直驅(qū)永磁風(fēng)力發(fā)電機(jī)轉(zhuǎn)子中環(huán)板焊縫仿真分析技術(shù)研究
2019-08-20 14:51:08趙震李進(jìn)澤龔天明王兆偉
風(fēng)能 2019年3期
文 | 趙震,李進(jìn)澤,龔天明,王兆偉
焊接件是風(fēng)力發(fā)電機(jī)的主要部件,其設(shè)計(jì)的可靠性直接影響著整個(gè)機(jī)組的性能,因此對(duì)風(fēng)力發(fā)電機(jī)結(jié)構(gòu)件焊接仿真分析已經(jīng)成為發(fā)電機(jī)設(shè)計(jì)的核心技術(shù)之一。
結(jié)構(gòu)件焊接過程的仿真分析主要是分析焊接結(jié)構(gòu)的溫度場、應(yīng)力應(yīng)變等。研究表明,在結(jié)構(gòu)件的實(shí)際生產(chǎn)中,焊接過程中所產(chǎn)生的變形和殘余應(yīng)力的影響往往很大。結(jié)構(gòu)件焊接過程是個(gè)復(fù)雜的傳熱過程,隨著熱源的移動(dòng),整個(gè)焊件的溫度隨時(shí)間和空間急劇變化,材料熱物理性能也隨溫度劇烈變化,同時(shí)還存在熔化和相變時(shí)的潛熱現(xiàn)象,這給焊接過程仿真分析帶來非常大的困難。由于高度非線性及計(jì)算量太大等因素,結(jié)構(gòu)件焊接過程的仿真在建模、熱源處理等方面都有待特殊處理。
本文使用試驗(yàn)和仿真對(duì)比的方式對(duì)單道焊的熱源模型參數(shù)進(jìn)行修正,再將修正的熱源模型參數(shù)應(yīng)用于多層多道焊的仿真分析中,并與試驗(yàn)測試數(shù)據(jù)進(jìn)行對(duì)比,為其在直驅(qū)永磁風(fēng)力發(fā)電機(jī)結(jié)構(gòu)件焊接仿真分析中的應(yīng)用提供參考依據(jù)。
焊接有限元簡介
一、焊接熱彈塑性有限元理論
(一)應(yīng)力應(yīng)變關(guān)系
1.材料處于彈性狀態(tài)
當(dāng)材料處于彈性狀態(tài)時(shí),其全應(yīng)變的增量可表示為式(1):

式中,{dε}e為彈性應(yīng)變?cè)隽浚粄dε}T為熱應(yīng)變?cè)隽俊.?dāng)出現(xiàn)應(yīng)力狀態(tài){σ}時(shí),彈性矩陣[D]隨溫度變化,由彈性矩陣與彈性模量E和泊松比μ的關(guān)系式可得:

又有{dε}T為{α0T},其中α0為初始溫度的線性膨脹系數(shù)的增量微分,推導(dǎo)可得:

線性膨脹系數(shù)α是隨著溫度變化的,其數(shù)學(xué)表達(dá)式為:

將式(2)、(3)代入式(1)可以得出下面公式:
將式(6)、(7)代入式(5)可得:

2.材料處于塑性狀態(tài)
當(dāng)材料處于塑性狀態(tài),假設(shè)材料屈服函數(shù)為f{σx,σy,…},在溫度T、應(yīng)變指數(shù)K等條件下達(dá)到f0{σs,T,K}時(shí),材料就開始屈服,即:

如果將式(9)寫成微分形式,可以推出:

當(dāng)材料處于塑形狀態(tài)時(shí)全應(yīng)變?cè)隽靠梢苑纸鉃椋?/p>

式中,{dε}p為塑性應(yīng)變的增量,根據(jù)塑性流動(dòng)法則可以得到:

聯(lián)立式(10)、(11)、(12)可得:

聯(lián)立式(15)、(16)、(17)可以推出:

(二)應(yīng)力場計(jì)算的平衡方程
在進(jìn)行應(yīng)力場計(jì)算的過程中,平衡方程為:

對(duì)于多個(gè)結(jié)構(gòu)單元中任意一個(gè)單元均有:

式(20)中,{dF}e為任一單元節(jié)點(diǎn)上所受的力增量;{dR}e為溫度引起的單元初應(yīng)變等效的節(jié)點(diǎn)增量;{dδ}e為任一節(jié)點(diǎn)位移增量; Ke為單元的剛度矩陣。

