冷軋成品軋制表面白道缺陷的原因及改善措施
2019-08-12 01:37:46馮翠蘭
有色金屬加工 2019年4期
關鍵詞:變形
馮翠蘭,王 巖
(青海瑞合鋁箔有限公司,青海 西寧 810007)
純鋁板帶因變形抗力較低,在冷軋生產過程中產品板形較難控制。特別是深沖料,在成品軋制前需進行退火工藝至O態(tài),造成成品軋制力在冷軋機下極限范圍內,更難以控制板形。青海瑞合鋁箔有限公司鋁加工分公司長期為我公司供應熱軋坯料,且我公司在生產純鋁深沖氧化料產品時,工藝技術相對成熟,板形和表面質量良好。2017年10月,在未調整任何工藝參數(shù)的情況下,鋁加工分公司提供的熱軋坯料在成品軋制過程中,二肋部出現(xiàn)沿軋制方向的白色亮道。該缺陷整卷料材表面出現(xiàn),嚴重時會印到軋輥表面。采用開坯料進行拉輥面也很難消除軋輥表面缺陷,只能更換新的工作輥,導致生產周期延長、生產成本提高。可見研究冷軋成品白道問題的成因并制定對策,對于提高生產效率、產品質量和提高成品率有重要意義。
1 白道的特征
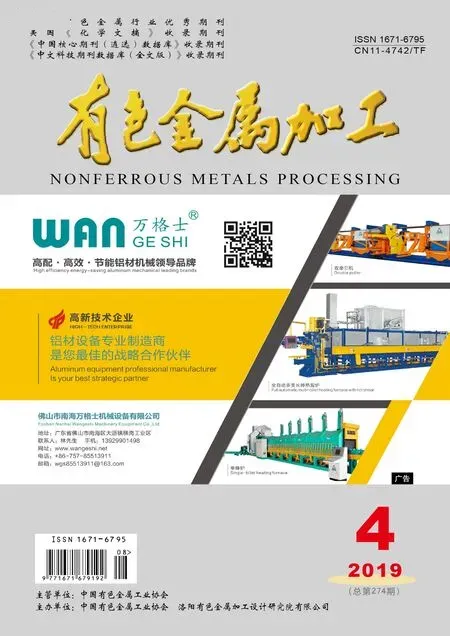
我公司深沖料表面白道缺陷形貌如圖1所示,缺陷表現(xiàn)為一定的寬度(10cm~25cm),沿軋制方向二肋位置且具有連續(xù)性,缺陷發(fā)生處鋁卷表面發(fā)白,故稱為白道缺陷。此缺陷發(fā)生位置相對比較固定,上、下表面均存在。
2 白道缺陷產生的可能原因分析
(1)軋制道次分配未考慮軋機性能、材料特性、原始輥型和操作水平等因素,壓下量分配不合理,造成板材橫斷面部分位置內應力過于集中。
(2)工藝潤滑油油膜強度不夠,在軋制力作用下油膜被破壞,使軋輥與軋件之間的摩擦系數(shù)降低、潤滑不良,板材橫斷面變形不均勻,導致板材橫斷面存在厚度偏差。
