基于生物基記憶材料的T400織物的染整加工
2019-07-30 12:25:00唐俊松
印染助劑 2019年6期
唐俊松
(盛虹集團有限公司,江蘇蘇州 215168)
隨著石油、天然氣等不可再生能源危機以及對環保審查要求的不斷升級,資源和環境友好型材料成為企業和研究機構的研發重點。利用可再生能源轉化為生產材料,對當下社會發展具有十分重要的意義。生物基材料就是一類使用可再生原料,通過生物轉化法獲得生物高分子材料或者單體,再進一步聚合形成通用的高分子材料[1-2]。由于先經生物改性,生物基材料在生物相容性和生物降解性方面對環境更加友好。
為了克服聚對苯二甲酸乙二醇酯(PET)的剛性和聚對苯二甲酸丁二醇酯(PBT)的柔性,可以采用具有優異回彈性、易染色、耐磨性、抗污性,兼具滌綸、錦綸甚至氨綸優點的聚酯化合物[3-4],雖然杜邦公司在40年前就已開發出聚對苯二甲酸丙二醇酯(PTT,化學結構式如下),但是限于原材料1,3-丙二醇(1,3-PDO)的昂貴價格,一直未能實現產業化[5]。近年來,隨著科技進步,新工藝和基因工程等的突破,最終1,3-PDO 的成本大幅下降[6-7]。

目前,生物基PTT 纖維主要是以甘油、葡萄糖或淀粉等為原料,通過微生物發酵法生產1,3-PDO,經精對苯二甲酸(PTA)直接酯化形成大分子切片,再經熔融紡絲制備成PTT 長絲或短纖。由上述分子式可以看出,PTT 高分子的基本化學結構中包含1 個苯環和3 個亞甲基,這種奇數個亞甲基單元會在大分子之間產生“奇碳效應”,使苯環不能與亞甲基在同一個平面,臨近的兩個羰基斥力使其不能呈180°排列,只能以120°空間錯開,從而形成PTT 大分子空間螺旋結構[8]。Dandurand 等[9]通過 X-射線和電子衍射方法研究了PTT 晶體,結果表明:PTT 大分子鏈呈“Z”字型構象,使其具有線圈式彈簧一樣的彈性。在受縱向外切應力情況下,C—C 和C—O 鍵發生旋轉,分子鏈開始伸長,而在這種鍵旋轉的過程中,分子的構型并未發生變化,所以構象轉變是完全可逆的[8,10]。這在宏觀上賦予以PTT 為主體的面料柔軟的手感、形變記憶能力和良好的懸垂性。
T400 織物是杜邦旗下英威達公司研發的專利產品,由PTT 和PET 兩種聚酯纖維通過并列復合加工制得[11-13]。由于兩組分的微觀形態結構不同,經濕熱處理后,纖維會產生不同程度的收縮,使其在產生強烈縱向應力的同時,又產生偏離縱軸的扭轉,從而使纖維呈現永久性的立體螺旋卷曲。這種三維卷曲結構賦予了纖維極佳的彈性[14]。卷曲由分子結構特性決定,使得T400 的彈性和回復性較普通彈性纖維更好、更耐久[15]。
生物基記憶T400 織物是由PTT 和T400 交織而成,由于含有較多的PTT 成分,使得面料本身具有較好的彈性以及形變記憶能力,被廣泛用于制作運動服、休閑服、內衣、外套、家具裝飾布等。但在染整加工過程中,若工藝使用或者參數設置不當,面料易出現色差、染色不勻、擦傷擦亮、縐印以及手感偏硬等情況,因此需要嚴格控制生產流程,保證生產質量。
本實驗選取市場上常見的生物基記憶T400 面料,根據織物自身特性,通過制定合適的前處理、染色以及定型工藝,在保證染色質量的前提下,賦予織物較好的彈性、記憶性和附加功能。
1 生產加工