式(21)、(22)中,[B]為相關(guān)單元中應(yīng)變向量與節(jié)點(diǎn)位移向量的矩陣。
單元位于彈性區(qū)時(shí),[D]=[D]e、{C}={C}e;單元位于塑性區(qū)時(shí),[D]=[D]ep、{C}={C}ep。
分別將[D]e、{C}e代替式(21)、(22)中的[D]、{C},形成單元?jiǎng)偠染仃嚭偷刃Ч?jié)點(diǎn)載荷,然后綜合總剛度矩陣[K]和總載荷向量{dF},求得整個(gè)焊接構(gòu)件的平衡方程組:
考慮到通常焊接過程中焊接構(gòu)件不受外力作用,每個(gè)單元均處于平衡狀態(tài),則可取:
二、熱彈塑性分析的假定條件
焊接熱彈塑性分析計(jì)算是典型的非線性分析,涉及材料非線性、幾何非線性、狀態(tài)非線性,為了準(zhǔn)確模擬焊接的熱應(yīng)力應(yīng)變過程,通常在計(jì)算時(shí)將多種非線性計(jì)算簡化成材料的瞬態(tài)非線性。
熱彈塑性分析主要有如下假設(shè):
(1)材料屈服行為服從Von -Mises屈服準(zhǔn)則;
(2)存在于塑性區(qū)的材料服從強(qiáng)化準(zhǔn)則和塑性流動(dòng)準(zhǔn)則;
(3)塑性與彈性應(yīng)變隨溫度變化;
(4)在很短的時(shí)間內(nèi)力學(xué)特性、應(yīng)力應(yīng)變與溫度為線性關(guān)系。
三、熱源模型
在使用焊接熱彈塑性法進(jìn)行有限元求解時(shí),不同焊接方法、焊接工藝對(duì)應(yīng)不同熱源形態(tài)。在焊接過程中,常見的熱源種類有電弧熱、火焰、電阻熱、摩擦熱、高能電子束熱、激光熱源等等。為了對(duì)不同的熱源種類進(jìn)行數(shù)學(xué)描述,人們建立了不同的熱源模型,本文使用的熱源模型為雙橢球熱源模型。
雙橢球熱源一般用于對(duì)常規(guī)的手工電弧焊、TIB、MAG等進(jìn)行模擬,也是目前使用最多的一種熱源模式。
由圖1可知,雙橢球熱源模型由兩個(gè)半橢球體構(gòu)成,熱源的橢球體被分為兩部分分別對(duì)熱源前半部分和后半部分進(jìn)行模擬,前后兩個(gè)半橢球體的尺寸不一樣,因?yàn)閷?shí)際焊接熱源的前段熱源密度更大。
雙橢球熱源模型的表達(dá)式如下:
式中,η為電弧熱效率;U為電弧電壓(V);I為焊接電流(A);qf和qr為熔池前后兩部分的熱輸入密度(W/mm3),af、ar、b、c 為高斯參數(shù)。
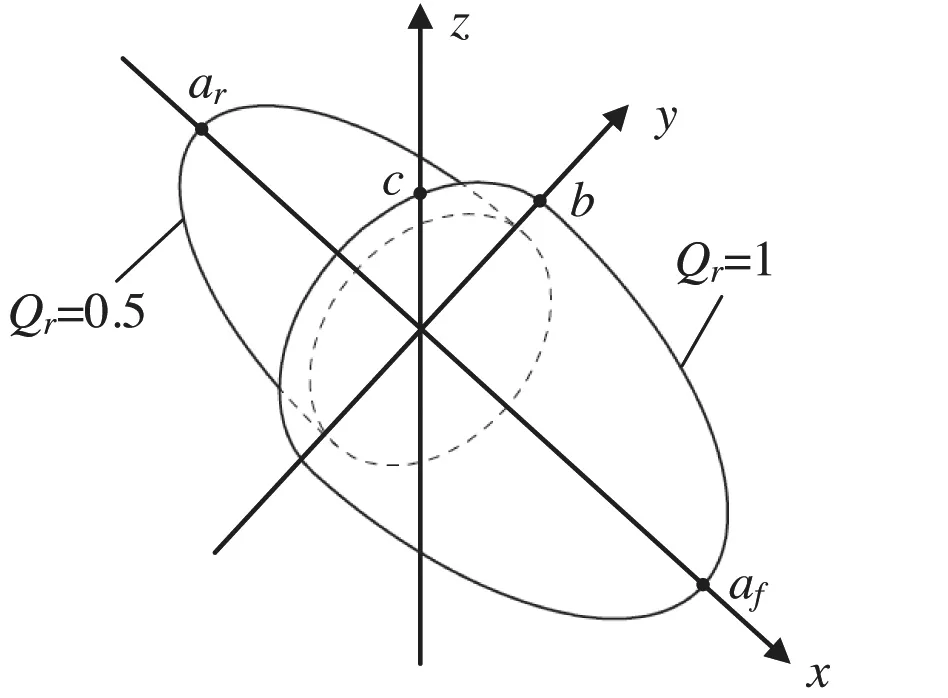