(3)熱軋坯料板形要求中凸度(0~8%),因熱軋機無板形自動控制系統(tǒng)且無生產數(shù)據(jù)采集,無法追溯相關數(shù)據(jù),可能存在中部薄、兩邊厚的凹板形。
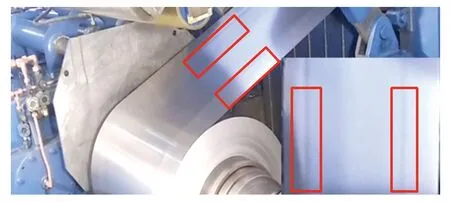
圖1 白道缺陷Fig.1 White defect
3 制定控制白道產生的對策
根據(jù)缺陷產生的可能原因以及實際生產情況進行分析,本批次缺陷因熱軋坯料板形影響到成品板形。分別從增加軋制道次、工藝油溫、工藝潤滑配比、中間退火的均溫性和橫斷面厚度偏差等方面進行試驗,并無明顯改善。主要現(xiàn)象為,穿帶過程中白道不會立刻出現(xiàn),當升速軋制時,白道缺陷立即出現(xiàn),在線板形主要表現(xiàn)為二肋松,兩邊部偏緊。考慮到深沖氧化料因技術指標要求,成品軋制前進行退火處理。如果坯料板形較差,特別是中間浪和二肋浪,因O態(tài)時材料特性,張力不足以將帶材展平,在軋制變形區(qū)變形不均勻,軋制后表面產生白道缺陷。因此,通過改善板形是降低成品白道缺陷出現(xiàn)的主要手段。針對成品白道問題,結合我公司生產情況,在保證產品性能的情況下,采用以下措施:
(1)軋制退火料時,采用小軋制力、低轉速熱軋,并減少軋輥預熱時間。所謂軋輥預熱就是要在正式軋制前讓軋輥中部與邊部溫度有一定的溫度差,即熱凸度,冷軋機一般采用軋輥壓靠方式進行預熱。通過噴淋軋制油,給予軋輥一定的正彎,并預加軋制力高速旋轉,軋輥相互摩擦生熱來實現(xiàn)軋輥預熱的目的。軋制油噴灑時,中部噴淋應稍少于邊部,便于中部產生更多的熱量,但不能出現(xiàn)干摩擦;軋制力比該道次正常軋制力稍加大一點,因為摩擦力與壓力大小成正比;加大下彎有助于軋輥的預熱。此方式熱輥為軋制硬態(tài)料的常規(guī)方法,但對于深沖氧化料的特殊工藝要求,需要低軋制力、小壓下量,所以要通過相應的熱輥技術手段來使軋輥均勻預熱的同時,減少中部與邊部的溫度差。因此,冷輥在軋制O態(tài)坯料時,可通過小軋制力、穿帶速度來進行熱輥,并根據(jù)軋制油溫度來調整軋輥預熱時間,熱輥總時間不超過10min。