1.1 材料
面料:生物基記憶T400織物(幅寬175 cm,88 g/m2)。
試劑:染料分散藍2BLN、分散翠蘭S-GL(浙江博澳染料工業有限公司),分散黃棕S-2RFL(浙江龍盛集團股份有限公司),助劑32-離子膜堿(江蘇蘇化集團有限公司),50-冰醋酸(吳江索普化工有限公司),長車快速退漿劑TF-127B、乳化精煉劑TF-188A、滌綸超細纖維高溫勻染劑TF-212K、防水劑TF-4109(浙江傳化股份有限公司),勻染修補劑HTP-2124(嘉興華晟助劑工業有限公司),三聚磷酸銨(工業級,95%,云南鼎新磷化工廠),特效堿性去油靈SB-101(吳江市曙光化工有限公司)。
設備:OS-9V1200 平幅退漿機(臺灣鴻榮染整機械股份有限公司),CSF18020 高溫高壓液流染色機(海寧亞東機械有限公司),MEGATE 定型機(韓國美光機械株式有限公司),Datacolor 600 電腦測色儀(美國Datacolor 公司),RVMC-12 瑪諾光電整緯機(德國Mahlo 公司),Y571B 型干濕摩擦牢度儀(寧波紡織儀器廠),SW-12A耐洗色牢度試驗機(無錫紡織儀器廠)。
1.2 加工流程
根據生物基記憶T400 織物的理化特性以及客戶來樣要求,主要的加工流程:配桶→白坯打卷→平幅退漿→冷軋堆→平幅退漿→染色→脫水開幅→定型→成品打卷。
1.3 檢測
1.3.1 色牢度
耐摩擦色牢度:按照GB/T 3920—2008《紡織品色牢度試驗耐摩擦色牢度》測定;耐皂洗色牢度:按照GB/T 3921—2008《紡織品色牢度試驗耐皂洗色牢度》測定,變色按照GB/T 250—2008《紡織品色牢度試驗評定變色用灰色樣卡》評定;沾色按照GB/T 251—2008《紡織品色牢度試驗評定沾色用灰色樣卡》評定。
1.3.2 色差
將客戶來樣設定為標準樣,車間生產樣設定為對比樣,在D65光源和10°視角下,用電腦測色儀測定樣品的L、a、b值,并計算色差值ΔE,測3次取平均值。
2 加工過程與分析
2.1 平幅退漿
生物基記憶T400 織物退漿工藝配方:32-離子膜堿5%,長車快速退漿劑TF-127B 1 g/L,乳化精煉劑TF-188A 1 g/L,去油靈SB-101 0.5 g/L,三聚磷酸銨1 g/L,98 ℃,55 m/min。
在織造加工過程中,T400 織物在經向上受到較大張力和摩擦,易發生斷裂,為了減少斷裂,提高織造效率和坯布質量,需要對經紗上漿[16]。漿料有利于織造卻不利于染整,織物表面覆蓋的漿膜會阻礙染料向纖維內部擴散。本實驗選取的氧化型退漿劑TF-127B 在98 ℃熱堿條件下具有較好的耐堿穩定性,可以氧化降解化纖類織物織造常用的聚丙烯酸酯類漿料大分子中的酯鍵,形成水溶性較好的小分子鏈段,黏度迅速降低,進而在重力以及槽內溶液動態條件下從織物上脫落。為了使漿料退盡且使水解后的漿料不繼續沾污在織物上,可以用乳化精煉劑TF-188A 使漿料在水中溶脹而被乳化成分散狀態,便于去除。三聚磷酸銨對金屬離子具有很好的螯合作用,不僅可以防止脫落漿料的反沾污,而且可以軟化前處理水質。去油靈SB-101 產生的協同作用可增強對織物的退漿效果。
經過平幅退漿處理,生物基記憶T400 織物表面的漿料、油跡、污漬等基本上被有效去除。由于濕熱作用,織物內部應力消除,門幅有一定程度的收縮。
