CCS-B船用薄板埋弧焊接工藝
2019-08-20 09:41:16傅鎖林貢澤斌
江蘇船舶 2019年3期
傅鎖林,貢澤斌
(1. 江蘇省鎮江船廠(集團)有限公司,江蘇 鎮江212000;2.江蘇科技大學 材料科學與工程學院,江蘇 鎮江 212003)
0 引言
薄板的焊接變形是影響船舶質量的主要因素,對船體構件的力學性能、船體美觀以及船舶制造的控制精度有很大的影響[1]。
船用薄板焊接通常采用手工電弧焊或手工CO2氣體保護焊等工藝進行焊接,但會出現焊接變形大、接頭成形較差的問題。采用細絲埋弧自動焊可降低熱輸入量[1],控制變形,有效提高生產效率。
本文以細絲埋弧自動焊接CCS-B船用薄板作為研究對象,首先在薄板接頭處適當給予反變形,并用典型焊接工藝參數進行焊接試驗;然后分析工藝參數對焊接接頭組織[2]、性能的影響規律,得到最優參數,以達到工藝優化的目的。
1 研究方法
1.1 試驗材料
試驗用母材為CCS-B板船用低合金高強鋼[2],其化學成分見表1。試驗用焊材為Ф2 mm的H08A焊絲和HJ431焊劑,焊接設備為Z07-630IGBT埋弧焊機。試板尺寸為:1 000 mm×200 mm×5 mm。
1.2 試驗設計
研究過程中需要將兩塊試板進行拼接。為了比較各焊接點的變形程度,需要測量每個焊接點的變形量。焊接前測量、正面焊后測量、背面焊后測量共計3次[6]。