(2)采用平輥進行軋制。冷軋的輥型因受壓力和變形熱的影響而發(fā)生變化。為了補償因壓力和溫度所引起的輥型變化,軋輥預先要磨成一定的弧度,一般稱為軋輥的輥型。4輥冷軋機,多數(shù)是工作輥有凸度,支承輥為平輥。總凸度不大時,則僅上工作輥有凸度,下工作輥為平輥;凸度較大,則把總凸度平均分配在上、下工作輥上;因工藝要求偶爾也會采用雙平輥軋制。我公司在生產深沖氧化料時,一直采用的工作輥為上凸下平輥軋制成品道次,但本批次成品軋制過程中,出現(xiàn)二肋白道現(xiàn)象。考慮到坯料板形問題,在成品道次要考慮“對策1”中提到的軋輥預熱方式,同時軋輥調整為雙平軋輥。軋輥預熱是屬于外部強制產生的熱凸度,在穿帶完成轉入正常軋制1min左右,真正的軋制熱凸度才會出現(xiàn)。因此,在穿帶到升速階段,二肋白道不會馬上出現(xiàn),但當軋機升速,軋輥熱凸度出現(xiàn)以后,很快就出現(xiàn)二肋白道缺陷。主操作手應該在穿帶時,將軋制力和彎輥轉為手動。并根據(jù)料頭厚度,逐步調整軋制力,同時升高軋速,把產品厚度保持在略微正公差附近;同時精細調節(jié)彎輥和軋制力,以應付突然出現(xiàn)的軋制熱凸度,保持產品厚度和板形穩(wěn)定。等“真”熱凸度出現(xiàn)過后,厚差和板形穩(wěn)定后,將軋制力和彎輥轉為自動。
(3)減小開卷張力,降低軋制速度。開卷張力的作用之一是使變形區(qū)的變形抗力狀態(tài)發(fā)生變化,減少了縱向的壓應力,從而使軋制時金屬的變形抗力減少,降低了軋制壓力,減少了軋制時的能耗。因此,過大的后張力會使軋制力矩增加,軋輥凸度增大,導致金屬變形不均勻,使帶材中的殘余應力超出了穩(wěn)定所允許的拉應力而造成板型不良。軋制速度的增大導致單位時間內軋輥與金屬摩擦增加,造成單位時間內軋輥熱凸度增大,因坯料板型缺陷,將不利于成品的板型控制。因此,可通過降低一定的軋制速度來改善軋輥輥型。經過實驗,軋制速度控制在100m/min~150m/min,表面質量得到明顯改善。
