潤滑劑黏度對電工硅鋼精密剪切加工影響*
2019-08-27 07:02:10
潤滑與密封 2019年8期
(廣東工業大學機電工程學院 廣東廣州 510006)
電工硅鋼作為重要的金屬功能材料,在電力、電子和軍事工業中廣泛應用[1]。電工硅鋼板常采用剪切和沖裁等方式進行加工,加工斷面質量會影響金屬制品的精度和磁性能[2]。
研究表明,減少刀具與板材的摩擦可以提高金屬板材加工的質量[3-4]。噴涂油潤滑作為減少摩擦的方式之一,相比于使用涂層刀具、微織構等減摩方式是最經濟和使用最廣泛的方法。合適的潤滑劑是影響潤滑效果的重要因素。潤滑劑黏度是潤滑劑重要的評判指標之一,有學者研究了潤滑劑黏度對金屬加工質量的影響。如SYAHRULLAIL等[5-6]在A1100鋁板擠壓工藝中使用黏度較低的棕櫚油后發現加工過程中擠壓載荷減小,當潤滑劑黏度越高時,擠出力越低但工件表面越粗糙。對于沖裁,李志江等[7]通過實驗研究發現沖裁過程中機油和丁黃蠟的混合潤滑,使得硅鋼在沖裁時沖裁次數明顯提升而毛刺高度不增加。FU等[8]對比微小零件沖裁過程中機油和潤滑脂對零件加工硬化的影響,發現使用黏度較低的機油時工件加工硬化小。杜迎慧和張凱娟[9]利用仿真揭示了潤滑劑的黏度影響著材料的摩檫學特性的機制,但并未在實驗上進行驗證。目前,對不同黏度的潤滑劑對金屬板材的沖裁加工質量影響的系統研究較少。
剪切與沖裁工藝相似,但沖裁是沿封閉輪廓線將材料分離而剪切是沿開放的輪廓線將材料分離,另外刀具切入方式、板材約束形式等也都存在差異,沖裁加工的研究結果不適合直接應用于剪切加工。本文作者采用不同黏度的潤滑劑,實驗研究了電工硅鋼剪切過程中的斷面形貌特征、剪切力,探討潤滑黏度對板材剪切質量的影響,為進一步認識剪切加工機制、優化剪切工藝參數提供了依據。
1 實驗方法
1.1 剪切加工原理
