淺談鑄造中造型材料的配制
2019-07-26 01:30:06崔永廣
商品與質量 2019年15期
關鍵詞:質量
崔永廣
河南科技學院高職學院 河南新鄉 453600
鑄造是指將金屬通過加熱使其融化,而后澆注型腔,從而形成具有一定形狀和性能的鑄件的一種成型方法。
鑄造的方法很多,一般我們將鑄造分為兩大類砂型鑄造和特種鑄造,其中砂型鑄造是通過用沙子做成型腔和型芯,加工鑄件的方法,因為砂子比較便宜,所以該種方法成本上比較低,因而砂型鑄造在實際應用中更為廣泛。例如,在企業中的重型設備和金屬切削機床的殼體都是鑄件,通常能夠占所有鑄件總重量的70%-90%;還有通過砂型鑄造生產的汽車零部件占汽車零部件總量的30%-70%。在砂型鑄造中,砂子形成的砂型和砂芯對鑄件的質量會產生直接的影響,如果砂子質量不好很可能造成鑄件砂眼、氣孔和夾砂等缺陷,因而在實際應用中我們一定要對該成分的質量進行嚴格把關[1]。
1 造型材料的基本性能要求
造型材料一般可以分為型砂和芯砂兩種,用于制造鑄件外形的材料通常我們稱之為型砂;而用于制造鑄件內部形狀的材料稱為芯砂。型砂和芯砂的性能對鑄件的質量有很大的影響,如果選用不當很可能造成如砂眼、夾砂、氣孔、裂紋等鑄造缺陷,而決定質量好壞主要是其性能,其性能包括強度、可塑性、透氣性、耐火性和退讓性等。
1.1 濕壓強度
濕壓強度是指型砂和芯砂在潮濕情況下的強度,其濕壓強度對造型材料有非常大的影響,如果太軟,會在金屬液體澆注的過程中,造成型砂和芯砂沖散,從而會影響鑄件質量;反過來如果強度太大,由于液態金屬在凝固過程中會伴隨著熱脹冷縮,而其高強度會阻礙鑄件的變形,從而直接導致鑄件產生應力集中甚至會導致鑄件裂紋等缺陷。
1.2 可塑性
型砂和芯砂的可塑性是指在原來的外力下變形,當撤去外力后能很好的維持現有形狀的性能,當型砂有好的可塑性時可以使鑄件易于鑄造成型,而且該成型的精度也會非常理想,當時型砂和芯砂的可塑性與砂子的顆粒度和黏土量等都有很大的關系,一般情況下砂子的顆粒度越大,黏土比重越大,該砂型的可塑性就越好。
1.3 透氣性
液態金屬澆注型腔的時候溫度很高,型腔中的水分會瞬間氣化,為了保證鑄件的質量,需要將該氣體排出,而該氣體排出去能力就是透氣性,芯砂的透氣性與砂子的顆粒度、黏土量和水分都有著非常大的關系,如果透氣性差,將導致氣體排不出去,這個時候鑄件就會出現澆不足或者氣孔大等缺陷。通常情況下顆粒度越大,型砂和芯砂的透氣性是越好的,黏土量越大,通常情況下型砂和芯砂的透氣性就會有所下降,同時我們還要合理選擇水分的量,因為會存在某一個量值將會使型砂和芯砂的透氣性最好[2]。
1.4 耐火性
型砂的耐火性是指當澆注液態金屬時,砂型和砂芯在承受高溫時能否依然保持自己的原有狀態的能力,如果型砂和芯砂的耐火性不好,將會使型腔出現缺陷,從而直接影響鑄件的質量。一般情況下型砂和芯砂的耐火性與型砂和芯砂中的SiO2有著直接的關系,如果型砂和芯砂中的SiO2含量高,則型砂和芯砂的耐火性也就越好。砂子的顆粒度也會對耐火性形成影響,通常顆粒度越大則型砂的耐火性也將越好。
1.5 退讓性
通常鑄件在凝固時,型砂和芯砂可以被壓縮的能力成為型砂和芯砂的退讓性。如果型砂和芯砂的退讓性不好,將直接阻礙鑄件的熱脹冷縮,這個時候阻礙了鑄件的變形,從而也會產生內應力,甚至嚴重的話會產生裂紋。
除了以上的性能,型砂還應該具備良好的復用性,否則將造成材料的嚴重浪費,從而也將直接導致成本的提高。
在澆注的過程中因為芯砂處于最內部,它四周都被金屬液體所包圍,從而它的四周的溫度就會急劇上升,這個時候對芯砂的考驗相對于型砂也更為嚴峻,因此通常情況下,在選擇砂芯材料時,我們也提出了更高的要求,我們不僅要保證芯砂的塑性、透氣性、濕壓強度和退讓性要好,還要保證它的耐火性也要好,只有這樣我們才能保證芯砂在鑄造的過程中不出問題。相反的,在型砂的選擇上我們可以適當降低要求,這樣也在一定意義上降低了生產成本。