2.2 冷軋堆
生物基記憶T400 織物冷軋堆工藝配方:32-離子膜堿8%,長車快速退漿劑TF-127B 1 g/L,乳化精煉劑TF-188A 1 g/L,雙氧水0.5 g/L,三聚磷酸銨1 g/L,室溫,24 h。
由于T400 織物較硬挺,手感僵硬粗糙,經平幅退漿后雖然能得到一定改善,但是仍不能滿足來樣加工要求。為了使手感柔軟豐盈,可對經平幅退漿后的織物浸軋上述配方的工作液,保證織物具有一定的帶液率,打卷,在外部套一層塑料薄膜扎緊密封,使其在常溫下充分反應。由于無需特殊的溫度和壓力,因此沒有水或其他設備、能源的消耗,節能減排效果十分明顯。一般堆置24 h 已足夠,可視具體手感適當延長堆置時間,但要注意過度浸漬堿液會使織物強力有所損傷。
2.3 平幅退漿
對冷軋堆處理后的織物再次進行平幅退漿處理,工藝配方:32-離子膜堿3%~4%,長車快速退漿劑TF-127B 1 g/L,乳化精煉劑TF-188A 1 g/L,三聚磷酸銨1 g/L,65 ℃,65 m/min。
第二次平幅退漿的主要目的是去除冷軋堆處理過程中織物帶的大量堿液。由于經過較長時間的浸漬,堿液已經在纖維內外充分膨潤,如不處理干凈,會使染色布面產生一定的黏滑,造成染色不勻以及色斑等疵病。
2.4 染色
由于T400 織物主要成分為PET、PTT,故選取聚酯類織物常用的分散染料,利用高溫高壓液流染色機進行染色加工。
客戶來樣的墨綠色配方:分散藍2BLN 0.8%(omf),分散翠蘭S-GLFB 0.2%(omf),分散黃棕S-2RFLE-GL 0.6%(omf),50-冰醋酸0.8 g/L,滌綸超細纖維高溫勻染劑TF-212K 0.6 g/L,勻染修補劑HTP-2124 0.4 g/L,2 500 L溶液,浴比1∶6。
染色工藝曲線如下:
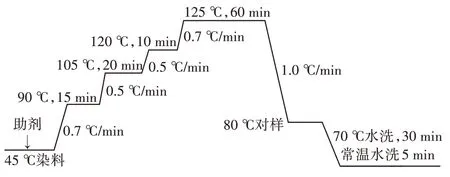
T400 織物利用高溫高壓液流染色機進行染色,助劑和染料均在染缸內溫度達到45 ℃時加入,助劑采用直抽方法注入;分散染料需采用比例注料方式注入,控制染料注入流速均勻注入(20 min),防止注料過快產生染色不勻等問題。需要注意的是,染色前的布應進行縫邊,將正面縫在里面,反面縫在外面,防止染色過程中在缸內擦傷。
PTT 纖維又稱彈性滌綸,但由于大分子鏈中重復單元含有的亞甲基數目不同,奇碳效應使得T400 類織物的染色方法較常規PET 有所不同。研究結果表明,由于PTT 纖維的加入,T400 織物的染色轉變溫度TD(上染速率顯著加快的轉折點)為70~80 ℃,較PET低10 ℃左右[14,17]。因此,控制升溫速率和保溫時間可以使織物獲得較好的染色效果。隨著染缸內溫度升高和加壓,織物分子鏈段運動開始加劇,微觀結構的變化可以形成較多的“空穴”,有利于染料的擴散,且溫度越高擴散效果越明顯。由于染料在PTT 組分上的上染速率對溫度變化較敏感,因此要適當降低升溫速率,不僅可以有效保證染色均勻性,而且可以防止形成縐印。
染色后的織物可在80 ℃左右選擇對樣,如無太大問題,接下來可進行染色后的水洗操作。第一次水洗在70 ℃左右進行,30 min 左右即可以洗去大部分浮色、泡沫等。之后織物再進行一次5 min 左右的常溫水洗,以缸內水清澈、無明顯泡沫即可。如第二次洗滌未達到要求,可視具體情況繼續清洗。