電工硅鋼剪切加工原理如圖1所示。兩把直刀分別置于上下刀架,下刀水平固定在機床上,上刀相對下刀傾斜α角安置(如圖1(a)所示),上下刀之間保持一定的側向間隙c,通過上刀的快速運動來完成剪切加工。板材在剪切過程中依次經歷彈性變形、彈塑性變形、塑性變形、裂紋產生及擴展、斷裂等狀態,剪切過程如圖1(b)所示。
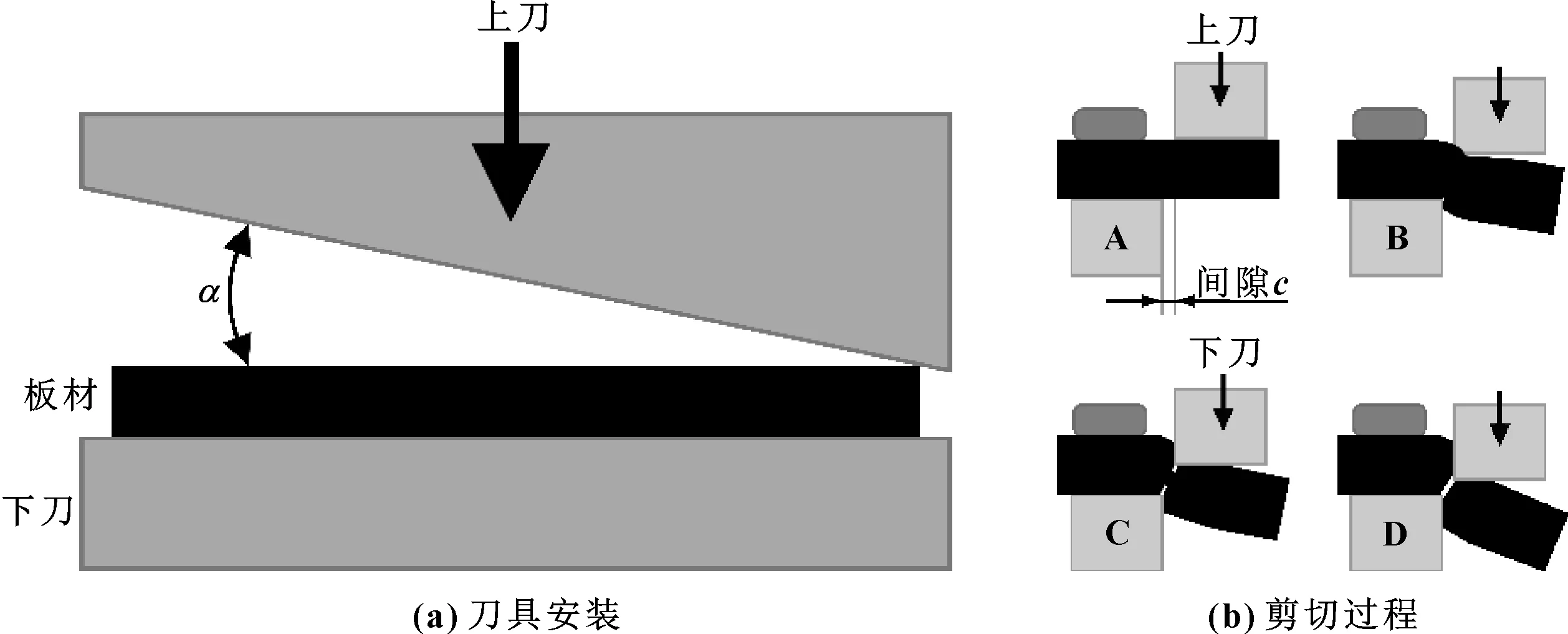
圖1 剪切加工原理
1.2 實驗材料和方法
剪切加工材料為厚度0.5 mm、寬度60 mm的無取向硅鋼。剪切裝置為KYDJ-400型單頭精密數控剪床(如圖2所示)且剪切間隙相同,分別在潤滑劑(二甲基硅油)黏度為5.05×10-3、1.01×10-2、5.05×10-2、1.01×10-1、5.05×10-1、1.01 Pa·s和干切(不添加潤滑劑)下進行2.8、28、280 mm/s 3種剪切速度下的剪切加工實驗,從而研究單因素條件下潤滑劑黏度對剪切質量的影響規律以及不同剪切速度下的影響趨勢。其中剪切間隙為經驗最優值[10],剪切速度為設備默認值。更換潤滑條件時,用乙醇溶液、丙酮將剪切刀具徹底清洗干凈,防止殘留潤滑劑對后續實驗產生影響。為研究不同潤滑條件下剪切力的差異,利用Kistler三向測力儀測量了剪切過程中的三向力,力的方向如圖2所示,其中Fx是平行刀具方向的力,Fy是垂直于刀具側面的正壓力,Fz是垂直于板材面的剪切力。
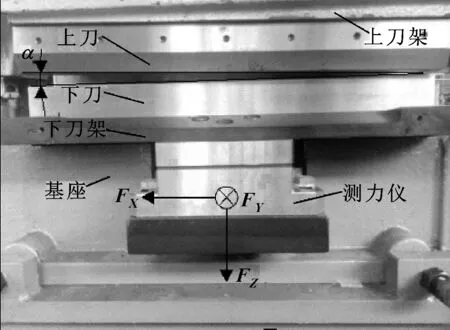
圖2 剪切加工裝置