圖1 雙橢球熱源模型
發(fā)電機(jī)焊縫結(jié)構(gòu)及簡化
風(fēng)力發(fā)電機(jī)結(jié)構(gòu)件在生產(chǎn)過程中有各種形式的焊縫,每條焊縫在整個(gè)發(fā)電機(jī)結(jié)構(gòu)中根據(jù)不同位置承受著不同的載荷。其中直驅(qū)永磁風(fēng)力發(fā)電機(jī)轉(zhuǎn)子支架承受著來自輪轂的風(fēng)載、發(fā)電機(jī)的電磁轉(zhuǎn)矩以及各種其他沖擊載荷,而轉(zhuǎn)子中環(huán)板作為聯(lián)結(jié)輪轂和轉(zhuǎn)子磁軛的焊接件,對(duì)其焊縫焊接質(zhì)量的要求相當(dāng)高,因此本文選擇的研究對(duì)象是直驅(qū)永磁風(fēng)力發(fā)電機(jī)轉(zhuǎn)子支架中環(huán)板上的焊縫。直驅(qū)永磁風(fēng)力發(fā)電機(jī)轉(zhuǎn)子中環(huán)板在風(fēng)電機(jī)組的位置如圖2所示。
某型號(hào)風(fēng)力發(fā)電機(jī)轉(zhuǎn)子支架中環(huán)板上焊縫為t=40 mm的X型坡口,具體焊縫坡口和焊接順序如圖3所示。
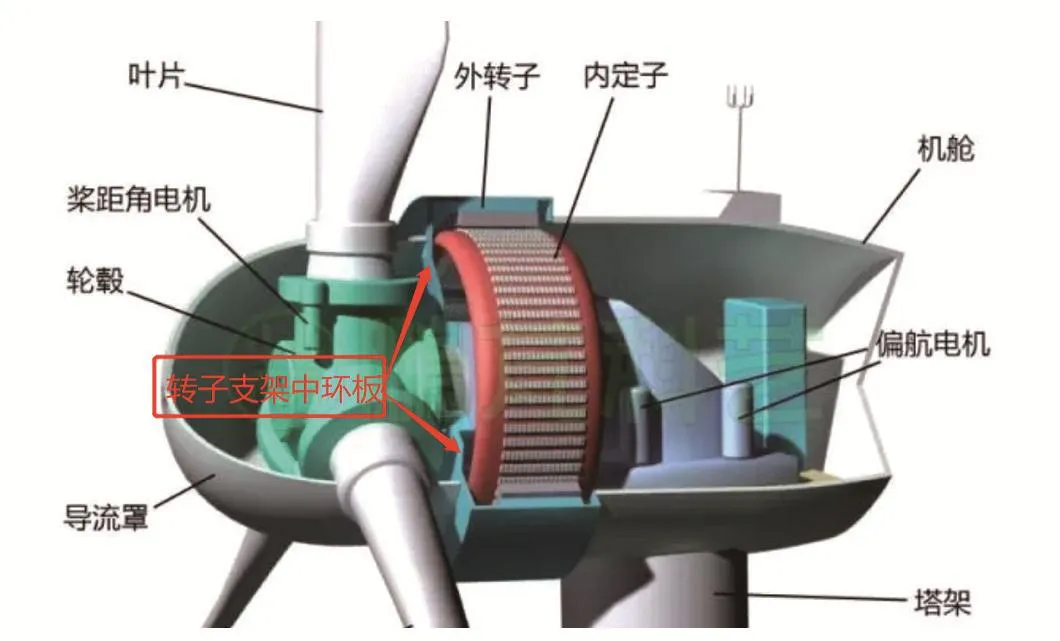
圖2 轉(zhuǎn)子支架中環(huán)板位置
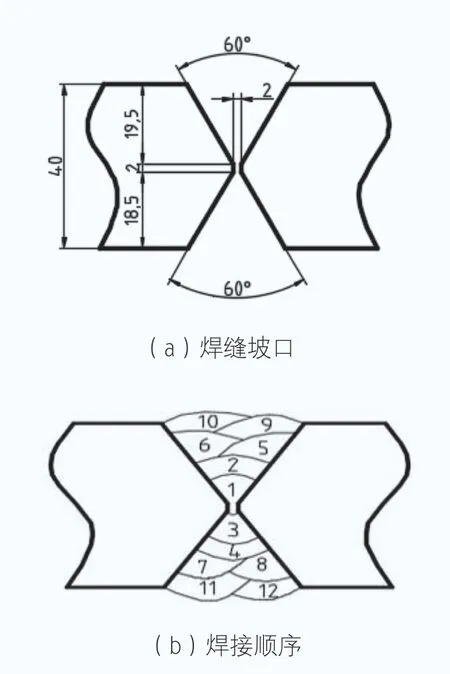
圖3 中法蘭焊縫
本文將中環(huán)板焊縫簡化成兩個(gè)40mm厚Q345D鋼板的對(duì)接焊,坡口形式如圖3(a)所示,焊接順序如圖3(b)所示。為了保證仿真分析模型參數(shù)的準(zhǔn)確性,首先選用5mm厚的鋼板進(jìn)行單層單道焊接,并記錄焊接參數(shù),隨后與仿真分析結(jié)果對(duì)比來修正仿真參數(shù);其次是對(duì)40mm厚Q345D鋼板進(jìn)行焊接,并記錄參數(shù),隨后與仿真分析結(jié)果對(duì)比來確保模型的有效性。
單層單道焊測試與仿真分析
一、單層單道焊測試
單層單道焊接采用2塊(5×150×300)mm Q345D標(biāo)準(zhǔn)工藝評(píng)定試板,坡口角度為30°無鈍邊,環(huán)境溫度為30℃。焊接方法采取電弧焊,焊接電流為180A,電壓18V,焊接速度4.5mm/s。焊接前在坡口邊緣10mm、20mm、30mm、40mm處分別焊接熱電偶側(cè)熱循環(huán)。試驗(yàn)過程如圖4所示。