由上可知,型砂和芯砂的質量對鑄件的質量有著非常直接的影響,因而通常情況下我們都不是直接將型砂和芯砂進行砂型和砂芯的制造,而是通過實驗確定沒有問題了,才用其進行砂型和砂芯的制造,因而在實際的生產車間里,通常企業都會設置相應的型砂和芯砂測量實驗室,專門通過專用設備對型砂和芯砂的質量進行檢驗,檢驗合格后我們才會將其投入使用。當然在很多小型的加工場合顯然我們是不具備這種條件的,比如學校里的實訓車間和小的鑄造企業作坊,這個時候我們通常可以通過經驗法來確定型砂和芯砂的質量的好壞,我們通常用手緊握一把型砂或者芯砂,而后松開手,如果砂型既不粘手,同時也沒有松散開,而且砂型的為表面也有清晰的手掌紋路,而后我們再用兩手將其掰斷,斷面整齊,如果上述條件型砂和芯砂都能達到的話,就證明該砂子的質量是沒有問題的,可以滿足我們一般的對鑄件質量的要求。
2 造型(芯)材料的組成
型砂和芯砂一般由原砂、黏結劑、附加物和水按一定的比例混制而成,因為只有通過這樣的方式我們才能保證它的性能是符合規定的,也就是說在該條件下,我們才能保證鑄件的質量。常用的鑄鐵件中,通常新砂占10%-20%,舊砂占80%-90%,膨潤土占2%-3%,水占4%-5%。
2.1 原砂
原砂是型砂的主要組成部分,按成分不同一般可分為三類:①黏土含量在2%-5%之間的黏土性砂,一般可用于澆注像鋁合金、鎂合金等有色合金,其中鋁合金的澆注溫度為700℃左右。②SiO2含量在90%-97%之間的石英砂,一般用于澆注鑄鋼件,其中鑄鋼件的澆注溫度為1570℃左右;③SiO2含量在85%-90%之間的長石砂,一般用于澆注鑄鐵件,其中澆注溫度在鐵熔點(1538℃)以上的某個溫度區間,根據產物不同,我們會選擇不同的溫度。
2.2 黏結劑
如圖1為黏土砂結構,黏土劑的作用是將型砂和芯砂進行粘結而使其具有一定的強度和塑形,而后才能保證鑄件的質量,通常根據鑄件類型不同,我們也會選擇不同的粘結劑,因為黏土的成本相對低廉,因而在一般的砂型鑄造中我們在很多情況下會選擇黏土作為黏結劑。
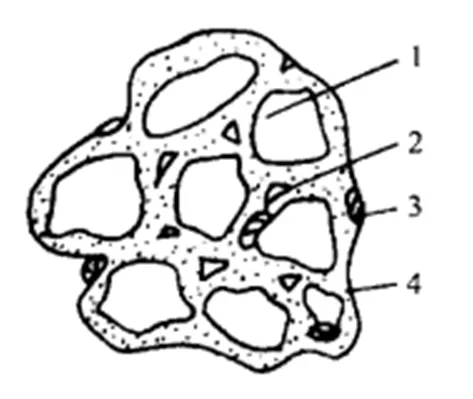
圖1 黏土砂結構
2.3 附加物
附加物為了改善型(芯)砂的性能而加入的其他物質。型砂中加入煤粉能提高型砂的耐火性,從而避免鑄件外表面粘上砂子,也可以提高鑄件的表面的光潔度,讓其質量更高;型砂中加入木屑能使型砂和芯砂的退讓性和透氣性得到提高,可以有效地避免鑄件產生裂紋、氣孔、氣窩等缺陷。
2.4 水
水能使原砂與黏土混成一體,并保持一定的強度和透氣性。但水分含量要適當,過多或過少都會給鑄件質量帶來不利的影響。如果過少會使原砂與黏土混合不充分,從而影響砂型和砂芯的強度,直接導致鑄件的質量下降;反之,如果水分過多會使砂型和砂芯的透氣性下降,從而會影響鑄件的質量。一般情況下我們常用的濕型砂(以鑄鐵件型砂為例)中水的含量能占到4%-5%。
2.5 涂料
為防止液態金屬與砂型表面相互作用產生粘砂等缺陷,在型腔表面涂覆一薄層涂料。常用的涂料是石墨粉。石墨粉熔點大于3000℃,在高溫下與少量氧氣化合而燃燒產生氣體,使液態金屬與砂型不直接接觸。同時,在型砂內需混入一些煤粉,澆注時,煤粉燃燒產生的氣層可防止鑄件粘砂[3]。
2.6 判斷型砂的干濕程度有以下幾種方法
(1)水分。水分指定量的型砂試樣在105-110°C下烘干至恒重,能去除的水分含量(%)。當型砂中含有大量吸水的粉塵類材料時,雖然水分很高,但是型砂仍然顯得既干又脆。因為達到最適宜干濕程度的水分隨型砂組成的不同而不同,故這種方法不很準確。
(2)手感。用手攥一把型砂,感到潮濕但不粘手,柔軟易變形,印在砂團上的手指痕跡清楚,砂團掰斷時斷面不粉碎,說明型砂的干濕程度適宜、性能合格。這種方法簡單易行,但需憑個人經驗,因人而異,也不準確。
(3)緊實率。緊實率是指一定體積的松散型砂試樣緊實前后的體積變化率,以試樣緊實后減小的體積與原體積的百分比表示。過干的型砂自由流入試樣筒時,砂粒堆積得較密實,緊實后體積變化較小,則緊實率小。這種型砂雖流動性好,但韌性差,起模時易掉砂,鑄件易出現砂眼、沖砂等缺陷。過濕的型砂易結成小團,自由堆積時較疏松,緊實后體積減小較多,則緊實率大。這種型砂濕壓強度和透氣性很差,砂型硬度不均勻,鑄件易產生氣孔、脹砂、夾砂結疤和表面粗糙等缺陷。緊實率是能較科學地表示濕型砂的水分和干濕程度的方法。對手工造型和一般機器造型的型砂,要求緊實率保持在45%-50%,對高密度型砂則要求為35%-40%。
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54