電工硅鋼的剪切斷面形貌圖如圖3所示,按照剪切方向從上到下有塌角、剪切帶、斷裂帶、毛刺等特征,根據各特征高度來評估剪切斷面質量。采用線切割機垂直于剪切斷面(見圖3(a))切割制成截面試樣(見圖3(b)),鑲嵌、研磨拋光后進行形貌觀察和檢測。利用Keyence VHX600超景深顯微鏡觀察剪切試樣的斷面和截面形貌,測量并記錄各特征帶的高度。用HVA-1000維氏顯微硬度計測試剪切截面硬度以評估加工硬化情況,測試力為1 N,保壓時間為10 s,測量點間距及離輪廓邊緣距離均為50 μm,測試點如圖3(b)所示。測量結果均取5次測量的平均值。
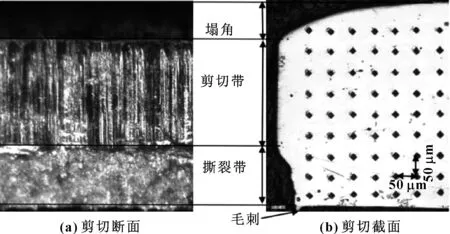
圖3 剪切斷面形貌特征示意圖
2 實驗結果及分析
2.1 潤滑劑黏度對剪切斷面形貌的影響
剪切斷面形貌特征直接反映了剪切質量的好壞,當剪切斷面中剪切帶大、毛刺、斷裂帶和塌角均較小時認為剪切質量好[11]。文中重點針對塌角、剪切帶高度來評價剪切質量。
圖4所示為剪切速度為280 mm/s時不同潤滑劑黏度下的剪切斷面形貌。可看出,不同潤滑劑黏度下的剪切斷面都有明顯的剪切帶和斷裂帶,且剪切帶與斷裂帶之間有明顯的分界。隨著潤滑條件的改變,剪切帶和斷裂帶出現明顯的差異。干切時剪切帶上出現明顯的劃痕,剪切帶較為粗糙,與斷裂帶交界處毛糙。潤滑劑的添加使得截面質量得到明顯改善,塌角變小、剪切帶變得平直。潤滑劑黏度較低時,剪切帶比較平整,與斷裂帶交界面較為平滑,表現為較好的斷面質量。潤滑劑黏度較高時,剪切帶與斷裂帶交界處較為毛糙。潤滑條件下,隨著潤滑劑黏度的增加,剪切帶高度減小,潤滑劑黏度為5.05×10-3Pa·s條件下剪切帶高度最大,干切時的剪切帶高度最小。圖5所示為圖4所示剪切斷面的截面形貌。由圖5可以發現,在干切和潤滑劑黏度較大條件下材料斷裂帶撕裂較為明顯。