圖4 單層單道焊熱循環(huán)采集試驗(yàn)
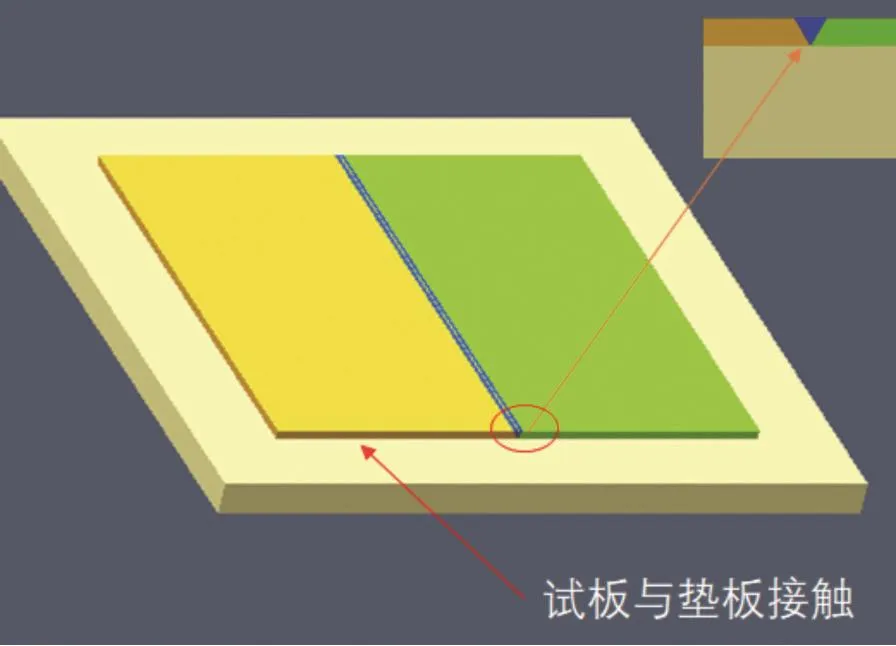
圖5 單層單道焊接模型
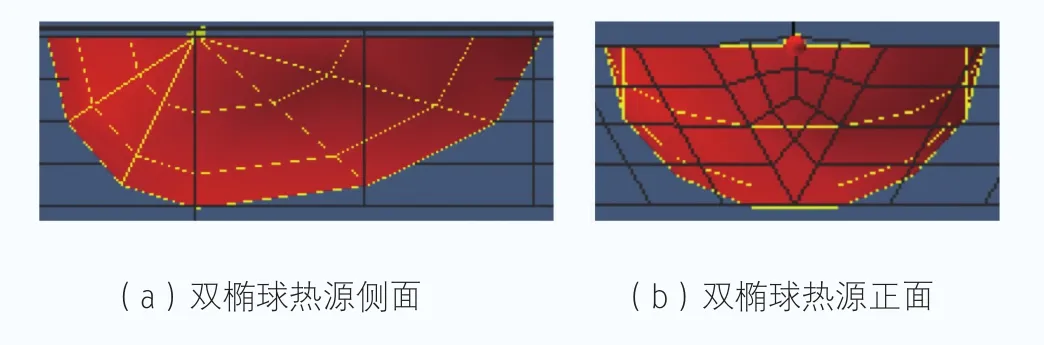
圖6 雙橢球熱源模型

