基于雙總線架構的經編機雙賈卡提花控制系統
2019-08-08 07:37:30夏風林蔣高明
紡織學報 2019年7期
張 琦, 魏 莉, 羅 成, 夏風林, 蔣高明
(1. 江南大學 教育部針織技術工程研究中心, 江蘇 無錫 214122;2. 武漢紡織大學 湖北省數字化紡織裝備重點實驗室, 湖北 武漢 430077)
經編壓電賈卡提花作為一種靈活的單針提花控制技術,可與梳櫛整體橫移提花組合出更加豐富的提花效應與立體效果,因而成為現代經編提花產品的主要生產技術。對經編機壓電賈卡提花控制技術的研究,有德國公司最早開發的基于背板母線架構系統,國內研究人員亦曾先后利用單片機構建嵌入式賈卡提花控制系統[1-2],或者利用控制器局域網絡(CAN)總線構建賈卡花型傳輸系統[3-4],或者直接將驅動電路嵌入到賈卡針塊內部構建混合異構通信系統[5-6],上述研究雖已形成功能完備技術成熟的賈卡提花控制系統,但是其系統控制對象仍限于單把賈卡梳櫛。
隨著近年來經編塑身內衣與無縫服裝等雙賈卡編織工藝的研發,尤其是立體提花鞋材這種一次成形量大面廣的賈卡提花產品的出現,使得經編賈卡提花控制系統中的控制對象從1把賈卡梳櫛增加為2把,甚至3把;提花總針數增加1倍,提花信息量對應的數據量增加到8倍,同時每橫列賈卡針的4次偏置動作又將動態數據的刷新時間縮短為單賈卡的四分之一。更多的數據量需要在更短的時間里完成處理,二者量變上的沖突迅速加劇了雙賈卡提花控制系統生產過程中實時數據處理的大時滯特性,導致靜態花型數據加載時間過長、產品工藝翻改周期長, 動態偏置數據刷新不及時、機器生產速度降低等系列問題,故而只是通過對現有單賈卡控制系統進行簡單硬件倍增而成的雙賈卡控制系統,難以真正滿足雙賈卡經編產品的生產要求,因此,基于雙賈卡提花更加嚴苛的控制要求與時序特征,本文對雙賈卡提花控制系統硬件的架構設計、控制軟體的時序編排分別進行針對性分析研究,并構建100 Mbps以太網(Ethernet)與2 Mbps高速通用連接(G_Link)總線的雙總線系統架構,設計雙線程時序與雙緩沖數據堆棧(FIFO)的控制軟體,以平衡實際生產中提花數據量劇增與實時處理時間縮短之間的內在沖突,尋求經編機雙賈卡提花控制系統可靠、高效的技術解決方案。
1 雙賈卡編織機構與動作分析
1.1 雙賈卡提花編織機構