為了深入研究潤滑劑黏度對剪切斷面的影響,對不同潤滑劑黏度下剪切斷面的剪切帶和塌角進行了統計,如圖6所示。使用千分尺測量剪切斷面毛刺,每個試樣上均勻等距取5個點,每個參數下測量5個試樣,統計結果如圖7所示。從圖6可知,在不同剪切速度下,剪切帶高度的變化都呈現出相同的規律:隨著潤滑劑黏度的增加,剪切帶高度減小,且干切時所得斷面的剪切帶高度最小。當剪切速度為280 mm/s、潤滑劑黏度為5.05×10-3Pa·s時剪切帶高度為286 μm,相比相同速度下干切條件時的剪切帶高度259 μm,剪切帶高度提高12%。同時也可以觀察到:在干切條件下,所得斷面的剪切帶高度基本不受剪切速度影響;而在相同潤滑劑黏度不同速度條件下,隨著剪切速度的增大,剪切帶高度出現差異,但總體上有增大趨勢。如剪切速度為2.8 mm/s、潤滑劑黏度為5.05×10-3Pa·s條件下剪切帶高度為280 μm,相同速度下干切條件時剪切帶高度為260 μm,剪切帶高度提高8%,而剪切速度為280 mm/s時相同潤滑情況下剪切帶高度提高12%。
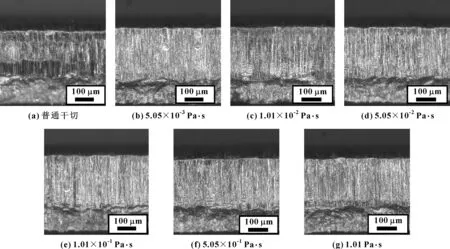
圖4 不同潤滑劑黏度下的剪切斷面形貌(剪切速度280 mm/s)
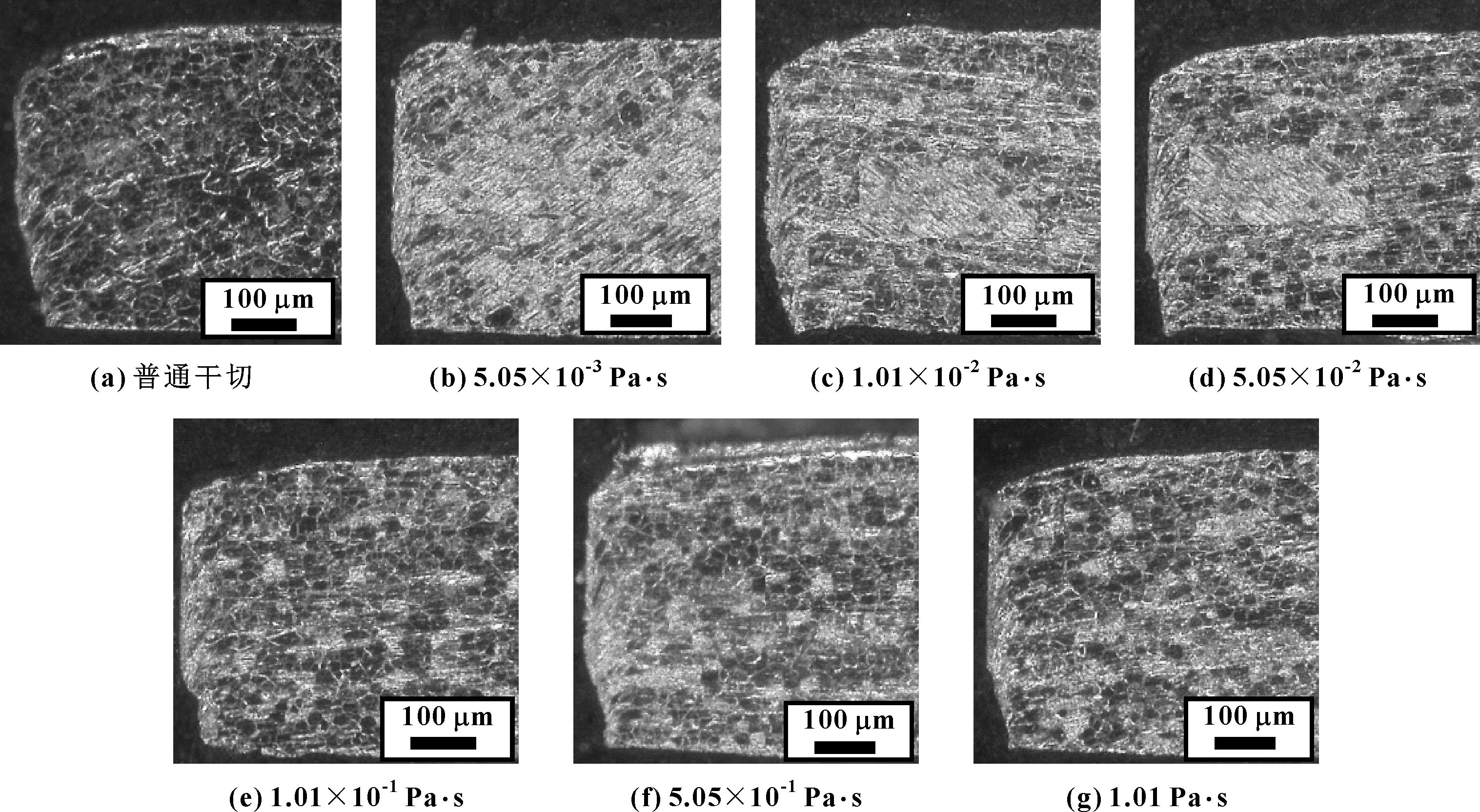
圖5 不同潤滑劑黏度下的剪切截面形貌(剪切速度280 mm/s)
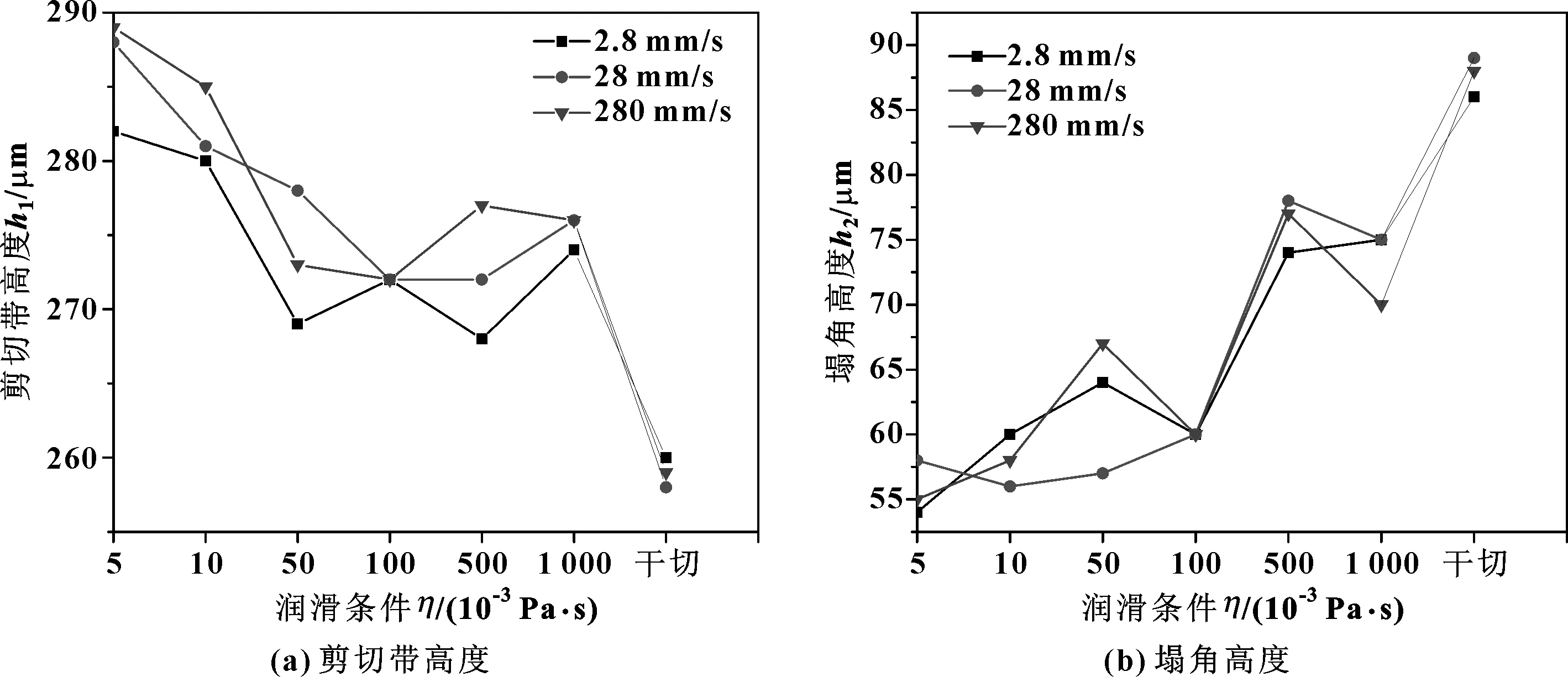
圖6 不同潤滑條件下的特征帶高度與剪切速度的關系
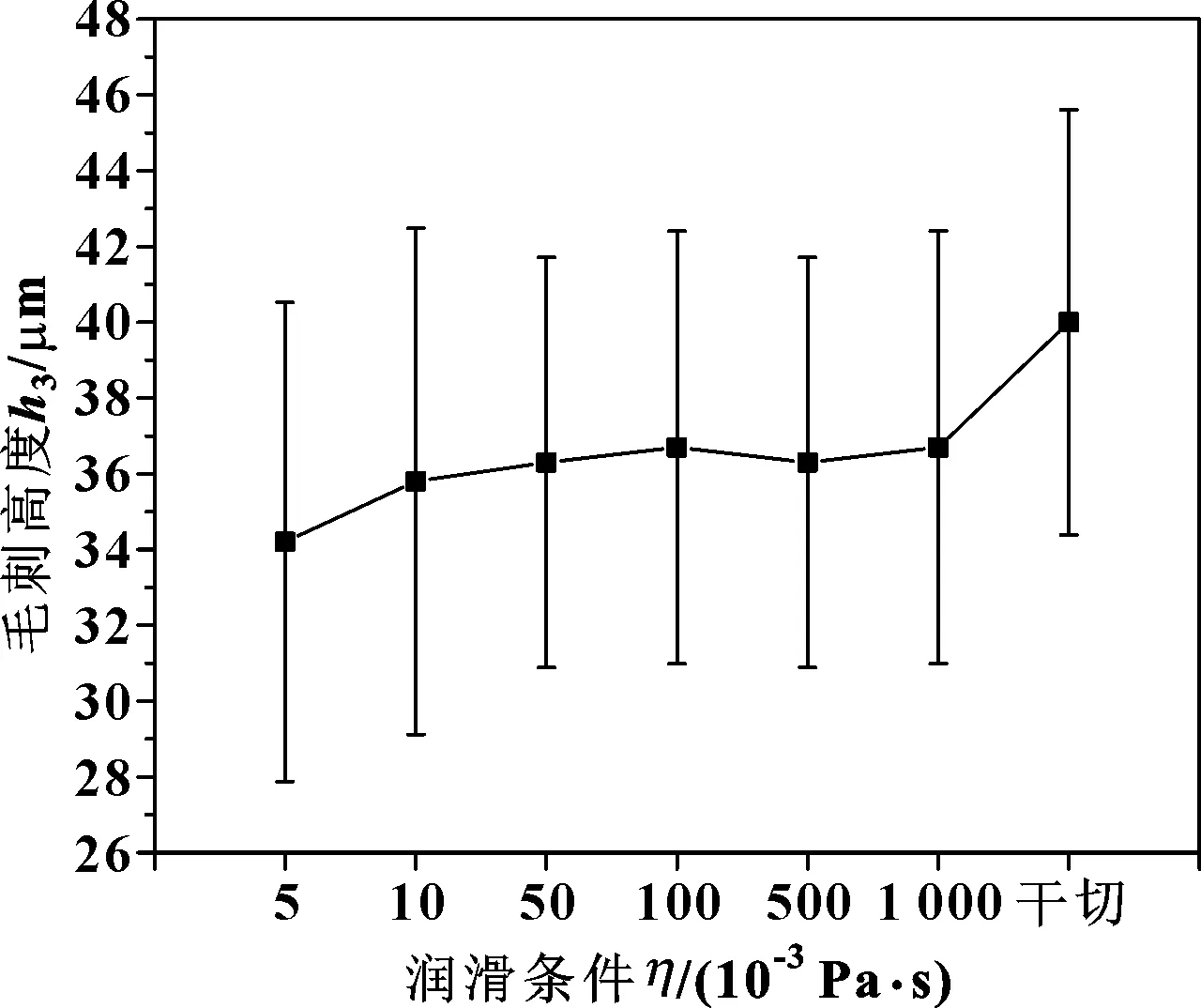
圖7 不同潤滑條件下毛刺高度(280 mm/s)
Fig 7 The height of burr under different lubrication conditions(shear velocity 280 mm/s)
