汽車后翼子板拐角連接件成形工藝優(yōu)化
2019-07-29 02:38:24李想郭奕文
中國設備工程 2019年14期
李想,郭奕文*
(湖南應用技術學院機電工程學院,湖南 常德 4150000)
1 試驗方法
盡管沖壓連接的變形過程相對簡單,但在實際應用中,許多因素會影響連接點的質(zhì)量,如連接板的特性、連接件的幾何尺寸參數(shù)和摩擦大小、厚度、沖頭壓力和行程等。在連接過程等方面,用Deform-2D 對汽車后翼子板拐角連接件沖壓連接成形過程進行了模擬,并討論了關鍵仿真參數(shù)的設置。
沖壓連接相當于是一個塑性變形過程。在這一過程中,材料的性能對模擬結果有很大的影響。為了獲得材料的基本力學參數(shù),實驗部分為雙軸拉伸實驗用AL6016板材,讓有限元模擬模型中使用的材料接近描述所選材料的塑性應變行為,并添加至Deform材料數(shù)據(jù)庫中。
2 汽車后翼子板拐角連接件沖壓工藝仿真模型的建立
在Deform-2D中采用二維軸對稱模型,導入模型圖,并建立有限元模型。其有限元模型和具體參數(shù)如圖1所示。
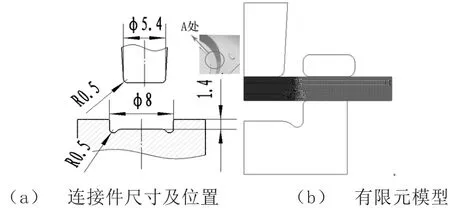
圖1 連接件尺寸及有限元模型
其中,A處為分析連接件所在位置,圓角半徑0.5mm,凸模直徑Dp=5.4mm;凹模直徑Dd=8mm,凹槽半徑0.5mm深度Hd=1.4mm,單層板料厚度1mm,凹模底部圓角半徑0.5mm。
2.1 材料模型
因材料實驗機獲取的僅僅是理論上的應力應變曲線,為了確保應力應變曲線在Deform中進行材料模型的定義時的真實性,需對其進行轉換,基于公式(1)、(2)能夠?qū)φ鎸崙驼鎸崙冞M行計算。


2.2 有限元網(wǎng)格優(yōu)化
在進行網(wǎng)格數(shù)量的確定時,要求對計算時間和模擬精度進行分析。最小網(wǎng)格尺寸和顯式算法的時間步長之間存在一定的聯(lián)系:

由于該模型,板料在成形過程中擠壓嚴重,塑性變形大。因此,需要對于不重要的區(qū)域和小變形區(qū)域,選擇粗網(wǎng)格,對大變形區(qū)域進行網(wǎng)格精細劃分。將凹模內(nèi)腔半徑作為邊界,板整體上下上劃分成兩個區(qū)域。使用細網(wǎng)格在半徑內(nèi),使用稀疏網(wǎng)格在半徑外。設置大網(wǎng)格和小網(wǎng)格的比例為3:1,最小網(wǎng)格長度約為0.06mm。
2.3 有限元接觸條件優(yōu)化
接觸主要包含有法向接觸作用和切向接觸作用。
(1)法向接觸。通常情況下,主要通過罰函數(shù)法、拉格朗日乘子法以及直接約束法來對法向接觸力進行處理。下式為接觸力大小和邊界穿透量之間的關系:

(2)切向接觸。其作用主要取決于摩擦,其中庫倫摩擦和常系數(shù)摩擦屬于計算摩擦力最常見的方法。

被加工金屬的剪切屈服強度與K觸面上的摩擦切應力之間呈正相關關系的表示,見下式:

通常情況下,基于有限元法分析塑性成形過程時,會利用常系數(shù)摩擦來進行表示,從而免去計算在接觸面上正壓應力分布的情況。本文采用常系數(shù)摩擦,其中板料件自身的摩擦因子設為0.4,板料和連接件之間的摩擦因子設為0.12。
3 汽車后翼子板拐角連接件沖壓工藝的實驗分析
3.1 沖壓連接實驗
連接件在沖壓連接過程中經(jīng)歷了多次的沖壓鐓擠,對韌性和耐磨性要求很高。因此,需選用高韌性和抗沖擊性較強的模具來實施沖壓實驗,保證耐磨性需要靠較高的硬度。因此采用模具鋼Cr12,淬火處理硬度可達HRC50-55。仿真結果中厚度為0.8mm和1mm的板料為最優(yōu)尺寸參數(shù)。
由于空腔直徑只有8mm,在車削過程中操作困難,難以確保加工精度,出于對加工便利性和成本的考量,將整體式凹模改成鑲塊式。修改后的內(nèi)鑲塊轉動更加方便,方便在不同凹槽半徑和高度的內(nèi)鑲塊加工。通過改變內(nèi)鑲塊的凹槽半徑和高度,使更為便利的達到改變槽寬和凹腔深度Hd的目的。
3.2 實驗結果分析
由表1能夠得知,在相同物理實驗及有限元模擬條件下,沖壓連接的軸向剝離力與切向剝離力大于焊接,且該連接方式自身的切向剝離力大于其軸向剝離力。

表1 連接強度分離試驗結果
圖2所示為有限元模擬中沖壓連接與焊接成形力的對比。因下模的沖壓連接是平面結構,連接成形過程中不用從上模進入下模,因此,在同樣情況焊接的上模行程大于下沖壓連接的上模行程,并且兩種方式的成形力相差較大。在軸向分離過程中具有更大軸向剝離力的為沖壓連接,并且在軸向分離的過程中有相比焊接連接更長的分離距離,這些都說明沖壓連接比焊接具備更多優(yōu)勢,值得廣泛應用推廣。
4 結語
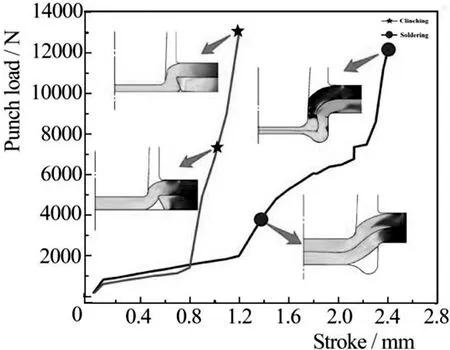
圖2 沖壓連接與焊接成形力-位移圖
本文對汽車后翼子板拐角連接件的焊接工藝進行了優(yōu)化,探討了汽車后翼子板拐角連接件的沖壓工藝,研究結果如下。
第一,在同樣的有限元模擬條件和物理實驗中,軸向剝離力與切向剝離力沖壓連接都大于焊接,而沖壓連接的切向剝離力大于其自身軸向剝離力。第二,沖壓連接在軸向分離過程中有著更大的軸向剝離力,在軸向分離過程中分離距離更長,表明沖壓連接具備較為良好的性能,比焊接具備更多優(yōu)勢,工藝穩(wěn)定可靠,值得在實踐應用中進行廣泛的推廣。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數(shù)理化·七年級數(shù)學人教版(2020年10期)2020-11-26 08:24:50
數(shù)學物理學報(2020年2期)2020-06-02 11:29:24
上海節(jié)能(2020年3期)2020-04-13 13:16:16
裝備制造技術(2019年12期)2019-12-25 03:06:00
天津醫(yī)科大學學報(2019年6期)2019-08-13 07:04:32
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03
機械工程師(2015年10期)2015-02-02 01:14:03
機電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