雙賈卡經編機多為配置有4片半機號賈卡導紗梳的雙針床經編機,例如在RDJ6/2型雙賈卡經編機的梳櫛配置圖(見圖1)中,JB4.1與JB4.2,JB5.1與JB5.2可分別合并為2把完整賈卡梳櫛JB4與JB5,且在前針床與后針床均可成圈[7]。其編織過程為:利用賈卡導紗梳的整體橫移動作與單根賈卡導紗針獨立的左/右偏置動作相互配合,形成厚、薄、網孔3種基本組織,利用雙賈卡導紗梳櫛在前/后針床選擇性成圈的相互配合,形成縫合、鏤空、透空、麻點等多種特殊組織[8],如若同時將基本組織與特殊組織進行巧妙組合,或再配以色紗與功能性差異紗線的穿紗設計,便可在編織出具備不同顏色與組織效應的雙面織物時,同步形成特殊的雙層組織結構,使得經編機以一次成形方式高效生產筒狀中空織物以及間隔層立體提花織物成為可能,進而衍生出無縫連體服裝與提花立體鞋材等多系列先進經編工藝與產品。
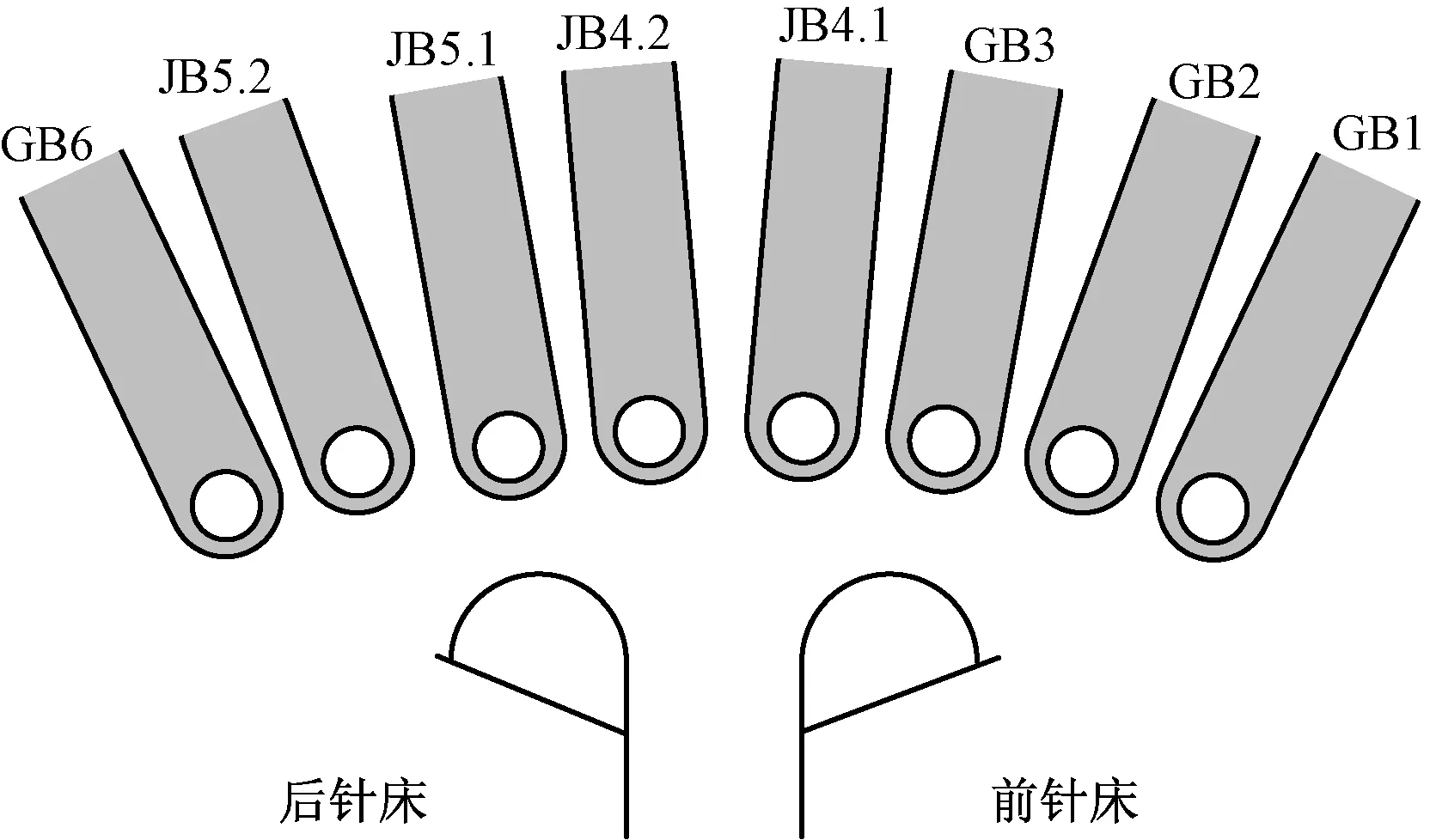
圖1 RDJ6/2雙賈卡梳櫛配置圖
Fig.1 Arrangement of double jacquard bar in RDJ6/2
1.2 雙賈卡提花動作時序
為配合賈卡導紗梳在前/后針床的墊紗成圈編織,賈卡導紗針必須在前/后針床完成相應的偏置動作。如果將圖1中JB4與JB5 2把賈卡梳上所有賈卡導紗針在前/后針床上的偏置動作時刻,投射到編織機構動作周期中的每個編織橫列,也即經編機主軸的每個360°旋轉周期中,可得如圖2所示的雙賈卡4次偏置時序圖。即沿著經編機主軸的旋轉方向,可依次得到4個觸發偏置角度,其中偏置角度θ1對應前針床針前偏置動作時刻、θ2對應前針床針背偏置動作時刻、θ3對應后針床針背偏置動作時刻、θ4對應后針床針前偏置動作時刻,依主軸正向旋轉循環,從而構成所有賈卡導紗針在每個編織動作基本周期內的偏置動作時序。
雙賈卡控制系統的時序機制,就是根據不斷循環的基本編織周期橫列數與提花工藝信息之間的映射關系,實時并準確地從提花數據文件中提取對應橫列的各次偏置動作數據,嚴格依據基本編織周期內的偏置動作次序,精準判別觸發角度,在該角度時刻實時輸出提取的所有工藝提花信息,確保所有賈卡導紗針在梳櫛開始整體橫移墊紗前同步完成偏置動作,并在隨后的角度區間內穩定保持最后一次刷新的偏置狀態,4個偏置角度之后的4個角度分區亦如圖2所示。
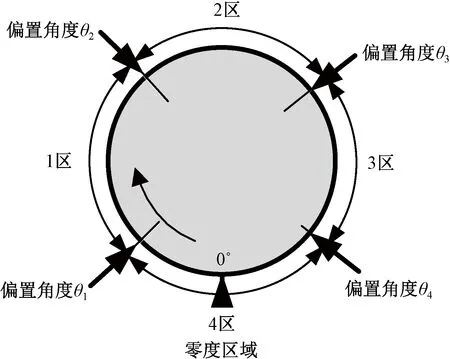
圖2 雙賈卡4次偏置時序圖
Fig.2 Quartic trigger time series of double jacquard
2 控制系統硬件架構設計