在塌角方面,則表現出隨著潤滑劑黏度的增加,塌角高度增加,且干切時所得斷面的塌角高度最大。當剪切速度為280 mm/s、潤滑劑黏度為5.05×10-3Pa·s時塌角高度為55 μm,相比相同速度下干切條件時的塌角高度88 μm,塌角高度減少37%。4種剪切速度下干切條件下塌角高度為(88±1)μm,基本不隨速度變化。而在潤滑條件下,當黏度為5.05×10-3、1.01×10-2、5.05×10-1、1.01 Pa·s時塌角高度幾乎不隨剪切速度變化,而在中間黏度值時蹋角高度隨著剪切速度的變化出現差異。在毛刺方面,表現出隨著潤滑劑黏度的增加,毛刺高度呈現增加趨勢;當剪切速度為280 mm/s、潤滑劑黏度為5.05×10-3Pa·s時毛刺最小,相比干切時減小12.5%,且潤滑條件下毛刺高度出現下降趨勢。
由上可知,在剪切過程中添加潤滑劑,可以顯著影響剪切斷面的塌角和剪切帶高度,改善剪切質量,其中低黏度的潤滑劑對剪切效果較好;剪切速度越快,潤滑對剪切帶高度的影響越大,但對塌角的影響與潤滑劑黏度有關。
2.2 潤滑劑黏度對微觀組織流動的影響
圖8所示為剪切速度為280 mm/s時不同潤滑條件下板材的剪切截面金相圖。可知,不同潤滑條件下剪切邊緣的微觀組織流動有著相似的規律:剪切邊緣的材料都會經歷一個極大的塑性應變,導致大量的剪切變形。隨著剪切的進行,材料應變增加,原本非取向的粗大晶粒被扭轉拉伸,變得細長,在局部剪切帶內晶粒已呈纖維組織結構形態,并與剪切方向平行。板材斷面附近區域的材料變形非常嚴重,從塌角沿著剪切邊緣向下,纖維組織結構形態越來越密集,在剪切帶與撕裂帶交界處達到最大。撕裂帶處,刀具側面與硅鋼不再接觸,纖維織構方向不再與剪切方向平行。但不同潤滑條件下組織流動程度和影響區域有較大差異,干切時板材剪切邊緣晶粒比較細小,晶粒被拉伸的數量明顯更多,說明其變化更激烈。而液體潤滑時的變形區晶粒明顯較為粗大,變形區域相對集中。且隨著潤滑劑黏度的增加,剪切邊緣晶粒的變形區域增大。

