多彩復合竹節系列紡織品的開發
2019-08-23 06:11:18陳堅
紡織報告 2019年5期
陳 堅
(如皋市丁堰紡織有限公司,江蘇如皋 226500)
1 市場及技術背景
1.1 市場背景
市場上由細紗機紡制出的竹節紗一般有4種。(1)基紗是單組份的,竹節也是該組份的,同色。(2)紗是兩組份或多組份混紡的,竹節也是該同組份的,同色。
(3)基紗是單組份的,竹節是另一組份的,但染色性能不同,一組份基紗上色,另一組份不上色,形成竹節與基紗兩個色種的竹節紗。
(4)基紗為一色種,竹節部份喂入另一色種而形成二色竹節紗或段彩紗。
1.2 技術背景
上述(1)、(2)兩類竹節紗是在細紗機上進行改造、加裝竹節紗裝置生產的,主要特點是僅喂入一根粗紗,由竹節紗裝置按竹節規律形成。(3)、(4)兩類竹節紗一般竹節紗裝置是不能生產的,要在細紗機上改造加裝竹節或段彩紗裝置,主要特點是要喂入兩根粗紗,其中一根是基紗,另一根是色紗,直接形成雙色竹節紗或段彩紗,或是與基紗具有不同染色性能的紗。經染色后,形成雙色竹節紗,細紗機的牽伸由前后兩區變為前區一區牽伸且改滑溜牽伸,后羅拉的功能變為適時按設計規律喂入竹節或段彩粗紗。[1-2]
2 多彩復合竹節系列紡織品開發研究定位
2.1 多彩復合竹節紗
多彩復合竹節紗是一根紗具有三種色彩的竹節或段彩紗,除基紗外,還要喂入兩種不同顏色的色紗,從而形成三種不同顏色的多彩復合竹節紗。由于基紗可以是多組份的,也可形成多彩多組份復合竹節紗。在此,復合是指多種顏色的復合與多纖維組份的復合。
2.2 多彩復合竹節紗裝置
多彩復合竹節紗裝置是如皋市丁堰紡織有限公司與某公司專業技術人員合作研制的。多彩復合竹節紗裝置是一項新型專利裝置,其技術核心是:(1)細紗機牽伸部分改造為四羅拉伺服傳動系統;(2)多彩復合竹節系列應用人機對話界面軟件、硬件全機智能操作系統;(3)紗架由三套粗紗系統組成。生產時,主要集中前區牽伸,兩個后區接受軟件指令按規律喂給色粗紗,同時,前區接受軟件指令執行不同的牽伸倍數而形成多彩復合竹節紗。
2.3 多彩復合竹節布
在多彩復合竹節紗的基礎上研究開發多彩復合竹節布。
3 多彩復合竹節系列紡織品設計
(1)多彩復合竹節紗:粘棉二組份紅藍白三色復合竹節紗(簡稱“粘棉三色竹節紗”)9.8 tex。
(2)多彩復合竹節布:165 cm R9.8/粘棉三色竹節紗 9.8 tex 7/1×R 9.8/粘棉三色竹節紗 9.8 tex 7/1 354/10 cm×346/10 cm 1/1 平紋。
4 多彩復合竹節紗試制
4.1 粘棉多彩復合竹節紗
4.1.1 工藝流程
