船舶螺旋槳水平拂配工藝技術(shù)研究
2019-08-28 06:58:56蘇宇
中國修船 2019年4期
關(guān)鍵詞:水平
蘇 宇
(舟山中遠海運重工有限公司,浙江 舟山 316131)
近年來,為應(yīng)對航運業(yè)的持續(xù)低迷及適應(yīng)不斷深化的節(jié)能環(huán)保意識,提高船舶航運市場競爭力和經(jīng)濟效益,營運船舶節(jié)能減排技術(shù)已成為航運業(yè)的研究熱點之一。目前,營運船舶節(jié)能減排主要從航行操縱管理和優(yōu)化螺旋槳以提高推進效率等方面進行,其中更換新型螺旋槳得到了多數(shù)航運公司的青睞。螺旋槳換新,要求必須與原來的艉軸進行拂配。螺旋槳與艉軸的拂配工程是螺旋槳的特殊修理工程,也是一項難點工程。
為此,我們對螺旋槳換新工程的流程和工藝技術(shù)進行了一次大膽的技術(shù)創(chuàng)新——塢內(nèi)水平拂配,這是對傳統(tǒng)螺旋槳換新、拂配工藝的優(yōu)化和改進。采用該工藝時,艉軸無需出艙,工藝簡化,節(jié)省塢內(nèi)成本,拂配精度高,避免軸系重新校中、安裝帶來的技術(shù)風(fēng)險,實現(xiàn)了船東與船廠的雙贏。而采用液壓小車代替液壓平板車的使用,減少了對廠內(nèi)重型液壓平板車這一緊缺資源的占用時間,不但提高了通用性設(shè)備的利用率,而且也進一步提高了水平拂配的整體效率及質(zhì)量。
1 技術(shù)方案
螺旋槳塢內(nèi)水平拂配工裝組件如圖1所示。
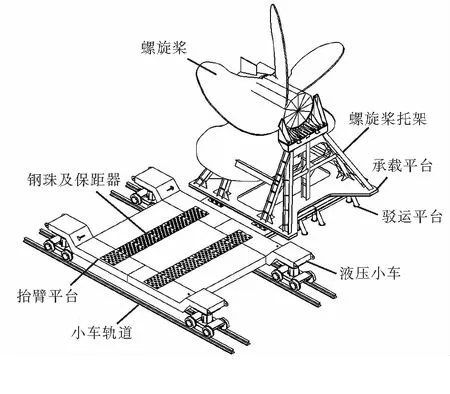
圖1 液壓小車工裝組件
下面以我廠某船螺旋槳換新工程為例,著重對螺旋槳與艉軸的拂配工藝技術(shù)進行說明。
1.1 船舶基本參數(shù)
某法國籍集裝箱船,總長365 m、型寬52.1 m、型深29.9 m;新螺旋槳直徑9 400 mm、質(zhì)量67.500 t;艉軸長14 175 mm、質(zhì)量90.297 t。
1.2 施工流程
1)拆卸前盤車使槳葉朝上測量艉軸下沉量,記錄測量數(shù)據(jù),作為換新拂配的參考依據(jù)。
2)對艉軸錐體部分進行磁粉探傷檢查。
3)新螺旋槳拂配前準(zhǔn)備工作。
(1)將新螺旋槳水平固定在托架上,并吊運至液壓平板車。
(2)對螺旋槳錐孔內(nèi)及槳轂法蘭處進行清潔。
(3)用液壓平板車將新螺旋槳移至艉軸端部區(qū)域,調(diào)整平板車使槳轂的中心線與艉軸的理論中心線重合,并確認螺旋槳葉方向與艉軸的上止點方向一致。
(4)對艉軸錐體進行清潔,并將色油均勻的涂在艉軸錐體上(要求厚度不超過10μm)。
4)拂配施工—壓入螺旋槳。
(1)測量艉軸和螺旋槳的溫度,確認其溫差不大于±1℃。
(2)槳轂與艉軸進行對中,并駕駛平板車使艉軸錐體緩慢地插入螺旋槳錐孔內(nèi)。
(3)將螺旋槳與托架固定,降低平板車高度,使螺旋槳不再受平板車的支撐。