2.5 定型
對染色后的生物基記憶T400 織物進行定型加工,工藝配方:防水劑TF-4109 20 g/L,150 ℃,車速45 m/min,風機轉速1 200 r/min,正超喂+1.2 個,門幅153 cm。
根據客戶來樣要求,染色后的成品布出廠前如無特殊要求,需要對其進行一般性防水加工。浸軋防水劑后的織物,在定型機兩側針板的拉伸作用下,隨著溫度的升高,分子鏈段重組,結晶度和取向度提高。但由于PTT 組分對溫度較敏感,過高的分子規整會使面料手感較僵硬,因此需要控制溫度在150 ℃左右。TF-4109 為有機氟類防水劑,作用到織物表面后,由于C—F 鍵化合物分子間凝聚力小,使化合物的表面自由能顯著降低。當織物表面有水滴時,接觸角90°以上通常可以獲得較好的防水效果。
3 加工效果
3.1 染色效果
由圖1 和表1 可看出,經過高溫高壓液流染色機加工的生產樣和客戶標準樣相比,無論是色相差ΔH,還是飽和度差Δc,差值都較小;標準樣和生產樣總色差值ΔE=0.17,視覺差別在合理范圍內,可認定為顏色吻合。且生產樣在常溫條件下具有形狀記憶功能,保型性好,彈力效果明顯,手感柔軟,滿足服用要求。
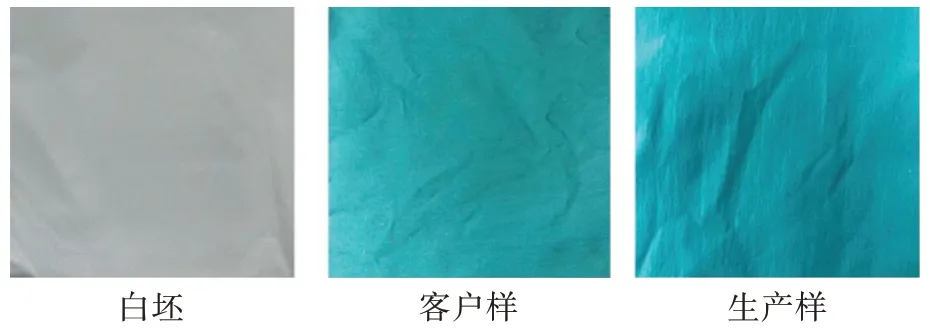
圖1 生物基記憶T400 織物生產樣
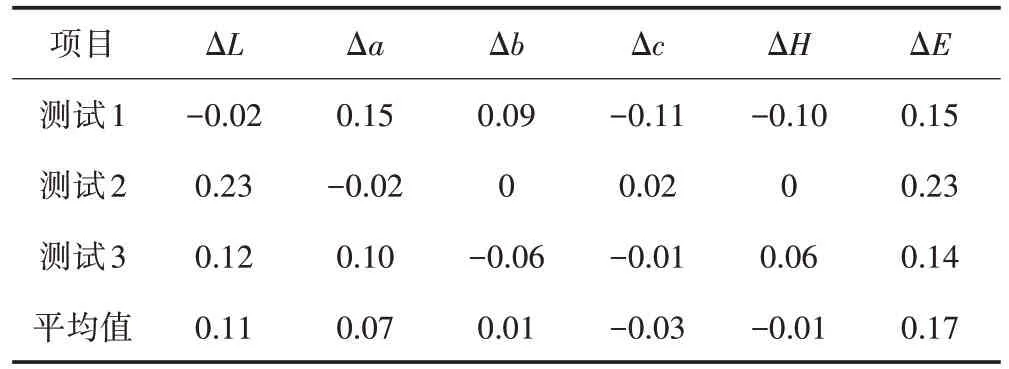
表1 生物基記憶T400生產樣與客戶標準樣色差
3.2 色牢度
加工處理后的織物耐干摩擦色牢度為4~5 級,耐濕摩擦色牢度為4 級,耐皂洗變色牢度為4~5 級,耐皂洗沾色牢度為4 級,均具有較高等級,滿足客戶來樣加工要求。
3.3 防水效果
經過處理后的織物防水達3 級,具有抗沾濕性能,滿足紡織品客戶和出廠基本要求。
4 結論
(1)對生物基記憶T400 織物用高溫高壓液流染色機進行染色加工,通過制定合適的染色工藝,可以使加工出來的織物與客戶來樣具有很好的色彩重現性,可以實現大規模生產。
(2)前處理、染色、后整理全流程工序的合理設計及配合,不僅可以使加工后的生物基記憶T400 織物無縐印、擦傷等疵病,而且彈力明顯,具備形變記憶功能。
(3)生物基記憶T400 織物經過合理的加工處理,色牢度和防水效果均能滿足客戶要求。
猜你喜歡
天天愛科學(2022年9期)2022-09-15 01:12:54
天天愛科學(2022年4期)2022-05-23 12:41:48
當代水產(2022年3期)2022-04-26 14:26:56
科學大眾(2021年9期)2021-07-16 07:02:54
軍事文摘(2020年20期)2020-11-28 11:42:50
學苑創造·A版(2020年10期)2020-11-06 05:21:26
航空世界(2020年10期)2020-01-19 14:36:20
作文周刊·小學一年級版(2016年27期)2017-06-03 23:21:17
絲綢之路(2016年9期)2016-05-14 14:36:33
新湘評論·下半月(2016年4期)2016-05-05 22:12:41