表1CCS-B的化學成分(質量分數)%
(1)測量時將各板進行固定焊,試板間隔擺放長20 mm,間距50 mm。在焊接前測量焊接變形量,取試板橫向A1—A4、B1—B4,縱向C1—C4、D1—D4,共計16個點[6]。測量圖位置見圖1。
(2)在拼板組裝后焊接試板。由于埋弧焊工藝需對拼板正反面各1次焊接,因此需對每次焊接后的測量值記錄。試板焊前各點測量數據見表2。
正面焊接采用埋弧焊工藝,正面焊接參數見表3。焊接結束后再對拼板進行測量,測量各點的變形量,變形量數據見表4。
冷卻后對拼板進行背面焊接,背面焊接工藝參數見表5。
背面焊接結束后對拼板各點進行測量,變形量數據見表6。
表2 焊接前各點測量數據mm
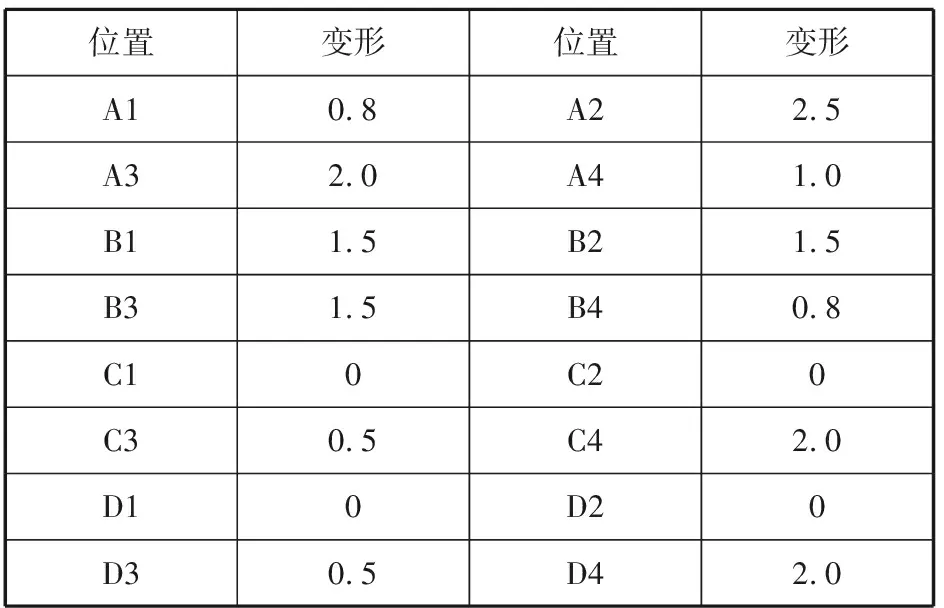
位置變形位置變形A10.8A22.5A32.0A41.0B11.5B21.5B31.5B40.8C10C20C30.5C42.0D10D20D30.5D42.0

表3 正面焊接參數
表4 正面焊接后各點測量數據mm
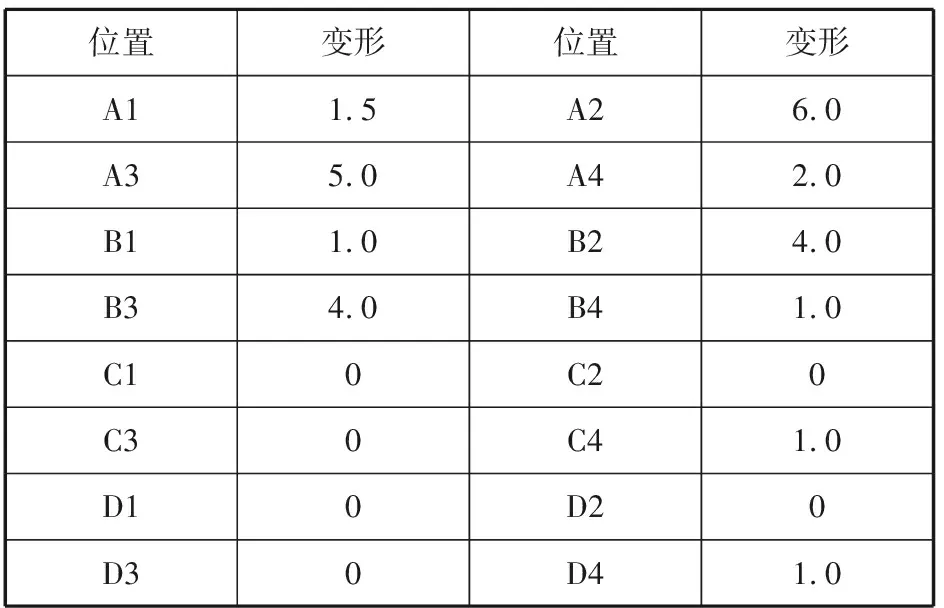
位置變形位置變形A11.5A26.0A35.0A42.0B11.0B24.0B34.0B41.0C10C20C30C41.0D10D20D30D41.0