對應于經編機整個幅寬長度內任一把賈卡梳櫛上幾千枚賈卡導紗針的提花信息,即使每枚針的左偏或右偏狀態只用1位值為“0”或“1”的位變量來表示,1次偏置動作也需要幾百個字節的數據量。相對于普通單賈卡系統在1個基本編織周期中只在針背進行1次偏置動作,雙賈卡系統在1個基本編織周期中卻需要4次偏置動作,2把賈卡梳的4次偏置動作數據量就是前者的8倍,另外在相同的生產速度條件下,若按照每完成1次偏置動作后刷新1次數據的方式,則后者刷新1次偏置動作數據的時間卻只有前者的四分之一,因此,為在更短的時間內完成更大數據量的實時處理,構建了基于二級總線式系統架構和組合式賈卡控制單元的經編雙賈卡提花控制系統。
2.1 雙總線架構
雙賈卡經編機的集成控制系統除包含對賈卡電子提花的實時控制外,一般還會包括電子送經、電子牽拉和電子橫移等其他實時運動控制,為確保高速生產過程中賈卡電子提花控制功能的實時性,并避免與其他控制功能同時參與對上位工控機實時資源的搶奪爭占,采用將賈卡提花工藝數據文件由上位工控機下載至位于控制層的、由嵌入式工控機擔任的專用賈卡控制器內,再由賈卡控制器控制位于現場層的多個組合式賈卡控制單元,在整個集成控制系統中以相對獨立的方式完成對賈卡電子提花的實時控制。為便于集成系統的模塊增減,設計了3層2級總線式系統架構。
第1級數據總線選擇速率為100 Mbps的Ethernet,借助傳輸控制協議/因特網互聯協議(TCP/IP)可靠的點對點聯接,以及以太網可以超過1 K字節的大數據包批量傳送數據塊的高容載量傳輸特性,來匹配雙賈卡提花工藝數據文件的大量數據必需在極短時間內整體且快速地由上位工控機傳送至賈卡控制器內的傳輸要求,實現賈卡提花工藝數據在靜態下的頻繁快速加載,以滿足實際生產過程中頻繁更換工藝的操作要求。
第2級數據總線選擇速率為2 Mbps的G_Link總線,基于RS422全雙工通信總線標準,可以較短的數據幀長度以自由數據格式進行高速實時通信,滿足賈卡控制器與各賈卡控制單元之間一點對多點的周期性高速通信,用于動態傳輸某個基本編織周期內的實時偏置動作數據。
獨立控制賈卡電子提花功能的賈卡控制器具有1個編碼器信號輸入接口,2條G_Link總線硬件接口與編碼器信號輸出接口,主軸角度編碼器信號在送達賈卡控制器后,采用與G_Link總線同電纜的方式,硬聯接延送至各賈卡控制單元,每個G_Link總線硬件接口最多可驅動16個賈卡控制單元。
2.2 賈卡控制單元
安裝于經編機機臺上直接驅動賈卡導紗針塊的賈卡控制單元,是為了提高系統擴展的靈活性與安裝調試的便利性,集驅動與實時控制于一體的可組合式擴展單元,每個單元包含1塊采用復雜可編程邏輯器件(CPLD)硬件編程的嵌入式微控制單元(MCU)控制板以及最多16塊賈卡驅動板。