(4)調節(jié)板形曲線,增大噴淋量。在板形閉環(huán)控制系統(tǒng)中,一項很重要的工作是制定板形目標曲線。所謂板形目標曲線即板形控制系統(tǒng)調節(jié)鋁板帶產品板形要達到的目標。我公司冷軋機目前使用ABB板型控制系統(tǒng),系統(tǒng)預設5條典型板型曲線供選擇使用,目前一直使用1#曲線和調整幅值進行生產。本批次白道問題出現(xiàn),通過嘗試5種預設板型曲線對白道缺陷未有明顯改善。因此,要通過對現(xiàn)場坯料板型狀況、軋制工藝條件、軋制規(guī)格等因素進行分析、試制,制定同坯料板型相匹配的曲線。目標曲線公式,Target=(targ_scaling/100)×(A0+A2x2+A4x4+A6x6+A8x8);式中,Target為期望的板形高次曲線,N/mm2;Targ_sacling為幅值百分比系數(shù),%;操作人員可以因板型的變化而隨時修改,軋制時帶材越薄的道次該值取得越大;A0、A2、A4、A6、A8分別是0、2、4、6、8次系數(shù);x為帶材寬度因子,取值范圍為-1~+1。通過對坯料板型的分析,以及多種曲線的制定、試制,確定6#曲線設定值A2=-20(圖2),幅值根據(jù)在線板型調整。
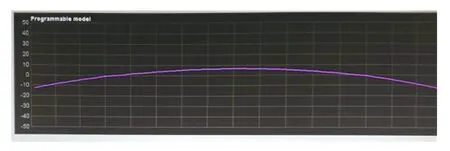
圖2 6#板型曲線Fig.2 6 # plate profile curve
