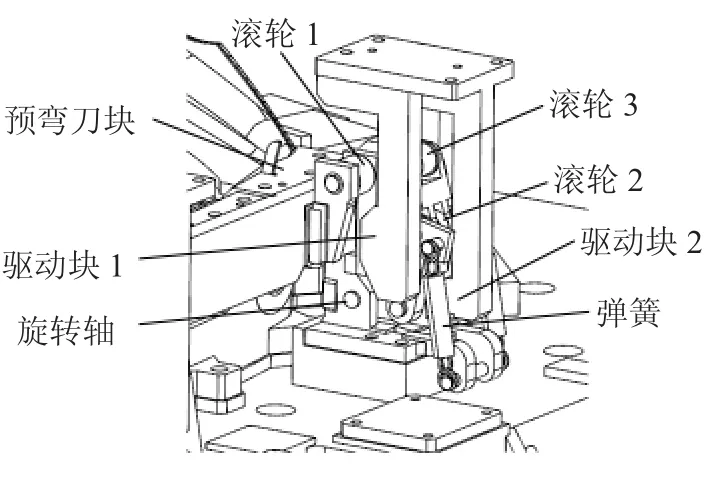
圖9 預(yù)彎?rùn)C(jī)構(gòu)裝配圖
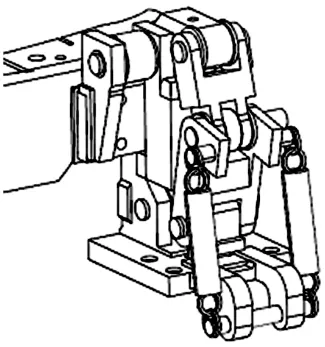
圖10 下模預(yù)彎?rùn)C(jī)構(gòu)
圖11 上模驅(qū)動(dòng)機(jī)構(gòu)
預(yù)彎過(guò)程為:上模下行,帶動(dòng)驅(qū)動(dòng)塊1和驅(qū)動(dòng)塊2向下運(yùn)動(dòng)。當(dāng)下行到一定高度,首先驅(qū)動(dòng)塊1和滾輪1進(jìn)行接觸,推動(dòng)下模固定的預(yù)彎部件繞著旋轉(zhuǎn)軸進(jìn)行旋轉(zhuǎn),帶動(dòng)預(yù)彎刀塊對(duì)零件進(jìn)行第一次預(yù)彎,同時(shí)滾輪1繞著自身內(nèi)部旋轉(zhuǎn)軸進(jìn)行轉(zhuǎn)動(dòng)。上模繼續(xù)下行,預(yù)彎?rùn)C(jī)構(gòu)維持在預(yù)彎狀態(tài),驅(qū)動(dòng)塊1與滾輪1不分離,直到驅(qū)動(dòng)塊2與滾輪2接觸,再次推動(dòng)預(yù)彎?rùn)C(jī)構(gòu)繞著旋轉(zhuǎn)軸進(jìn)行第二次預(yù)彎。外板件兩次預(yù)彎前后狀態(tài)如圖12所示。
預(yù)彎過(guò)程完成以后,上模繼續(xù)下行,旋轉(zhuǎn)壓合機(jī)構(gòu)開(kāi)始動(dòng)作,完成壓合包邊。旋轉(zhuǎn)壓合結(jié)構(gòu)分解如圖13所示。
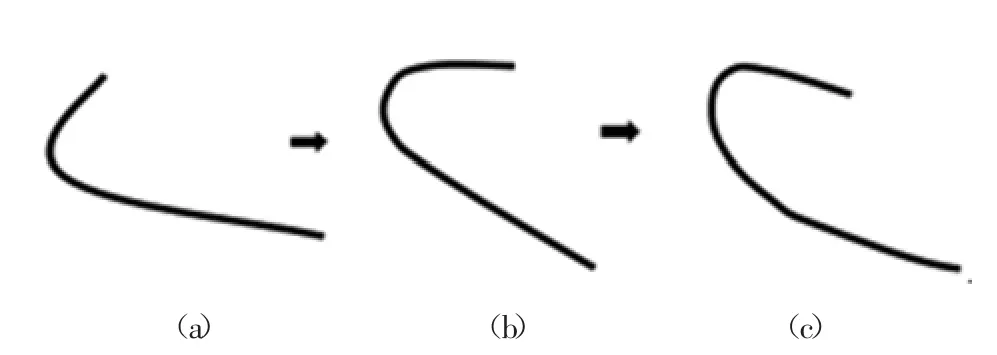