為實現雙賈卡控制系統中2把賈卡梳櫛分別具有各自不同的觸發偏置角度,以使得每把賈卡梳在工藝最需要的時刻才觸發導紗針偏置,并保證同一把賈卡梳上所有賈卡導紗針的偏置同步性,采用將各自的觸發偏置角度預存至每把梳對應的所有賈卡控制單元內,這樣所有單元內的MCU控制板與賈卡控制器同時監測系統內唯一的主軸角度編碼器信號,當主軸角度與本單元內預存的偏置角度相同時,立即觸發16塊驅動板上對應偏置數據的并行輸出。由于主軸角度信息的唯一性,以及各賈卡控制單元并行同步處理的實時性,在保證同一把賈卡梳櫛上所有賈卡導紗針并行輸出的嚴格同步性時,還實現了2把賈卡梳利用分離角度在各自最需要的時刻位置精準動作。
3 控制系統軟件時序設計
針對經編雙賈卡提花控制系統中靜態花型數據加載時間的縮短以及動態提花數據刷新率的提高,在依賴各級總線通道硬件支持與特性匹配的基礎上,還需要針對不同軟件環節設計高效率的通信機制與數據處理時序。
3.1 靜態花型加載
靜態花型加載包括在以太網上的高速數據傳送,以及在賈卡控制器內數據的快速接收,并同步轉換為大數據塊文件格式完成本地存儲2個加載環節。
按照GB/T 21547.4—2008《VME總線對儀器的擴展 第4部分:TCP/IP-IEEE488.2儀器接口規范》,TCP/IP協議作為以太網通信的一種可靠性連接,在通信開始前雙方即確定通信的最大報文段長度(MSS),為避免攜帶TCP報文的IP數據包在IP層傳輸過程中超過最大傳輸單元(MTU)導致IP數據包被分片,通常將TCP的MSS值設置為MTU值減40字節(其中TCP報文與IP報文頭部長度各占20字節),而對Ethernet而言,MTU最佳值為1 500,則MSS最大值是1 460字節[9]。Ethernet的MSS值直接決定了1個TCP數據包內單次能夠傳送的最大賈卡花型數據字節數。以每枚賈卡導紗針的偏置狀態用1位布爾類型數據計算,則封裝16枚導紗針的1塊賈卡針塊1次偏置需要2個字節,1個賈卡控制單元最多控制32塊賈卡針塊,故1條G_Link總線上最多16個賈卡控制單元內的所有賈卡導紗針完成1次偏置動作最大需要1 024即1 K字節數據,該最大值接近并且小于MSS值,因此若規定1個TCP報文1次發送所有賈卡導紗針的1次偏置數據,1個橫列的花型數據分4次傳送完成,則可完全避免IP數據包被分片,還能簡化賈卡控制器內處理TCP/IP通信程序的復雜度,在保證Ethernet以最佳效率通信外,還在MSS允許范圍內以最大數據容載量實現賈卡花型數據的高速傳輸。
當賈卡花型數據以100 Mbps的速率從上位工控機傳送至賈卡控制器以完成失電存儲的靜態數據加載時,后者卻由于最大20 Mbps的外部非易失存儲數據寫出速度和有限的隨機存取存儲器(RAM)內存空間[9],既不能以更快或相同的速度將高速到達的數據同步寫出外部存儲,也難以將所有接收到的花型數據均以變量形式全部存放于內存RAM,使得賈卡控制器必須在高速處理后續每個到達的TCP數據報文的同時,還要將之前所有處理完畢的偏置數據實時且完整地存入本地非易失存儲空間內,直至所有橫列的花型工藝數據傳輸完畢,不允許有任何數據的接收溢出與存儲丟失。