圖8 不同潤滑條件下的截面金相圖(剪切速度280 mm/s)
2.3 潤滑劑黏度對工件加工硬化的影響
為進一步研究不同潤滑條件下截面變化規律,采用HVA-1000顯微硬度計檢測了剪切截面各部分的硬度值,在Origin數據分析軟件中生成截面硬度云圖進行分析。圖8所對應的截面硬度云圖如圖9所示。由圖9可知,不同潤滑條件下材料剪切邊緣硬度分布有相似的規律:沿剪切方向,材料邊緣加工硬化的值先增大后減小;加工硬化的最大值出現在剪切邊緣上剪切帶與斷裂帶的交界處,隨著離剪切邊緣距離的增大,硬度值逐漸降低,最終接近基體硬度。但不同潤滑條件下剪切邊緣的最大硬度值及影響區域有較大的差異,無潤滑條件下邊緣最大硬度值最大,加工硬化影響區域也最大,而潤滑條件下的最大值和加工硬化影響區域均減小。
為了進一步量化不同潤滑條件下的加工硬化,分別提取出截面邊緣沿剪切方向上的硬化值、剪切帶與斷裂帶交界面處距離剪切邊緣的硬度值,如圖10所示。由圖10(a)可知:干切條件下的最大加工硬化為HV220,明顯大于潤滑條件下最大加工硬化值;潤滑條件下,總體呈現隨著潤滑劑黏度的增加,最大加工硬化值減小;5.05×10-3Pa·s時最大硬度值為HV185,比干切條件時減小14%,1.01 Pa·s時最大硬度值為HV210,比干切條件時減小5%。由圖10(b)可知:干切條件下的最加工硬區域深度為300 μm,其明顯大于潤滑條件下加工硬化區域;潤滑條件下,總體呈現隨著潤滑劑黏度的增加,加工硬化區域增大;5.05×10-3Pa·s時加工硬化區域為200 μm,比干切條件時減小33%,而隨著黏度的增加加工硬化區域逐漸趨近250 μm,比干切條件時減小13%。

圖9 不同潤滑條件下的截面加工硬化云圖(剪切速度280 mm/s)