表1 比熱容

表2 熱導(dǎo)率

表3 彈性模量

表4 屈服強(qiáng)度
二、單層單道焊仿真分析
(一)有限元模型
支撐墊板的尺寸為20mm×400mm×400mm,焊接試板尺寸為5mm×150mm×300mm,焊縫區(qū)域網(wǎng)格尺寸為1mm,其試板與空氣的對(duì)流換熱系數(shù)為40W/(m2·K),自由狀態(tài)下試板與墊板的接觸換熱系數(shù)為30W/(m2·K),系統(tǒng)的輻射對(duì)流系數(shù)為0.6。單層單道焊有限元模型如圖5所示,熱源模型如圖6所示。
(二)材料的部分物理參數(shù)
材料設(shè)置參數(shù)如表1-表4所示。
三、單層單道焊測試與仿真結(jié)果對(duì)比
在溫度、應(yīng)變、應(yīng)力等多維度下對(duì)單層單道焊測試與仿真分析數(shù)據(jù)進(jìn)行對(duì)比,最終將雙橢球熱源模型的熔寬優(yōu)化為12mm,熔深優(yōu)化為5.2mm,熔池前長優(yōu)化為4.5mm,熔池后長優(yōu)化為10.5mm。其優(yōu)化結(jié)果與相關(guān)焊接論文數(shù)據(jù)對(duì)比如表5所示。
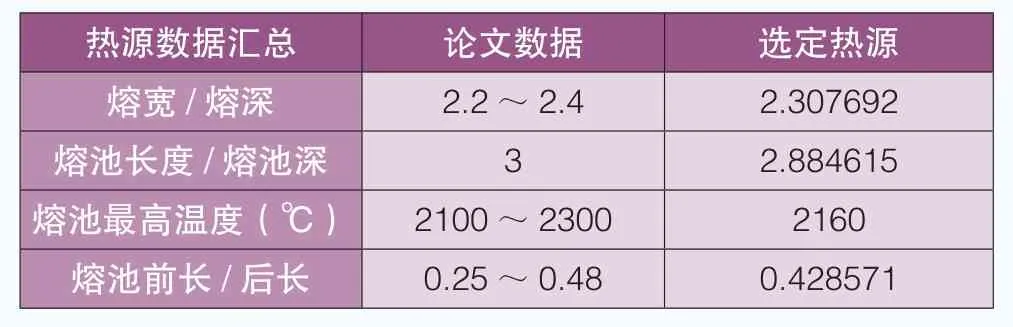
表5 熱源選擇與相關(guān)論文數(shù)據(jù)對(duì)比
多層多道焊測試與仿真分析
一、多層多道焊測試
以圖7為焊接接頭型式,將t=40 mm的X型坡口Q345D鋼板對(duì)接接頭作為試驗(yàn)研究對(duì)象,參照指定的焊接工藝規(guī)程,選擇自動(dòng)化焊接系統(tǒng),完成雙面的多層多道焊(共12道)。焊接過程實(shí)時(shí)檢測溫度變化,形成熱循環(huán)曲線;試板焊接前采用X射線衍射法檢測其內(nèi)部應(yīng)力,并在第4道焊接后、第8道焊接后、第12道焊接后以及退火后對(duì)試板指定位置分別采用X射線衍射法和盲孔法兩種方法進(jìn)行殘余應(yīng)力檢測,同時(shí)檢測焊接殘余變形。