(4)確定螺旋槳拂配的壓入方式。對于螺旋槳拂配的壓入方式,通常有2種:第一種采用原船的液壓螺母壓入螺旋槳,此法在液壓螺母安裝時所需時間較長,且液壓螺母可能會多次拆裝,存在螺紋損壞的施工風(fēng)險;第二種針對該船采用特別加工的拂配專用螺母(見圖2),并輔以扁平式液壓千斤頂用來壓入螺旋槳,該專用螺母由上、下2個半圓組成,安裝與拆卸較為容易,節(jié)省時間;經(jīng)綜合考慮塢期等因素,決定采用第二種方法。
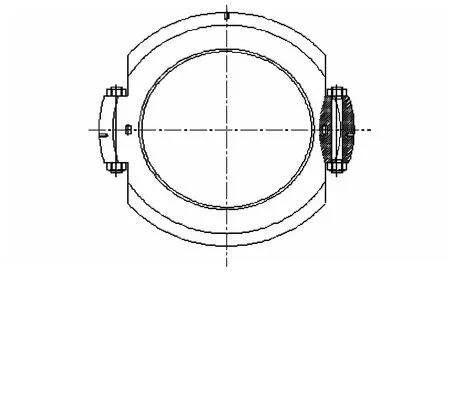
圖2 螺旋槳拂配專用螺母

圖3 螺旋槳拂配壓入示意圖
(5)按圖3所示將拂配專用螺母及液壓千斤頂安裝到位。
(6)千斤頂推力的確定。根據(jù)該船螺旋槳供應(yīng)商提供的千斤頂推力經(jīng)驗公式:
F= (mp+ms) ×1.1/n,
(1)
式中:F為單個千斤頂推力,kN;mp為螺旋槳質(zhì)量,67.50 t;ms為螺旋槳托架質(zhì)量,8.75 t ;n為千斤頂數(shù)量,2只。
P= (F/S) ×10×9.81 ,
(2)
式中:P為千斤頂?shù)膲毫Γ琈Pa;S為千斤頂活塞面積,126.8 cm2。
因此,可以得到:
F=(67.50+8.75)×1.1/2=41.94 kN,
(3)
P=(41.94/126.8)×10×9.81=32.45 MPa。
(4)
千斤頂?shù)耐屏梢愿鶕?jù)實際情況增大或減小,但最大推力應(yīng)不大于螺旋槳安裝時起始點推力。
(7)啟動液壓油泵,使千斤頂推動螺旋槳向壓緊艉軸方向移動,直至達到壓力值P,并在該壓力值下保持幾分鐘。
(8)測量并評估螺旋槳的拂配余量X。
ΔL=Xt-Lt≥0,
(5)
式中:Xt為在t℃時測量所得到拂配余量;Lt為在t℃時螺旋槳壓入量曲線所對應(yīng)的壓入量。
如果ΔL≥0,可繼續(xù)進行拂配;如果ΔL<0,必須停止拂配,需與船東討論后續(xù)修理方案。
5)拂配施工—退出螺旋槳。
(1)駛離液壓平板車,用拖車將抬臂平臺、承載平臺以及保距器運送至槳葉托架下方并懸掛、固定,鋪設(shè)鋼板、軌道。
(2)在軌道上布置液壓小車,分別對應(yīng)抬臂平臺4個角位置,安裝并調(diào)試液壓小車液控單元。
(3)升高液壓小車,使抬臂平臺平穩(wěn)坐落于液壓小車上。調(diào)整液壓小車高度,使抬臂平臺處于水平狀態(tài)。
(4)同步升起4臺液壓小車,使抬臂平臺托住螺旋槳托架。
(5)釋放液壓千斤頂壓力,拆除拂配專用螺母。
(6)用液壓千斤頂從艉軸錐體上松動螺旋槳,并通過液壓小車使螺旋槳從艉軸上退出。若槳葉需要橫向滑移,則使用手拉葫蘆拖動承載平臺,使承載平臺連同槳葉托架及螺旋槳一同利用滾珠在抬臂平臺和駁運平臺上移動。后續(xù)螺旋槳的拂配將由液壓小車組件進行。
6)檢查螺旋槳錐孔色油接觸情況,進行拂磨,直至符合要求。拂磨一般采用砂輪機對有色油的部位進行拋光,使接觸點均勻分布。
1.3 拂配質(zhì)量要求
1)要求螺旋槳錐孔在每25 mm×25 mm 面積上不少于2~4個接觸點,理論接觸面積應(yīng)在75%以上。
2)用0.03 mm塞尺檢查錐體兩端連接處,插入深度應(yīng)不超過10 mm,寬度不超過15 mm。