圖12 零件預(yù)彎前后狀態(tài)對(duì)比
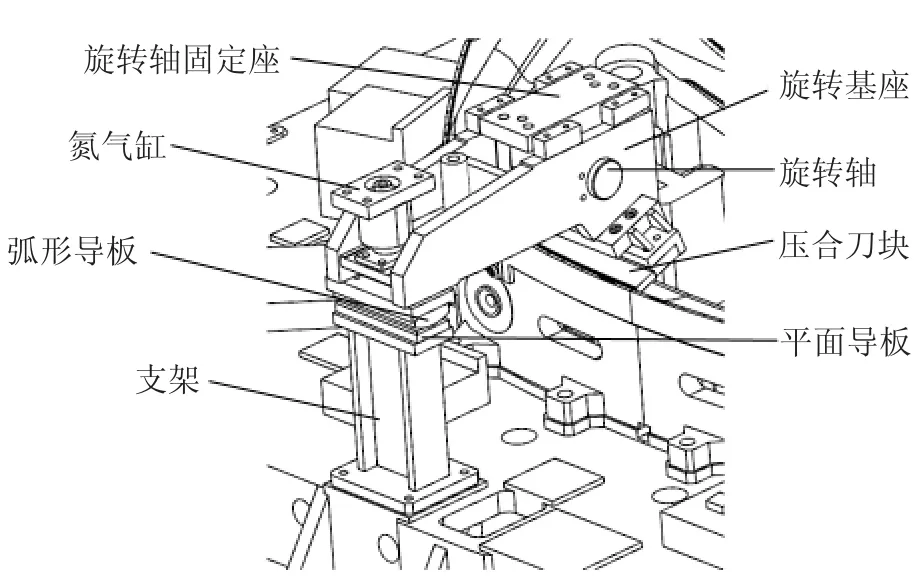
圖13 旋轉(zhuǎn)壓合機(jī)構(gòu)分解圖
氮?dú)飧缀托D(zhuǎn)軸固定座通過(guò)螺栓安裝在上模,旋轉(zhuǎn)軸固定安裝在固定座上,旋轉(zhuǎn)基座通過(guò)旋轉(zhuǎn)軸懸掛在旋轉(zhuǎn)軸固定座上。壓合刀塊通過(guò)螺栓固定在旋轉(zhuǎn)基座上,弧形導(dǎo)板通過(guò)螺栓安裝在旋轉(zhuǎn)基座上,平面導(dǎo)板通過(guò)螺栓安裝在支架上,支架通過(guò)螺栓安裝在下模。
旋轉(zhuǎn)壓合前,旋轉(zhuǎn)壓合機(jī)構(gòu)通過(guò)氮?dú)飧资箟汉系秹K處于打開(kāi)狀態(tài)。預(yù)彎動(dòng)作完成以后,旋轉(zhuǎn)壓合機(jī)構(gòu)開(kāi)始工作。首先,弧形導(dǎo)板和平面導(dǎo)板先接觸,然后推動(dòng)旋轉(zhuǎn)本基座繞著旋轉(zhuǎn)軸向下旋轉(zhuǎn),壓合刀塊在旋轉(zhuǎn)基座的帶動(dòng)下,對(duì)包邊部位進(jìn)行旋轉(zhuǎn)壓合。旋轉(zhuǎn)壓合動(dòng)作完成后,壓合狀態(tài)如圖3所示。
4 結(jié)語(yǔ)
汽車(chē)門(mén)蓋類(lèi)零件包邊是整個(gè)沖壓生產(chǎn)的最后一個(gè)工序,其精度穩(wěn)定性、表面質(zhì)量對(duì)整車(chē)精度有很大影響,在保證產(chǎn)品質(zhì)量的前提下,可根據(jù)零件特征選擇合適的工裝設(shè)備和工藝參數(shù)。