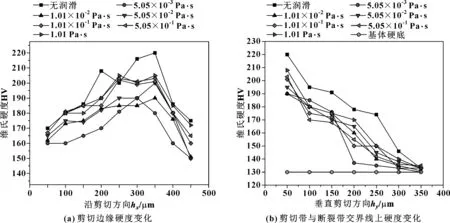
圖10 不同潤滑條件時截面加工硬化變化
上述結果表明,潤滑劑黏度影響著板材剪切的變形程度和加工硬化狀態,無潤滑條件下產生的加工硬化程度最大,潤滑劑黏度小時加工硬化程度最小;隨著潤滑劑黏度的提高加工硬化程度呈現增加趨勢。
2.4 不同潤滑劑黏度時的剪切力
為研究不同潤滑條件下剪切力的變化,采用Kistler三向測力儀檢測了剪切力,其中Y向力(板材側面正壓力)及Z向力(板材所受的剪切力)的變化如圖11所示。
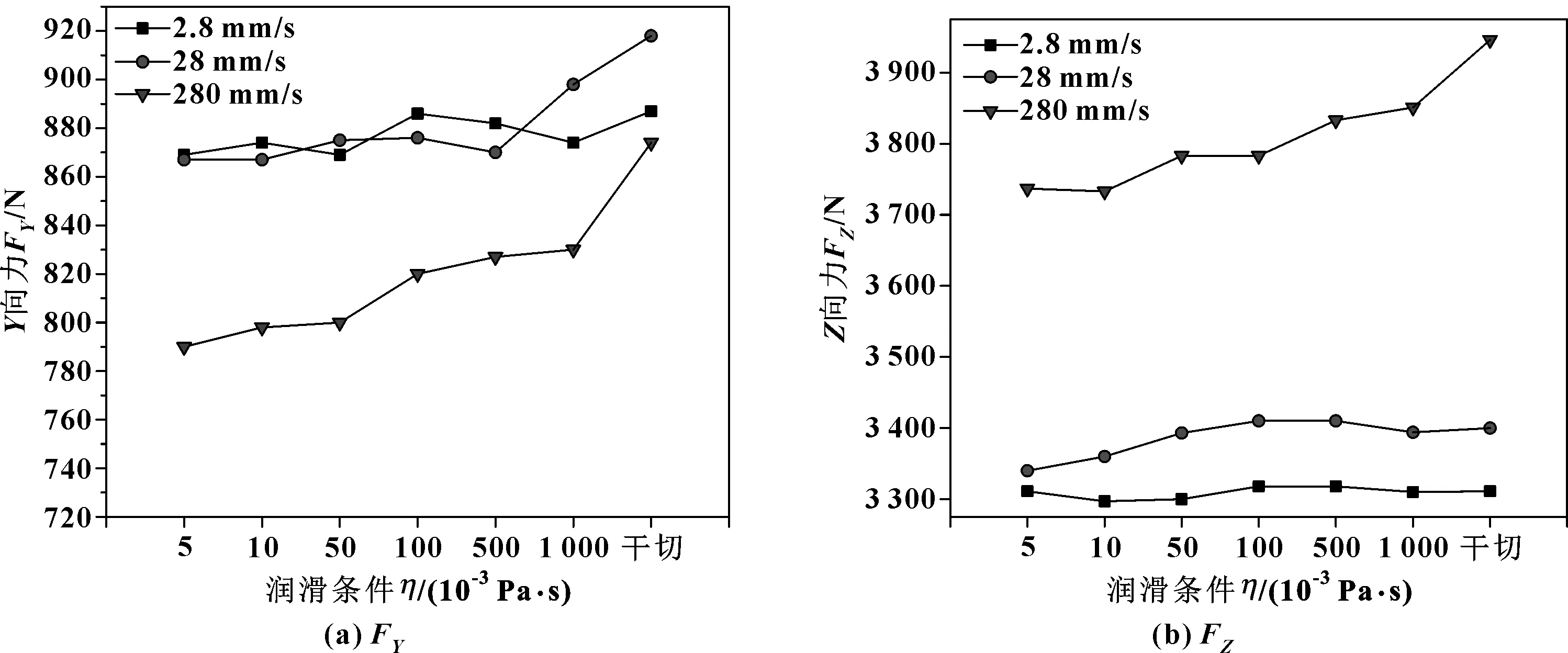
圖11 不同潤滑條件下剪切力的變化
Fig 11 The change of shear force under different lubrication conditions
由圖11(a)可知,剪切加工過程中有無潤滑,對板材側面作用力FY有著很大的影響,干切時的FY明顯大于潤滑時FY。隨著潤滑劑黏度的增大,FY均表現出整體增加的趨勢。且隨著剪切速度的增加,相同潤滑劑黏度下時的FY差異出現變化,2.8 mm/s與28 mm/s時的FY差異不大,但剪切速度為2.8 mm/s和28 mm/s時的FY大于280 mm/s時的FY,總體呈現出隨著剪切速度的增加FY減小。剪切速度為280 mm/s時干切條件下FY最大為870 N,潤滑劑黏度為5.05×10-3Pa·s時FY最小為790 N,比干切時減小9%。剪切速度為28 mm/s時干切條件下FY最大為920 N,最小為860 N,二者僅相差6%。這說明,板材側面壓力FY的大小與潤滑劑黏度、剪切速度大小及其匹配相關。從圖11(b)可知,板材剪切過程中潤滑劑黏度的不同,板材剪切力FZ出現差異,干切時FZ明顯大于潤滑狀態下的FZ。