為提高大數據量賈卡靜態花型加載過程的實時性,避免以太網通信高速的數據寫入操作因低速的外部存儲數據寫出操作而被中斷處于頻繁等待狀態,設計了如圖3所示的采用雙級FIFO緩沖數據堆棧處理機制的雙線程靜態花型加載流程。2個線程作為2個相對獨立的任務并行執行,其中線程1負責對高速到達的TCP數據包的實時接收,對每4個報文的數據進行提取并按照賈卡導紗針實際偏置邏輯需要重新組合拼裝成1個橫列的完整偏置數據結構體后,寫入緩沖數據堆棧FIFO 0;當FIFO 0的堆棧指針到達指定深度后,利用內存數據塊操作的高速指令將FIFO 0內的全部數據快速拷貝至緩沖數據堆棧FIFO 1內;線程2在發現FIFO 1內有新數據寫入后,執行靜態數據文件的外部存儲連續寫出操作。借助雙FIFO對高速數據流的緩沖特性,以及雙線程任務執行時在時間上的并發與互補特性,通過匹配2個線程的任務周期N與M值,可在真正發揮Ethernet 100 Mbps高速大容載量傳輸特性來壓縮數據傳輸時間的同時,兼顧靜態數據文件的存儲操作,以最少的等待時間和最高的數據傳輸效率,實現大塊數據流的高速流入與低速匯出之間的動態平衡。
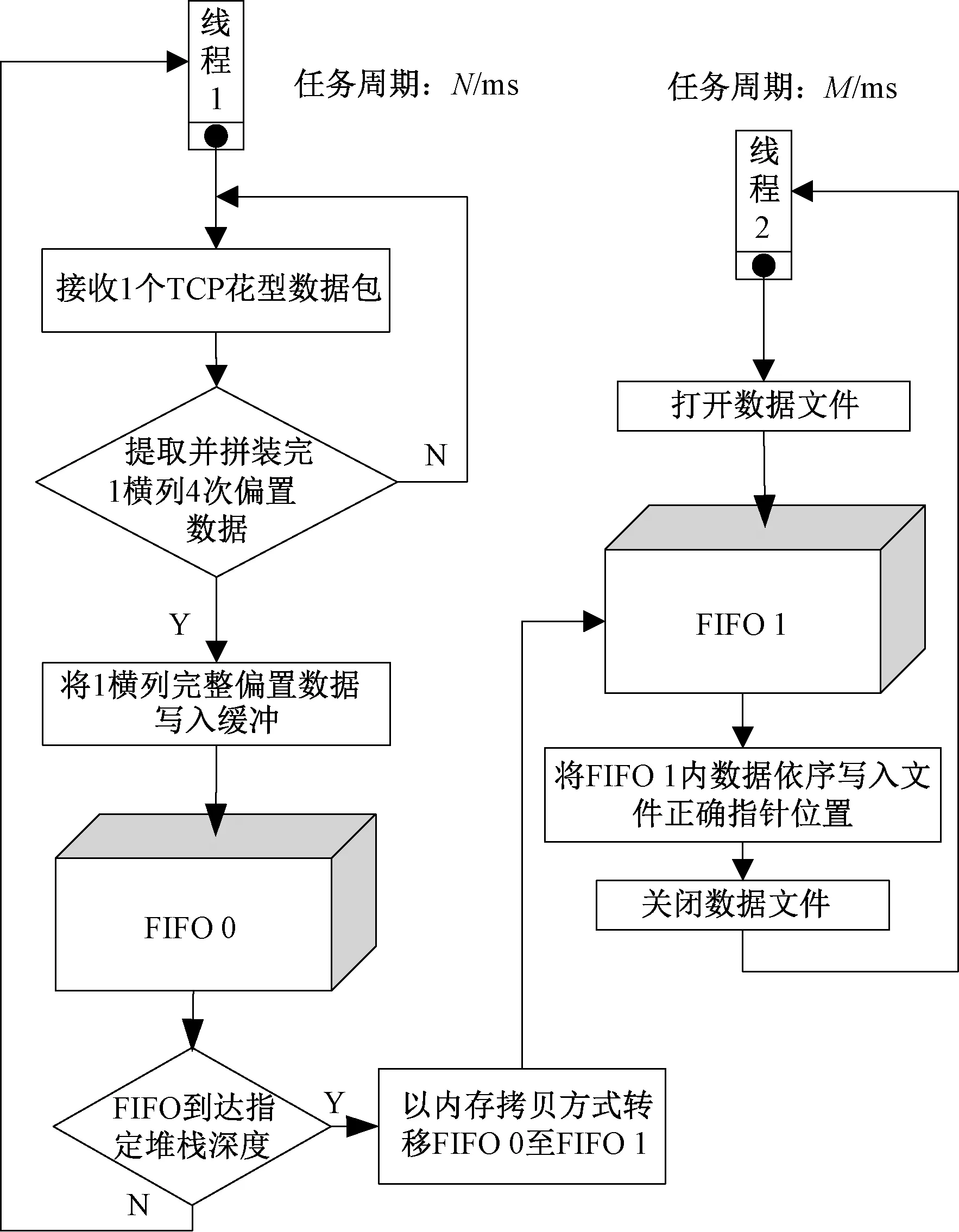
圖3 靜態數據加載與轉存線程
Fig.3 Load-thread and store-thread of pattern data
3.2 動態數據刷新
動態數據刷新包括實時偏置數據在G_Link總線上的實時數據傳輸,及每個賈卡控制單元內偏置數據隨主軸角度變化的瞬時偏置輸出2個刷新環節。
相對于單賈卡經編提花在生產1個橫列的過程中只需要1次偏置,其最多可利用經編機主軸轉過1周的時間來完成1次動態數據的傳輸,雙賈卡提花生產1個橫列需要4次偏置,其1次偏置數據的傳輸時間只有1個橫列的四分之一,理論上必然會導致經編機生產速度降低,因此,為提高生產過程中雙賈卡經編提花數據的動態刷新實時性,并在一定程度上提高車速,為動態數據刷新爭取足夠的傳輸時間,利用CPLD有限的存儲空間和G_Link總線的配合,設計了如圖4所示的動態數據刷新時序。
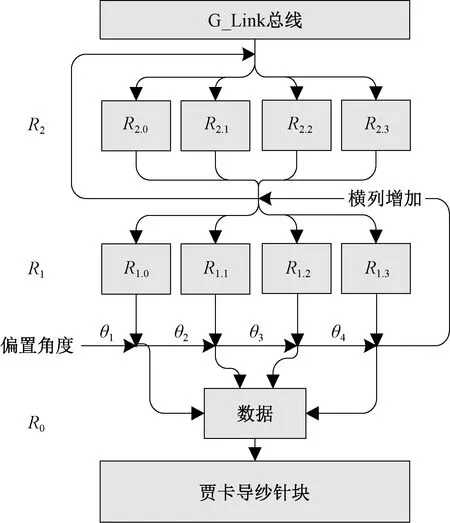
圖4 動態數據刷新時序圖
Fig.4 Time series of dynamic data refreshing