圖7 焊接接頭實(shí)時(shí)溫度采集系統(tǒng)
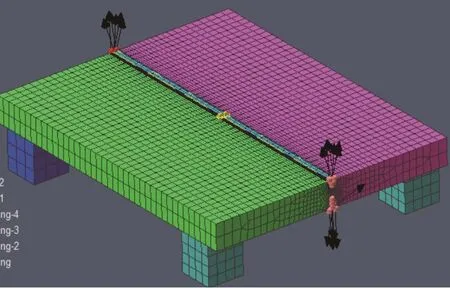
圖8 多層多道焊接模型建立
采用熱電偶對(duì)多層多道焊過程溫度進(jìn)行檢測,熱電偶一端布置在測點(diǎn)位置,另一端連接8通道的TYZX01-8型溫度采集系統(tǒng)。采集系統(tǒng)通過連接到電腦的數(shù)據(jù)線,向?qū)?yīng)的軟件客戶端TYZX01-8型溫度采集系統(tǒng)輸出對(duì)應(yīng)點(diǎn)連續(xù)變化的溫度數(shù)值,形成溫度曲線,實(shí)時(shí)檢測試板焊前、焊中及焊后的溫度變化(圖7)。選用PROTO MGF.LTD公司生產(chǎn)的型號(hào)為iXRD-MG40P-FS#2的X射線應(yīng)力測定儀和盲孔法對(duì)焊接過程殘余應(yīng)力進(jìn)行檢測。
二、多層多道焊仿真分析
(一)有限元模型
為了保證模擬的計(jì)算精度和計(jì)算效率,在網(wǎng)格處理的過程中采用了漸變網(wǎng)格的處理方法,焊縫區(qū)采用較小的網(wǎng)格尺寸,隨著與焊縫距離的增加,逐漸增加網(wǎng)格尺寸。有限元模型如圖8所示。
