脫硫系統(tǒng)雙相不銹鋼鋼管與外板焊接應(yīng)用
2019-08-28 07:21:28劉濤
中國(guó)修船 2019年4期
國(guó)際海事組織(IMO)規(guī)定,2020年后將禁止所有未安裝脫硫設(shè)備的船舶攜帶高硫燃油,從2020年起,全球船舶所使用燃油硫含量將不得超過(guò)0.5%。考慮成本支出,一些航運(yùn)公司對(duì)于脫硫塔的安裝采取謹(jǐn)慎態(tài)度,德國(guó)某知名航運(yùn)公司采取在塢內(nèi)優(yōu)先安裝排弦短管的措施。
由于洗滌廢水的PH值小于4、顆粒雜質(zhì)含量較高,并具有腐蝕性和磨損性,排弦管件采用雙相不銹鋼材料。雙相不銹鋼是指鐵素體與奧氏體各約占50%的不銹鋼。在C含量較低 (0.025%) 的情況下,Cr含量在16%~29%,Ni含量在3%~7%,并且含有Mo、Cu、Nb、Ti、N等,兼有奧氏體和鐵素體不銹鋼的特點(diǎn),保持鐵素體不銹鋼的475 ℃脆性以及高導(dǎo)熱系數(shù),具有超塑性,強(qiáng)度高且耐晶間腐蝕和耐氯化物應(yīng)力腐蝕高的優(yōu)點(diǎn)。與普通不銹鋼相比,雙相不銹鋼的焊接要求更為苛刻,熔敷金屬的化學(xué)成分難以控制。
本次采用的E2205技術(shù)條件參考ASTMA790系列標(biāo)準(zhǔn),供貨狀態(tài)為固溶和酸洗,化學(xué)成分和機(jī)械性能如表1~表2,焊接參數(shù)見表3。

表1 E2205化學(xué)成分 %
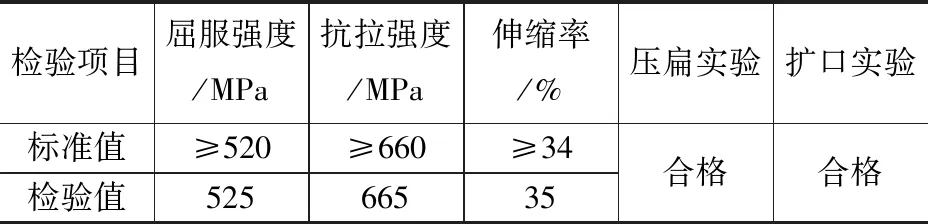
表2 E2205機(jī)械性能
焊接方法采用法國(guó)船級(jí)社認(rèn)可的焊接工藝,采用多層多道CO2保護(hù)半自動(dòng)焊和手工電弧焊蓋面,焊絲為韓國(guó)ESAB SeAH生產(chǎn),牌號(hào)是2209,并獲得各船級(jí)社的型式認(rèn)證。

表3 焊接參數(shù)
1)焊接前根據(jù)圖紙確定施工區(qū)域,開好深熔焊坡口,因機(jī)艙外板線型的變化,注意調(diào)整好坡口角度;焊接區(qū)域清潔,無(wú)銹,無(wú)水;調(diào)試好焊接設(shè)備和保護(hù)氣體;施焊前在焊接試板上調(diào)整好電流、電壓、送絲速度;焊接時(shí)注意層間溫度的控制,特別注意定位焊縫長(zhǎng)度要適中,確保足夠的熱量輸入,這樣焊縫冷卻就不會(huì)太快,鐵素體含量就不會(huì)過(guò)高、韌性不會(huì)過(guò)低。
2)焊接過(guò)程中,不要隨意在材料表面引弧和弧擊,短時(shí)的高溫過(guò)程冷卻速度非常快,導(dǎo)致鐵素體的含量非常高。應(yīng)全力避免產(chǎn)生對(duì)焊接裂紋和腐蝕敏感的組織;材料的保護(hù)非常重要,應(yīng)避免碳鋼、銅、低熔點(diǎn)金屬或其他雜質(zhì)對(duì)不銹鋼的污染;采取措施防止飛濺、擊弧、局部過(guò)熱等;盡可能連續(xù)施焊,盡快完成焊接工作。
熔敷金屬冷卻過(guò)程控制要注意以下幾點(diǎn):嚴(yán)格控制焊接熱量輸入,比如線能量、層間溫度。若冷卻速度過(guò)快,焊接熱量循環(huán)冷卻時(shí)間很短,發(fā)生鐵素體向奧氏體相轉(zhuǎn)變時(shí),造成奧氏體相轉(zhuǎn)變不完全,易造成過(guò)量鐵素體和粗晶,成相比例不平衡,導(dǎo)致沖擊韌性下降,同時(shí)氮化物沉淀,影響抗拉力和腐蝕性能。若冷卻速度太慢,高溫停留時(shí)間太長(zhǎng),會(huì)促使脆性析出,導(dǎo)致沖擊韌性下降,影響抗拉力和腐蝕性能(金相會(huì)發(fā)生變化)。
3)焊接完成后外觀檢驗(yàn)。利用滲透著色試驗(yàn)檢查表面缺陷,將管口焊接封板后用水壓試驗(yàn)來(lái)檢驗(yàn)相關(guān)焊縫和閥件的密性,最后用半自動(dòng)等離子切割機(jī)依外板線形進(jìn)行修割,然后用細(xì)砂輪機(jī)打磨光順。為了增強(qiáng)舷外管附近區(qū)域耐腐蝕性,依據(jù)圖紙要求涂抹貝爾佐納涂層。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機(jī)床(2017年8期)2017-11-27 02:10:21
商洛學(xué)院學(xué)報(bào)(2017年2期)2017-05-17 05:19:50
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
石油化工建設(shè)(2016年4期)2016-02-27 15:03:16