表5 背面焊接參數
表 6 背面焊后各點測量數據mm
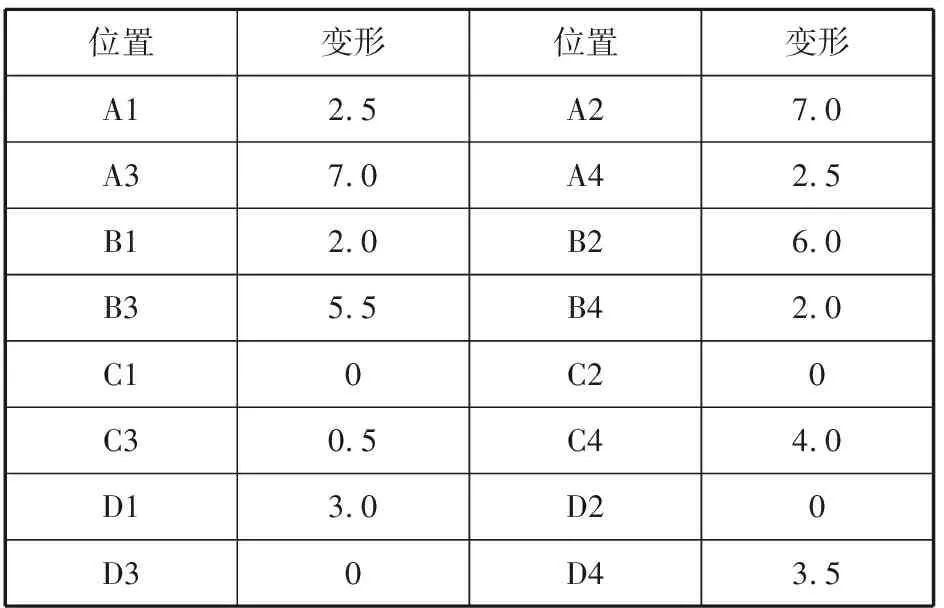
位置變形位置變形A12.5A27.0A37.0A42.5B12.0B26.0B35.5B42.0C10C20C30.5C44.0D13.0D20D30D43.5
焊接操作完成后,首先對焊縫表面裂紋和拼板角變形進行檢驗,然后對焊縫進行射線探傷檢驗(RT)。
(1)焊縫表面裂紋檢驗。測得正面焊縫測量表面焊縫熔寬10 mm,余高1 mm,背面焊縫測量表面焊縫熔寬11 mm,余高2 mm。焊縫表面未出現裂紋、未熔合、氣孔、夾渣、咬邊、未焊透、凹坑等現象[6]。從拼板的角變形量檢測中測得拼板角變形量小于1°,故外觀檢驗合格。
(2)對焊縫進行射線探傷檢驗(RT)。參照NB/T 47013—2015 承壓設備無損檢測、《材料與焊接規范》(2018)標準對焊件進行無損檢測,無損檢驗結果見圖2。從圖中進行直觀分析,并未發現RT圖中有直觀的裂紋與缺陷,在RT報告中也未發現有缺陷。其中,RT攝片4張,均為一級片合格。
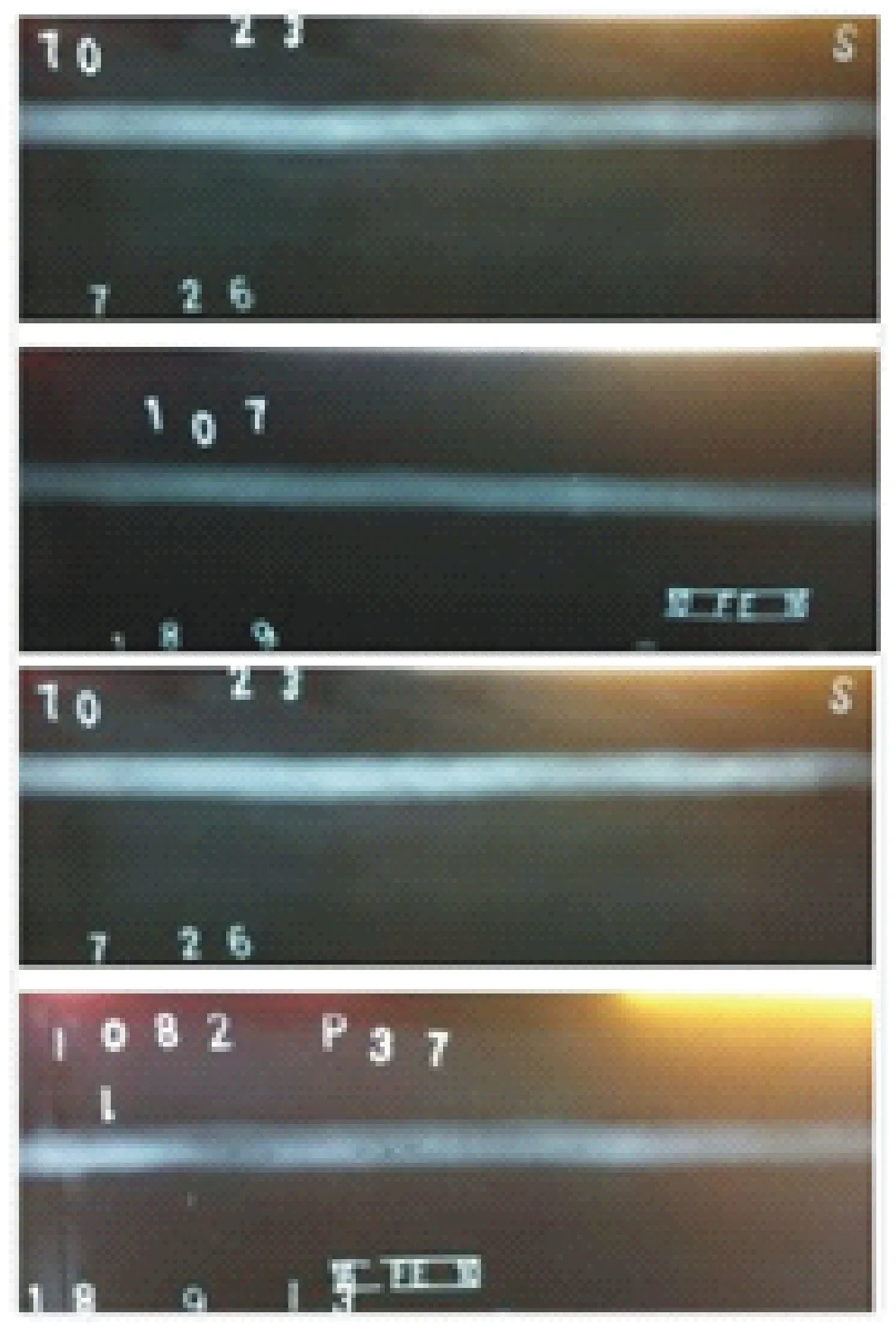
圖2 RT檢驗圖
1.3 性能檢測