為了確保仿真分析的準(zhǔn)確性,本文通過宏觀金相建立每層每道焊有限元模型,過程如圖9所示。
(二)仿真分析結(jié)果
通過修正的參數(shù)進(jìn)行多層多道焊仿真分析,其中第12道焊的溫度和冷卻后的溫度如圖10所示。第12道多層多道焊后的橫向焊接殘余變形結(jié)果如圖11所示。第12道焊后的縱向焊接殘余應(yīng)力計(jì)算結(jié)果如圖12所示。
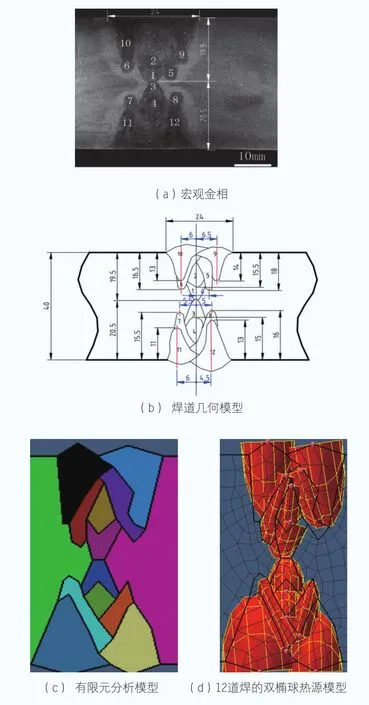
圖9 通過宏觀金相建立每層每道焊過程
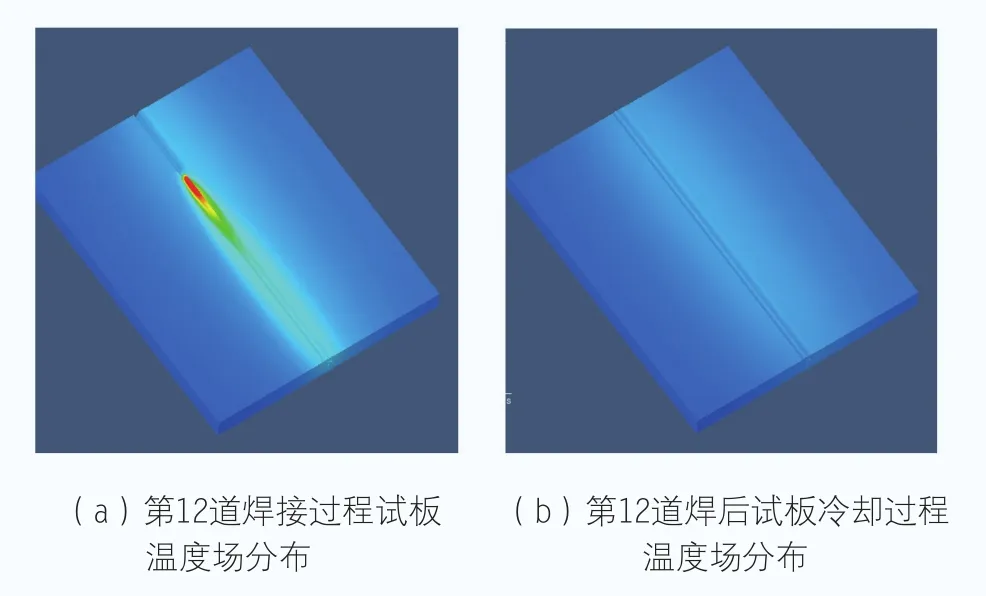
圖10 第12道焊溫度分布
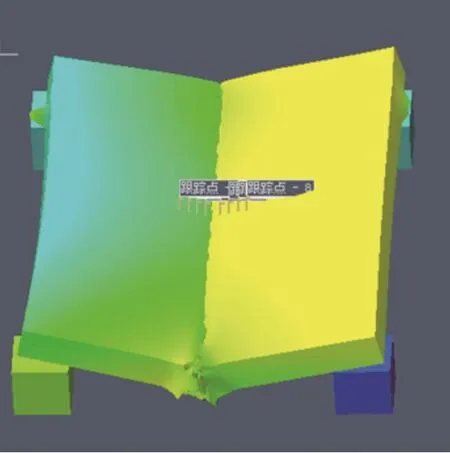
圖11 第12道焊完之后的橫向收縮云圖(20X)
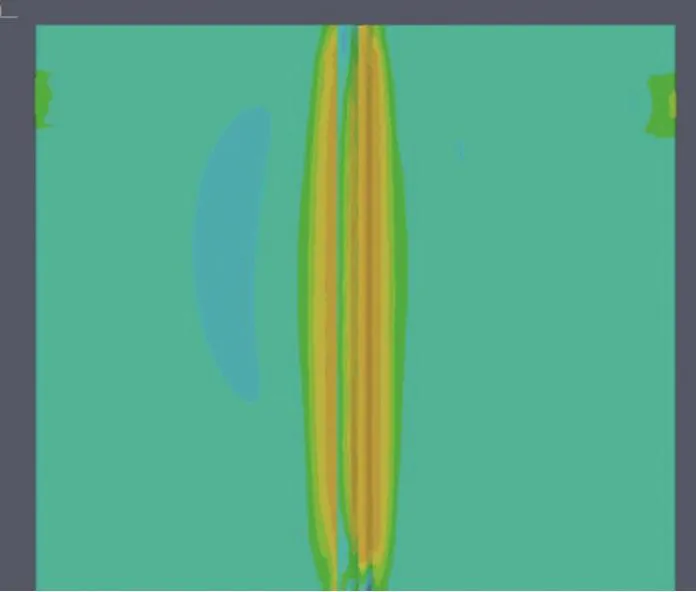
圖12 第12道焊后的縱向殘余應(yīng)力云圖
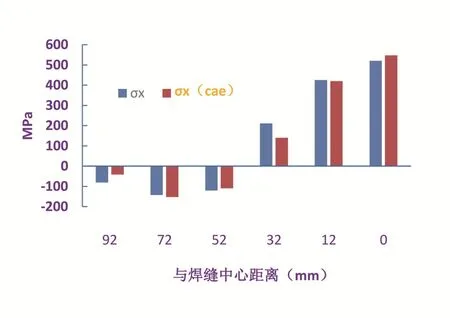
圖13 第12道焊后的縱向殘余應(yīng)力計(jì)算值與測試值對(duì)比
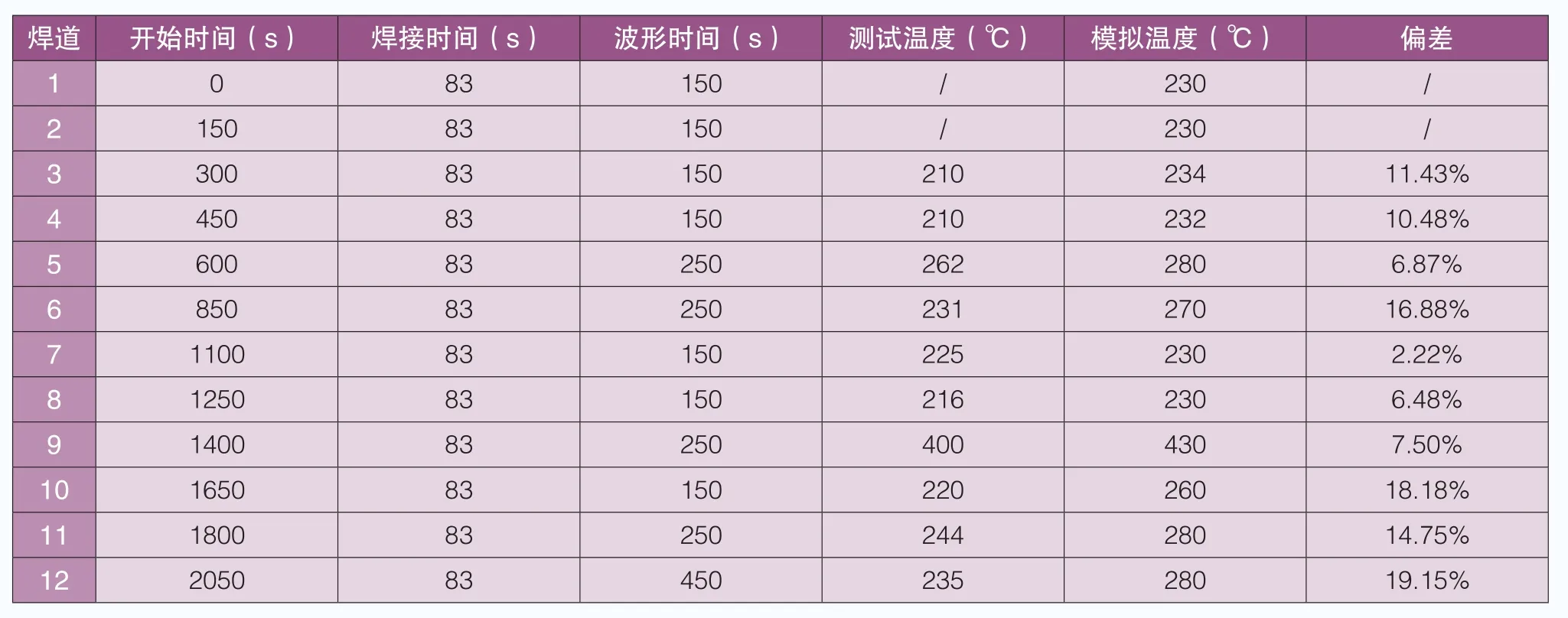
表6 溫度場計(jì)算與測試結(jié)果誤差比較