1.4 試驗
拂配檢驗合格后,應(yīng)在現(xiàn)場做螺旋槳壓入及退出試驗。
1.5 安裝螺旋槳
1)根據(jù)現(xiàn)場實際溫度確定螺旋槳壓入量,并參照作業(yè)指導(dǎo)書進行螺旋槳安裝。
2)旋緊液壓螺母,安裝止動裝置及螺栓保險,并按要求將艉軸密封安裝到位。
2 技術(shù)總結(jié)
1)與國內(nèi)外同類別對比,目前現(xiàn)有的拂配方式存在以下問題。
(1)對于螺旋槳換新的工程,傳統(tǒng)工藝是在車間內(nèi)進行垂直拂配。①將艉軸抽出、出艙并吊運至車間或螺旋槳拂配區(qū),與新槳槳葉進行垂直拂配;②垂直拂配占用塢期較長,多數(shù)情況下需要二次進塢,而且對于艉軸只能從尾部抽出,還需同時拆除舵葉等;③拂配完工后,軸系的復(fù)裝也存在較多不確定安全隱患,技術(shù)風(fēng)險較大。
(2)使用液壓平板車驅(qū)動螺旋槳托架進行水平拂配。①液壓平板車保壓性不佳,在拂配過程中易失壓導(dǎo)致拂配精度降低;②由于螺旋槳拂配是個極其精細的工程,這就對液壓平板車駕駛員的要求較高;③需占用廠內(nèi)緊缺重要設(shè)備較長時間,造成其他工程的滯后。
2) 成果創(chuàng)新點。
(1)提高拂配精度。 螺旋槳水平拂配使用液壓平板車進行時,如果塢底路面平整度無法達到要求,會對拂配的精度造成很大的影響,甚至?xí)︳狠S造成損傷。應(yīng)用優(yōu)化后的螺旋槳水平拂配工藝,大幅度降低了拂配時對路面平整度的要求,方便施工,可以保證拂配精度(通常色油接觸面積達到75%~85%),同時避免了對艉軸造成損傷的情況發(fā)生。
(2)提高頂升精確度。使用液壓小車組件進行水平拂配,能更加容易、快速的調(diào)節(jié)整個承載平臺的高度,且調(diào)節(jié)精度可以到達毫米級。
(3)槳葉無需重新對中。螺旋槳水平拂配使用液壓平板車進行時,螺旋槳從艉軸錐體上退出,拂磨完成之后,螺旋槳需與艉軸重新對中,而采用液壓小車組件,可以在螺旋槳從艉軸上退出后,保證槳轂中心線高度不發(fā)生變化,避免了重新對中時繁瑣的調(diào)節(jié)過程。
猜你喜歡
美與時代·美術(shù)學(xué)刊(2022年3期)2022-04-27 01:18:15
火花(2019年12期)2019-12-26 01:00:28
人大建設(shè)(2019年6期)2019-10-08 08:55:48
人大建設(shè)(2019年12期)2019-05-21 02:55:32
雜文月刊(2018年21期)2019-01-05 05:55:28
人大建設(shè)(2017年6期)2017-09-26 11:50:44
學(xué)苑創(chuàng)造·A版(2015年11期)2016-01-14 09:03:27
俄羅斯問題研究(2012年1期)2012-03-25 09:54:45
中國火炬(2010年12期)2010-07-25 13:26:22
中國火炬(2010年8期)2010-07-25 11:34:30