根據《材料與焊接規范》(2018)、《船舶焊接檢驗指南》(2017),對取樣的拼接板進行拉伸、彎曲、宏觀斷面、硬度四項測驗。拉伸數據見表7。表中拉伸數據均大于CCS-B船用板質保書中板材拉伸數據最小值,結果合格。
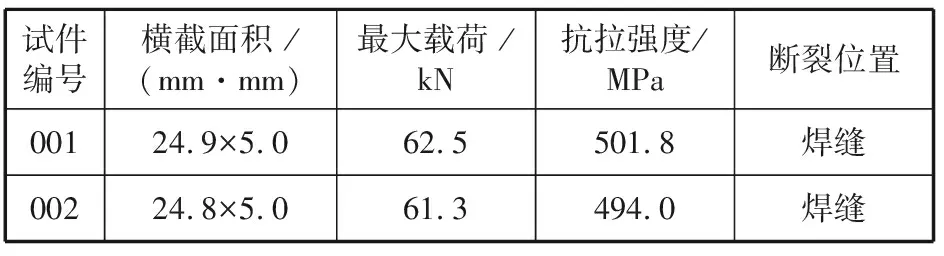
表7 理化性能試驗數據(拉伸)
彎曲測驗中,取試驗尺寸為5 mm×30 mm×220 mm,彎曲結果均為合格,符合標準。宏觀斷面口從圖3中看,焊縫熔敷金屬、融合線、熱影響區顯示清楚、焊縫無明顯或過分補強情況,也無未焊滿、無氣孔、無夾渣、無裂紋、無未焊透等缺陷,宏觀斷面合格[7]。
最后對焊接接頭進行硬度測試。在試樣上選取測試位置,選取點位置見圖4。其硬度試驗結果見表8。
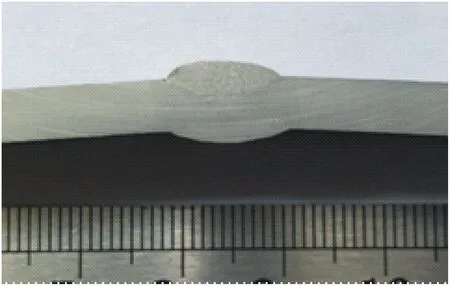
圖3 焊接接頭宏觀斷面
根據《材料與焊接規范》(2018)、《船舶焊接檢驗指南》(2017)對焊接接頭各個區域進行硬度檢驗。在焊縫熔合線(30—33)、熱影響區(5—8、15—18)、母材(39—42)3個區域各取至少測3個點[5],以達到在焊接接頭中測得點間數值互不干擾。
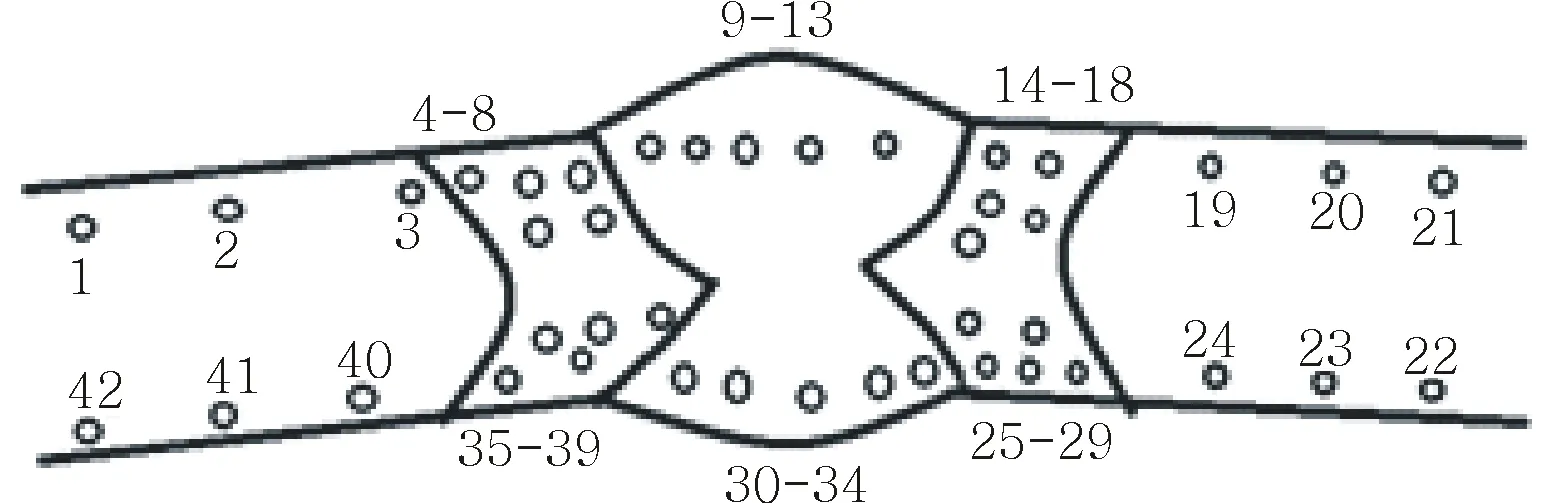
圖4 試樣位置選取點
表8 硬度試驗結果HV
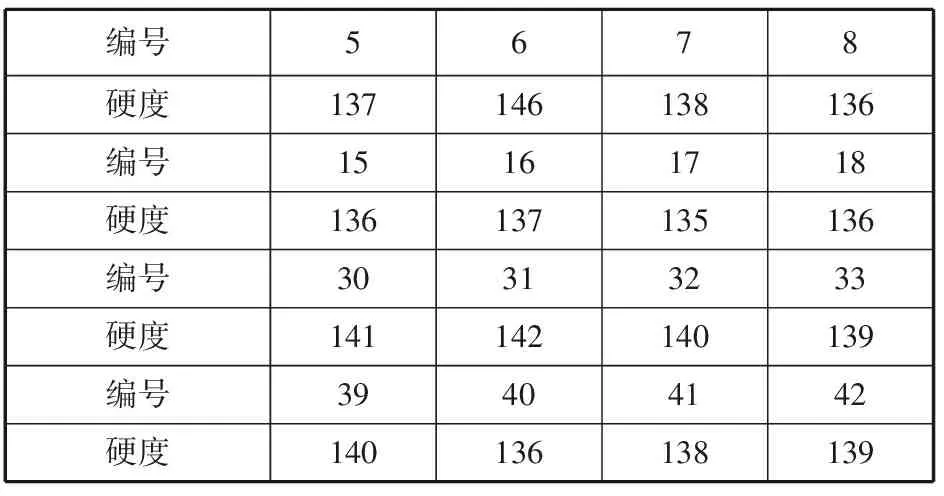