玫瑰紅染色棉纖維→FA002A型抓棉機→SFA035C型混開棉機→FA025型多倉混棉機→FA36B型豪豬開棉機→A092AST型振動給棉機→A076F型成卷機→FA231A型梳棉機→FA306A型條機(頭道)→FA306A型并條機(二道)→FA458A粗紗機(→智能多功能細紗機→自動絡筒機)。
4.1.2 工藝技術措施
生產中要特別重視清梳工序,染色棉纖維易產生棉結,纖維易損傷,清花各打手速度都要適度降低,盡可能以梳代打、多梳少打;梳棉棉網要清晰,棉結不超過15粒/g,雜質不超過33粒/g;并條工序盡量消除彎鉤纖維;粗紗工序避免意外伸長,粗紗捻系數適當降低。
4.2 粘膠纖維紡粗紗
4.2.1 工藝流程
粘膠纖維 1.33 dtex×38 mm → FA002A 型抓棉機 →SFA035C型混開棉機→SFA161型棉箱給棉機→A076F型成卷機→ FA231A型梳棉機→FA306A型條機(頭道)→FA306A型并條機(二道)→FA458A粗紗機(→智能多功能細紗機→自動絡筒機)。
4.2.2 工藝技術措施
生產中,粘膠纖維為細旦纖維,纖維細度細,強度低,易斷裂損傷,易起棉結,清花工序采用短流程,以松散解為主,打手速度盡量低;梳棉工序應考慮減少纖維損傷,合理分梳理,有效清除棉結,清晰成網;刺輥速度小于700 r/min ,采用2520系列錫林針布,MCH36蓋板針布,棉結控制在2粒/g以內;并條工序盡量消除彎鉤纖維;粗紗工序避免意外伸長,粗紗定量偏小掌握,粗紗捻系數適當降低。
4.3 細紗工序
4.3.1 智能多功能細紗機專用設備
紡多彩復合竹節紗的設備是新型專用設備。生產時,兩個后區接受軟件指令按規律喂給色粗紗,前區接受軟件指令執行不同的牽伸倍數,形成多彩復合竹節紗。
4.3.2 細紗紡制要點
(1)嚴格按多彩復合竹節紗工藝輸入智能運行數據;(2)前羅拉設計速度要低,130~140 r/min;(3)基紗粗紗、色紗粗紗的定量一致;(4)單區牽伸,牽伸倍數偏小掌握;(5)紡制生產中,擋車工要勤巡回,杜絕色粗紗斷頭。
4.3.3 自動絡筒
工藝設計要點:支數、粗節清紗直徑倍數大于竹節直徑、絡紗速度偏低。在此基礎上,用上述相同的方法可以生產出多種多彩復合系列竹節紗或段彩紗、多種多彩復合系列竹節布或段彩布。
5 多彩復合竹節布試制
5.1 工藝流程
ASGA221(180)型分批整經機→ASGA365CS型雙漿槽漿紗機→G177型穿綜機→ZAX(N)噴氣織機織機→GA801型驗布機→G841型折布機→A752型打包機。
5.2 工藝技術措施
5.2.1 整經工序
整經需要做到張力均勻、排列均勻、卷繞均勻,尤其是張力均勻。張力均勻關系到織物布面紋路清晰等風格特征,可以通過精準調整張力裝置,配比的多彩復合竹節紗由于有竹節,張力圈可適當減輕,提高張力的均勻性。整經機所有紗線通道進行全面清潔并消除毛刺,以減少紗線整經過程中的強力損失和生產斷頭,并適當降低整經速度。