表7 計(jì)算與測試應(yīng)變結(jié)果的對(duì)比(mm)
三、仿真與測試結(jié)果對(duì)比
溫度場仿真分析與測試結(jié)果對(duì)比如表6所示。
溫度場求解正確與否直接影響到殘余應(yīng)力和變形結(jié)果,因此在溫度場的求解上必須保證準(zhǔn)確性,如表6所示,3至12道焊的誤差均低于20%,溫度場的準(zhǔn)確性有效保證了熱-結(jié)構(gòu)耦合計(jì)算的準(zhǔn)確性。
變形仿真分析與測試結(jié)果如表7所示。
b1、b2、b3測試點(diǎn)沿著焊縫分布,b2為焊縫中間處,b1為焊縫開始處,b3為焊縫結(jié)尾處。由焊后變形云圖可知,焊縫沿著焊縫上表面翹曲,焊縫收縮隨著焊接道數(shù)的增加而增加。對(duì)比實(shí)測值與仿真值發(fā)現(xiàn),兩者誤差在20%以內(nèi),說明仿真分析模型計(jì)算結(jié)果是比較可靠的。
第12道焊仿真殘余應(yīng)力與測試殘余應(yīng)力對(duì)比如圖13所示。由圖13可以看出,修正有限元模型參數(shù)后,40mm厚鋼板多層多道焊仿真分析與試驗(yàn)實(shí)測參數(shù)基本一致,誤差沒有超過20%,說明仿真參數(shù)和仿真分析模型有較高的可信度。
結(jié)論
本文使用有限元仿真分析與試驗(yàn)測試數(shù)據(jù)相結(jié)合的方法對(duì)直驅(qū)永磁風(fēng)力發(fā)電機(jī)轉(zhuǎn)子中環(huán)板焊縫仿真分析技術(shù)進(jìn)行了研究。首先對(duì)5mm鋼板進(jìn)行單層單道焊仿真,并對(duì)仿真模型參數(shù)進(jìn)行修正,然后將模型參數(shù)應(yīng)用于40mm厚鋼板的多層多道焊,再將仿真分析的溫度、應(yīng)力和應(yīng)變與試驗(yàn)實(shí)測的數(shù)據(jù)進(jìn)行對(duì)比,其中溫度場、殘余應(yīng)力及變形的誤差均不超過20%。證明了有限元方法的合理性及熱-力邊界條件的準(zhǔn)確性,也證明了使用本計(jì)算模型對(duì)直驅(qū)永磁風(fēng)力發(fā)電機(jī)轉(zhuǎn)子中環(huán)板焊縫進(jìn)行仿真的可行性。使用此模型在輸入相應(yīng)的材料模型、焊接工藝參數(shù)及熱-力邊界條件后,可以得到準(zhǔn)確的焊接結(jié)構(gòu)的殘余應(yīng)力、組織及變形的數(shù)據(jù)。基于溫度場和材料數(shù)據(jù),本模型還可以預(yù)測近縫區(qū)的組織、硬度等性能。目前本模型誤差還較大,需要對(duì)模型參數(shù)作進(jìn)一步的優(yōu)化設(shè)計(jì)。

猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
大電機(jī)技術(shù)(2017年3期)2017-06-05 09:36:02
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
軍事文摘(2016年16期)2016-09-13 06:15:49
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)械工程師(2015年10期)2015-02-02 01:14:03
電力工程技術(shù)(2014年1期)2014-03-20 14:19:06
機(jī)電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18