在每個賈卡控制單元內的MCU控制板上,開辟3組數據寄存器:R0長度為64字節,用以存放當前單元內16塊驅動板上32塊賈卡導紗針塊的某1次動態偏置數據;R1由4個長度為64字節的存儲單元構成,用于存放當前橫列的4次動態偏置數據;R2同樣由4個長度為64字節的存儲單元構成,但用于存放當前橫列下1個橫列的4次動態偏置數據。在機器位于主軸0°時完成工藝花型數據的加載后,將3組數據寄存器R0、R1、R2的數據全部分別填滿,其中R0為賈卡導紗針上立即輸出的偏置狀態數據,填寫為花型起始編織橫列的前一橫列的第4次動態偏置數據,若起始編織橫列為第1橫列,則其前一橫列為完整工藝花高的最后橫列;R1的4個存儲單元R1.0~R1.3中依次填寫花型起始編織橫列第1橫列的4次動態偏置數據,R2的4個存儲單元R2.0~R2.3中依次填寫花型起始編織橫列下一橫列即第2橫列的4次動態偏置數據,這樣,在主軸開始旋轉前,每個賈卡控制單元中已經預裝了2橫列完整的動態偏置數據。
隨著機器的啟動即主軸的旋轉,主軸依次轉過偏置角度θ1~θ4,寄存器R1中的4次偏置數據也被依次打入R0并即時輸出刷新為所有賈卡針的偏置狀態,當R1.3中的第4次偏置數據被打出后,MCU控制程序認為1個工藝橫列已經完成,立即將寄存器R2內的全部數據同時打入R1對應的4個存儲單元內,隨后觸發G_Link總線,開始下載第3橫列的動態偏置數據,因此,當機器主軸開始生產第2個工藝橫列時,G_Link總線上已同時開始第3個工藝橫列的數據傳輸,且由于傳輸時間長度最大為經編機主軸轉過1周的時間,因此同一橫列內的4次偏置數據不必分開傳輸,可一次性傳輸至CPLD的R2.0~R2.34個存儲單元中。
通過在位于控制底層的賈卡控制單元內以較少的存儲字節數開辟R2與R1雙級FIFO數據緩沖區,使R2與G_Link總線對接以緩沖總線預存數據,使R1與執行元件賈卡針對接以緩沖實時輸出數據,從而實現動態數據刷新時的總線數據傳輸與偏置數據輸出這2個原本存在嚴格先后時序依存關系的動作,由于被雙緩沖FIFO從空間上分切隔離,從而使得二者可在同一時間內并發執行互不沖突,以有限的存儲空間爭取到寶貴的數據刷新時間。
4 控制系統生產驗證
實驗條件:采用2臺相同幅寬(106.68 cm)與相同機號(E24)的RDJ6/2雙針床織樣經編機,其中一臺經編機的賈卡提花控制采用本文所設計的基于雙總線架構的第2代雙賈卡提花控制系統(版本V2.0);另一臺經編機的賈卡提花控制仍采用基于單賈卡控制系統進行硬件倍增擴展,采用CAN總線進行數據加載,且可對2把賈卡梳櫛進行提花控制的第1代雙賈卡提花控制系統(版本V1.0)。