編號5678硬度137146138136編號15161718硬度136137135136編號30313233硬度141142140139編號39404142硬度140136138139
2 實驗結果及分析
通過對焊縫焊前、正面、反面的焊接變形量測量可以得出:正面焊接后,橫向A2、A3、B2、B3點變形量為2.5~3.0 mm;反面焊接后,橫向A2、A3、B2、B3點變形量較焊前測量比較變形量為4.0~5.0 mm;正面與背面比較為1.5~2.0 mm。根據結果由此分析,背面焊接后A2、A3、B2、B3點變形為橫向持續內凹,因此在拼板前橫向要放1.0~2.0 mm反變形量,在背面焊接后拼縫將通過焊接收縮變形基本持平。
焊接試樣表面宏觀質量及無損檢測結果表明:焊接試樣表面無未焊滿、氣孔、夾渣、裂紋、未焊透等缺陷。焊接接頭的力學性能試驗結果表明:焊接接頭的硬度分布符合規范要求,即通過焊材的合理選用可以保證焊接接頭的硬度要求。
3 實驗結論
(1)試板焊接前橫向應放1.0~2.0 mm反變形量,反面焊接后拼縫通過焊接收縮控制變形。
(2)通過焊材的合理選用可以保證焊接接頭的硬度分布符合規范要求。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