5.2.2 漿紗工序
(1)由于該品種經紗紗支細,又有多彩復合竹節紗的特點,要求漿紗適當增強,少被覆,保伸度,漿料配方應選擇高濃低黏漿料組方。
(2)采用淺浸漿、低溫上漿工藝,控制好分段張力,車速控制在30 m/min以內。
(3)完成后上蠟。
(4)多彩竹節紗漿紗預放兩道分層多彩竹節紗絞線,利于穿綜分色。
5.2.3 穿綜工序
該品種經紗為多彩竹復合竹節紗與黏膠本色紗按比例排配,穿綜時嚴格按照比例,防止穿錯。
5.2.4 織造工序
(1)織造上軸,經紗張力要均勻,減少斷紗,保證布面紋路清晰、均勻平整。
(2)上機張力偏小,緯紗小張力退繞,全機通道確保光潔無毛刺。
(3)適當降低布機車速,保證布面光潔、豐滿、多彩、典雅。
6 產品質量檢測及用戶意見
6.1 多彩復合竹節紗
多彩復合竹節紗檢驗依據Q/320682 RFW07—2012《粘棉多彩復合竹節紗》標準,經江蘇省紡織產品質量監督檢驗研究院檢驗,結果見表1。
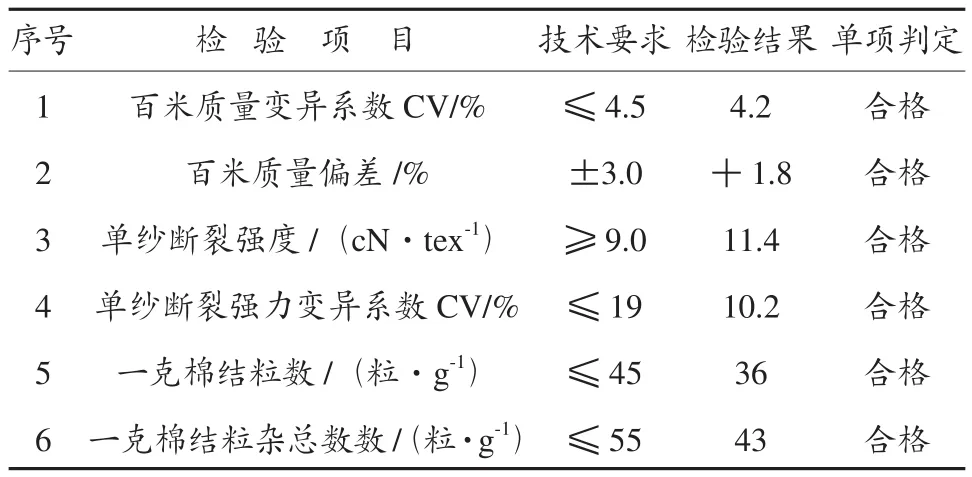
表1 江蘇省紡織產品質量監督檢驗研究院檢驗報告
樣品經檢驗,所檢項目符合Q/320682 RFW07—2012粘棉多彩復合竹節紗標準規定的一等品要求。
6.2 多彩復合竹節布
多彩復合竹節布檢驗依據參照FZ/T 13004—2006《粘膠纖維本色布》標準,經江蘇省紡織產品質量監督檢驗研究院檢驗,結果見表2。
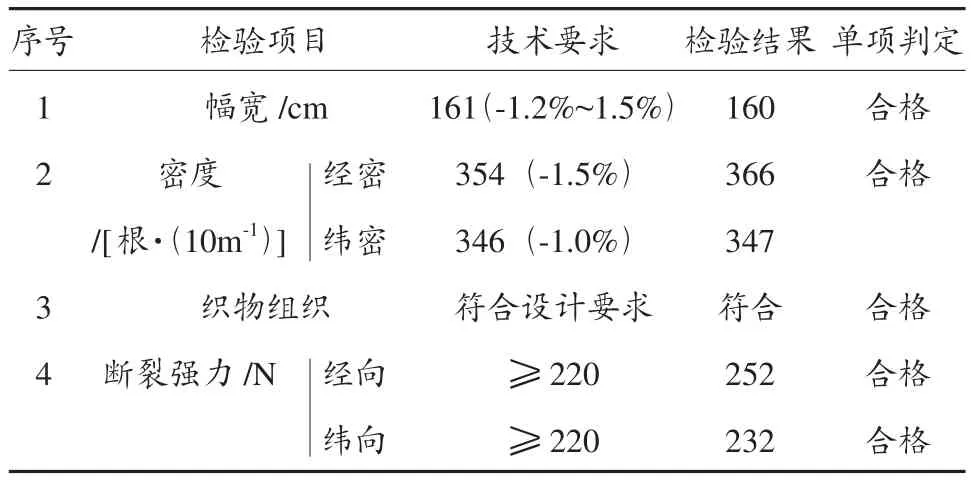
表2 江蘇省紡織產品質量監督檢驗研究院檢驗報告
樣品經檢驗,所檢項目符合FZ/T 13004—2006《粘膠纖維本色布》規定的一等品要求。檢測結果表明,本研究開發研制的多彩復合竹節紗和多彩復合竹節布產品質量符合相關質量標準要求。
6.3 用戶意見
粘棉多彩復合竹節紗布產品從源頭上解決了一根紗線上具有三種不同色彩的難題,織物布面色彩豐富,深得消費者喜愛。
7 結語
多彩復合竹節系列紡織品開發研究是一次經過充分準備的創新嘗試,具有4個方面的創新內容:(1)創新品種的系列紗線;(2)創新品種的系列面料;(3)全新的智能細紗機設備;(4)多彩復合竹節紗線面料只需纖維染色(化纖可色母粒染色),節能、環保、生態。
多彩復合竹節系列紡織品開發研究試制工作是成功的。用上述相同的方法還可以生產出更多的多彩復合系列竹節紗或段彩紗、多彩復合系列竹節布或段彩布。這將在細紗機上紡制花式紗線推向一個新階段。多彩復合竹節系列滿足了人們對新穎服飾的追求,得到了用戶的肯定。