實驗方法如下。第1步進行優化實驗,即針對第2代雙賈卡經編機提花控制系統,調整圖3中2個并行線程的任務周期N與M的值,反復加載花高為1 000橫列的同一款花型文件,尋找最短加載時間下N與M的最優匹配值,實驗的過程數據如表1所示。第2步為對比驗證實驗,對比實驗包含花型加載速度與織樣生產速度的對比:首先,在2臺經編機上反復加載花高為1 000橫列的同一個雙賈卡工藝數據文件,對比第1、2兩代賈卡提花控制系統加載花型消耗的平均時間,以比較二者對靜態花型數據的傳輸速度;然后,在2臺經編機上同時織造如圖5所示,花高為390橫列的同一款雙賈卡經編立體提花鞋材產品,對比第1、2兩代賈卡提花控制系統控制織樣時的最高生產機速,以比較二者對動態偏置數據的實時處理效率。對比驗證實驗的過程數據如表2所示。
表1 雙線程任務周期值優選
Tab.1 Optimization of double thread task cycle time
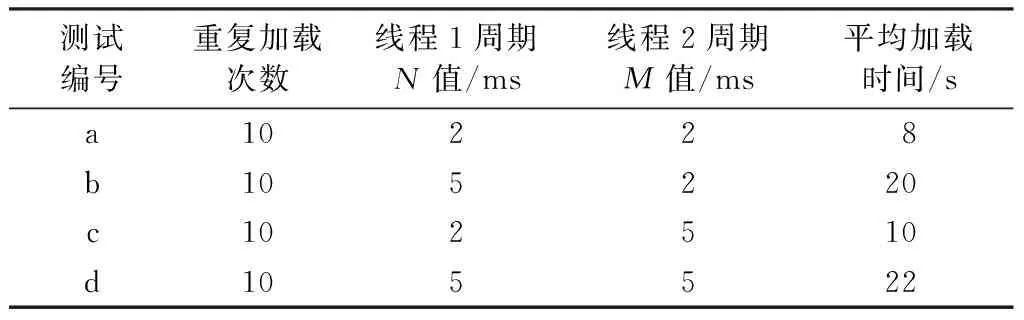
測試編號重復加載次數線程1周期N值/ms線程2周期M值/ms平均加載時間/sa10228b105220c102510d105522
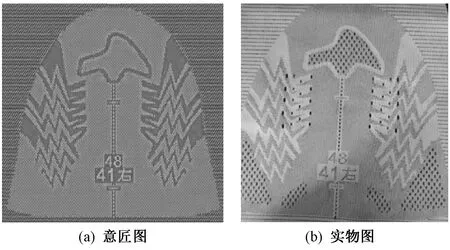
圖5 織樣驗證
Fig.5 Weave sample validation. (a) Drafted pattern; (b) Sample
表2 兩代雙賈卡控制系統性能對比Tab.2 System performance comparison betweentwo double jacquard control systems
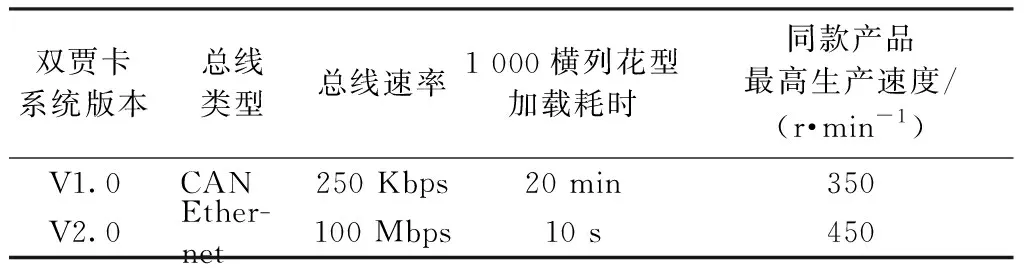
雙賈卡系統版本總線類型總線速率1 000橫列花型加載耗時同款產品最高生產速度/(r·min-1)V1.0CAN250 Kbps20 min350V2.0Ether-net100 Mbps10 s450
從表1的實驗數據可看出,線程1的任務周期時間對花型的加載時間影響較大,而線程2的任務周期對花型加載時間影響較小。這是由于受機器窄幅寬限制,在每橫列數據量無明顯增加的情況下每橫列分4個TCP數據包傳輸的方式明顯影響著傳輸時間。考慮到常規經編鞋材產品的花高一般不會超過1 000橫列,且如果線程1與線程2同時采用最短的任務周期,會在實際生產中影響賈卡控制器通過G-link總線向底層賈卡控制單元刷新動態偏置數據的響應實時性,而且每次加載花型時間小于10 s生產廠家完全可以接受,因此綜合考慮,最佳的數據加載中雙線程周期分別取值N為2 ms,M為5 ms。