隨著潤滑劑黏度的增大,FZ均逐漸增大,且剪切速度增加,不同黏度條件下的剪切力的差異增加大。在剪切速度為28 mm/s時,干切時的FZ為3 400 N,潤滑劑黏度為5.05×10-3Pa·s時為3 340 N,兩者相差60 N;而當剪切速度為280 mm/s時,干切時FZ升高至3 950 N,潤滑劑黏度為5.05×10-3Pa·s時為3 730 N, 兩者相差220 N。這些說明,板材剪切力FZ的大小也與潤滑條件、剪切速度緊密相關。
綜合以上實驗結果可以發現,潤滑劑黏度較小時剪切力明顯減小,相應的剪切區域的組織流動區域也明顯變小,剪切帶高度也明顯變大;潤滑劑黏度的不同直接影響板材剪切過程中刀具與板材間的潤滑狀態從而影響剪切力的大小和材料變形狀態,進而影響剪切斷面組織流動和剪切質量。
3 結論
(1)剪切過程中潤滑條件的改善,硅鋼剪切斷面質量得到提高,但隨著潤滑劑黏度的上升,剪切帶高度逐漸下降,蹋角高度逐漸減小。文中實驗條件下,剪切速度為280 mm/s,二甲基硅油黏度為5.05×10-3Pa·s時,相比干剪切條件下剪切帶高度提高12%,塌角高度減少37%,毛刺高度減少12.5%。
(2)剪切過程中潤滑條件的改善,硅鋼剪切區域組織流動減少,其中潤滑劑黏度較小時,相應的剪切區域的組織流動區域也明顯變小。文中實驗條件下,剪切速度為280 mm/s,二甲基硅油黏度為5.05×10-3Pa·s時效果最佳,干剪切下最差。
(3)剪切過程中潤滑條件的改善,硅鋼剪切剪切力減小,但隨著潤滑劑黏度的上升,FY和FZ都增加。文中實驗條件下,剪切速度為280 mm/s、潤滑劑黏度為5.05×10-3Pa·s條件下FY和FZ最小,分別790 N和3 730 N,而無潤滑時分別為886 N和3 950 N。