軋制分段噴淋控制就是根據(jù)每個測量段上與帶材應力相對應的軋輥分段噴淋分量,按數(shù)學模型計算出每個噴淋的設定值,來推動相應的噴淋控制閥門,同時在軋制過程中軋輥在任何時候都有一個基本噴淋量,該基本液量約為最大噴液量的1/3。這兩個噴液量迭加后作為每個冷卻區(qū)實際的冷卻輸出給噴淋機構執(zhí)行,并由控制裝置打開和關閉相應的控制閥,保證軋輥具有良好的輥型,達到控制板形的目的。ABB噴淋控制系統(tǒng)采用自動控制,不能通過手動干預單一噴淋嘴的噴淋量,特別是針對二肋的板型控制效果很不理想。板型輥檢測板型見圖3。通過多方面分析,在現(xiàn)有控制系統(tǒng)條件下,如不能通過增加二肋噴淋量達到控制軋輥輥型,可考慮通過增加整體噴淋量,依靠多級噴淋嘴的迭加量相應地增加二肋的噴淋量,以此來達到控制二肋的目的(圖4)。
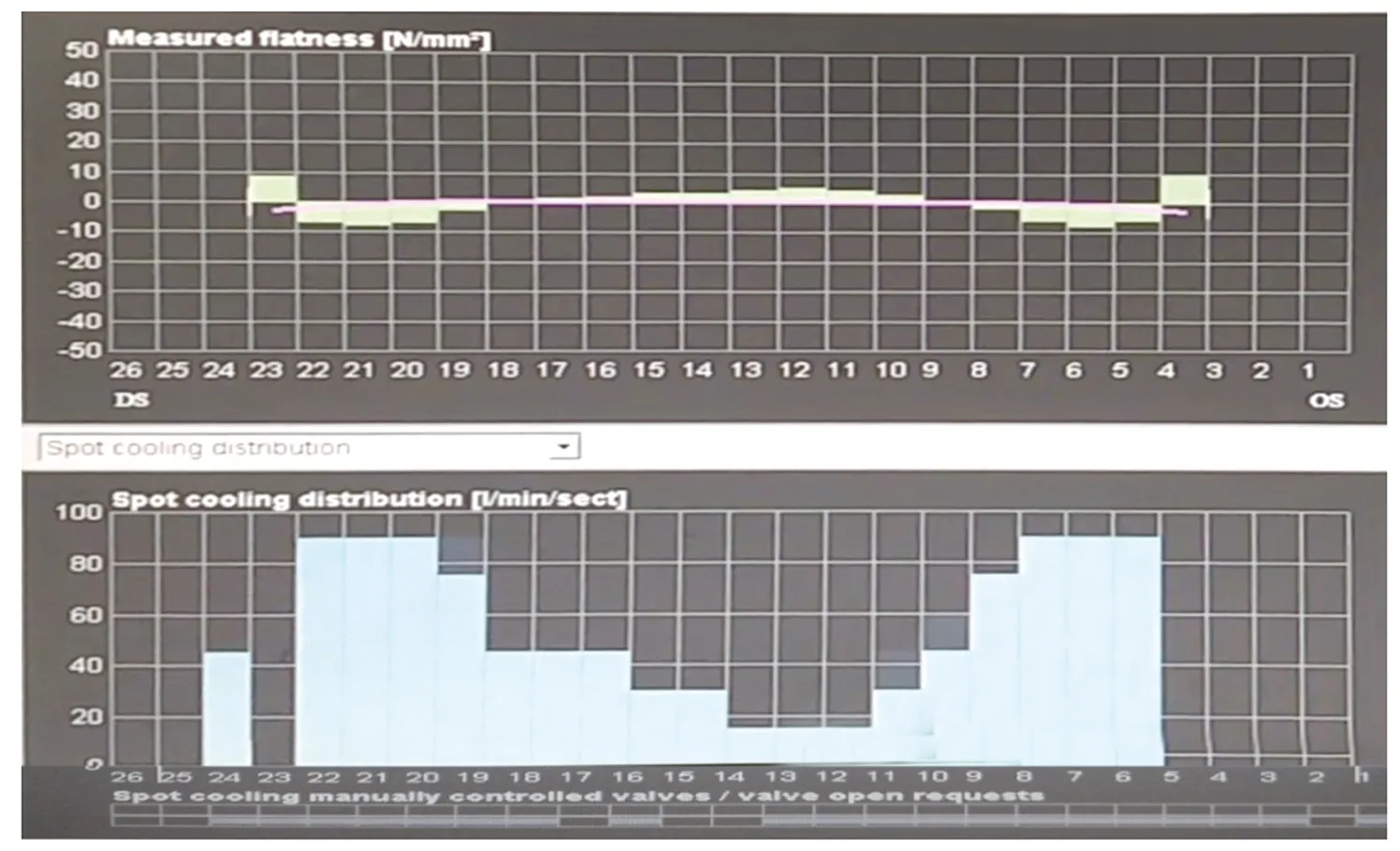
圖3 40%~50%噴淋量對二肋的控制Fig.3 Control of second rib by 40%~50% spray
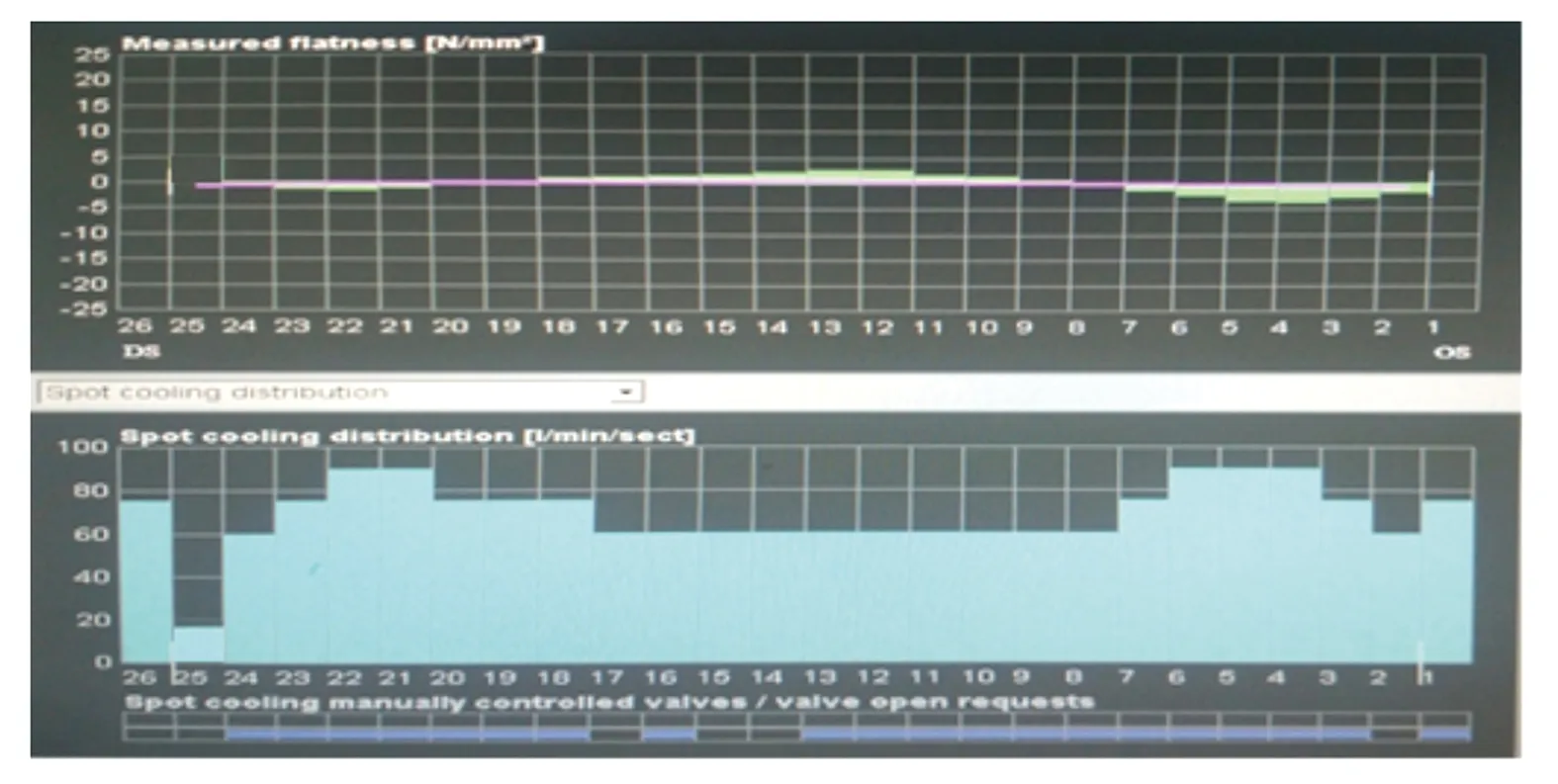
圖4 70%~80%噴淋量對二肋的控制Fig.4 Control of second rib by 70%~80% spray
4 總結
經研究分析采用以上4種控制手段,連續(xù)多次實驗及批量生產,白道缺陷頻率大幅下降,原穿帶未正常軋制就會出現(xiàn)的白道問題,現(xiàn)可連續(xù)軋制6道次以上,基本解決了本批次因坯料板型不良造成的成品缺陷,滿足客戶要求。通過對白道制定的對策,不僅延長了軋輥使用壽命,提高了生產效率,降低了成本,且操作手的操作技能也得到增強,避免因料卷改制而造成的經濟損失。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數(shù)理化·七年級數(shù)學人教版(2017年11期)2017-04-23 07:18:00
數(shù)學大王·中高年級(2016年12期)2016-12-26 21:37:36