從表2可看出:由于第2代雙賈卡控制系統采用的100 Mbps Ethernet總線速率遠遠超過第1代雙賈卡控制系統CAN總線,使得二者在加載同一款1 000橫列花高的花型文件時,加載時間由20 min縮短為10 s,相差120倍;且在織制相同產品時,實際機器生產速度從350 r/min提高到450 r/min,提升近30%。
5 結 論
本文針對經編雙賈卡提花控制系統的具體特點與控制要求,進行了基于二級總線式架構和組合式賈卡控制單元的經編雙賈卡提花控制系統設計,經生產驗證后得出如下結論。
1)針對大字節數的雙賈卡靜態工藝數據的頻繁加載要求,選擇高傳輸速率和大數據容載量的百兆以太網作為一級總線,可明顯壓縮花型加載耗時,1 000橫列、寬為106.68 cm、機號為E24針雙賈卡工藝文件加載時間約為10 s;針對大字節數的雙賈卡動態偏置數據的高速實時刷新要求,選擇速率為2 Mbps的G-Link作為二級總線,通過與賈卡控制單元的數據預存機制相互配合,可將單橫列偏置數據的傳輸時間爭取為主軸旋轉1周的時間。
2)在軟件處理上采用雙級FIFO數據緩沖技術,不僅可在賈卡系統控制層有效節省數據流的高速流入與低速匯出之間的等待延時,還可用于賈卡系統現場層對總線數據傳輸與執行元件的數據觸發進行物理切分而實現二者時間上的并行執行,進一步挖掘軟件執行效率以提高系統控制實時性。
3)所設計的新式雙賈卡經編機提花控制系統可滿足雙賈卡經編機及相應工藝產品的生產要求,相對舊式賈卡系統,花型加載速度提升約120倍, 機器最高生產速度提升近30%,無論是靜態花型加載速度,還是動態偏置數據實時處理過程中的生產速度,都有顯著提升。
猜你喜歡
作文周刊·小學一年級版(2025年8期)2025-04-08 00:00:00
環球時報(2022-11-03)2022-11-03 05:18:49
少兒科學周刊·兒童版(2022年10期)2022-06-27 16:36:06
動漫界·幼教365(大班)(2021年4期)2021-05-23 21:33:16
少兒美術(快樂歷史地理)(2019年6期)2019-10-12 08:21:30
小學生作文(低年級適用)(2018年3期)2018-04-17 00:58:35
Coco薇(2017年7期)2017-07-21 07:16:04
少年博覽·小學低年級(2017年4期)2017-06-09 16:22:28
作文周刊·小學一年級版(2016年28期)2017-06-03 00:28:49
作文評點報·低幼版(2017年7期)2017-03-11 20:49:41
