車制實體保持架緩沖槽結構兜孔工藝分析
2019-07-23 00:46:38李迎麗張宇劉穎志
軸承 2019年4期
關鍵詞:工藝
李迎麗,張宇,劉穎志
(中國航發哈爾濱軸承有限公司,哈爾濱 150036)
圓柱滾子軸承在航空發動機上廣泛應用,其保持架材料多采用硬鋁、青銅、黃銅、合金鋼等,兜孔的位置精度和表面質量直接影響保持架的應用性能。為進一步提高保持架的兜孔位置精度和表面質量,提升保持架的使用性能,結合軸承結構、工況、總體受力狀態及使用要求,對圓柱滾子軸承保持架兜孔結構和工藝進行優化[1-2]。
1 原加工工藝分析
原圓柱滾子軸承車制實體保持架,兜孔結構通常為正方形/長方形直兜孔(圖1),銑、拉成形兜孔(圖2)。保持架車制加工工藝流程為:粗車平面、外徑面、內徑面→調質→終車平面、外徑面、內徑面→鉆、銑孔→拉方孔→去毛刺→光飾→清洗→……→包裝[3]。

圖1 圓柱滾子軸承直兜孔保持架Fig.1 Cylindrical roller bearing cage with straight pocket
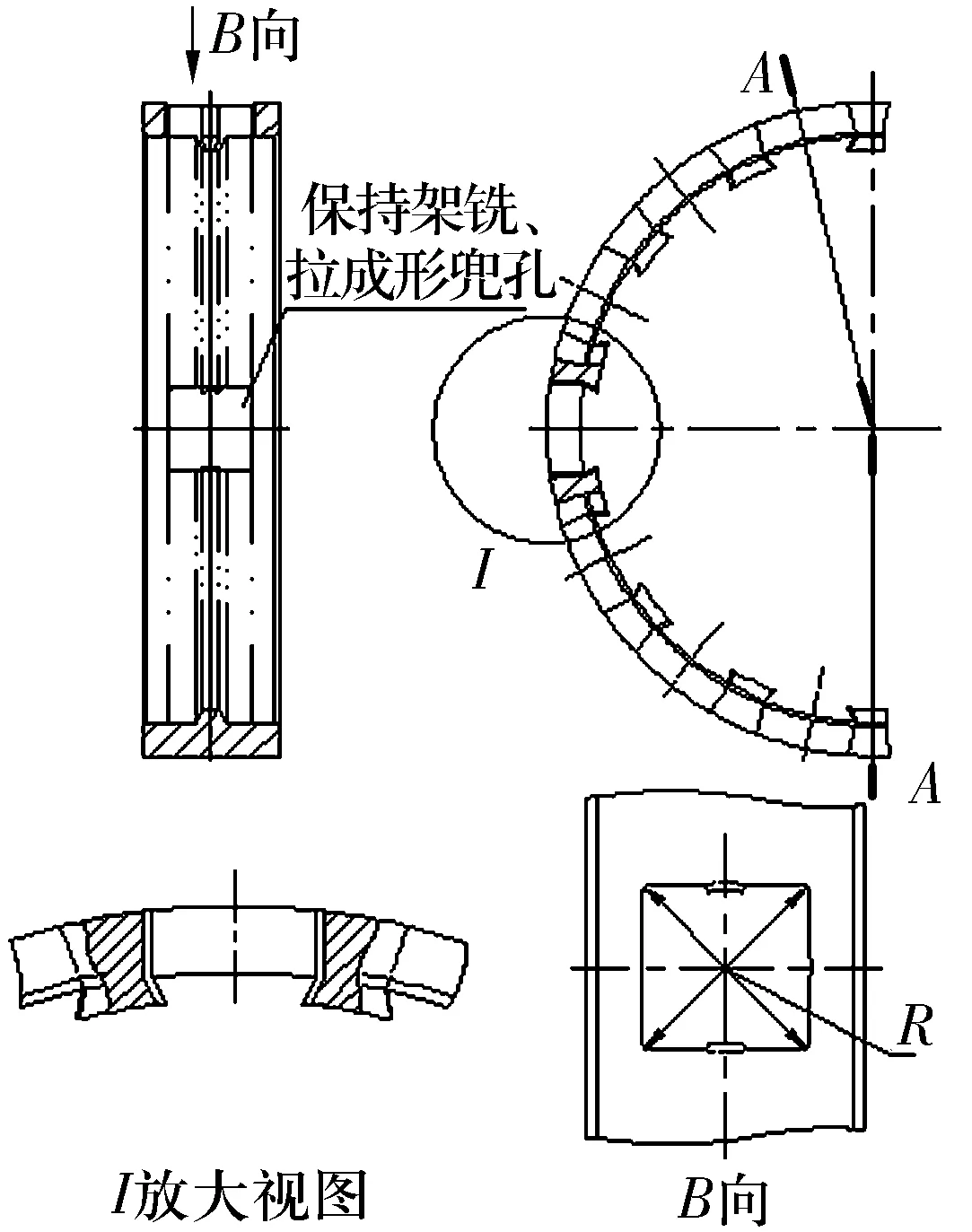
圖2 圓柱滾子軸承銑、拉成形兜孔保持架Fig.2 Cylindrical roller bearing cage with milling formed pocket
保持架兜孔頂角圓弧R較小,一般為0.1~0.5 mm,圓弧與兜孔相鄰兩面呈相切狀態。兜孔加工工藝為“鉆、銑孔→拉方孔”,采用數控加工中心完成鉆、銑孔工序,采用臥式或立式拉床完成拉方孔工序。上述工藝方法中影響兜孔位置精度、表面質量的原因有[4]:1)保持架兜孔經2道工序加工完成,重復裝夾產生累積定位誤差,影響兜孔位置精度;2)拉刀是比較復雜的多齒刀具,制造難度較大,其制造質量影響兜孔位置精度及表面質量,拉削加工兜孔后在頂角圓弧R≤0.3 mm處常出現撕裂狀缺陷;3)拉床以液壓驅動,其運行精度和運行穩定性也對保持架兜孔位置精度、精度穩定性和表面質量產生很大影響。
2 優化后加工工藝
優化該類保持架兜孔設計,將頂角圓弧R設計為應力緩沖槽結構(圖3),R值根據兜孔、滾子尺寸確定,一般不小于1.2 mm,圓弧與兜孔相鄰兩面呈相交狀態。

圖3 應力緩沖槽兜孔保持架Fig.3 Cage pocket with stress buffer slot
該結構保持架兜孔既可以采用拉削方式實現,也可以采用數控加工中心的鉆、銑削方式實現。為避免原工藝重復定位,拉刀制造質量,拉床運行精度及運行穩定性等因素的影響,采用鉆、銑孔工藝方法在數控加工中心上加工完成,并使用硬質合金鉆頭、銑刀,一次裝夾完成兜孔加工[5],保證兜孔加工精度和質量的穩定性。
2.1 應力緩沖槽兜孔工藝
兜孔加工將原工藝“鉆、銑孔→拉方孔”工序合并,只需要“鉆、銑兜孔”一道工序完成。
2.1.1 兜孔加工工藝方法
保持架應力緩沖槽結構兜孔加工步驟如圖4所示。
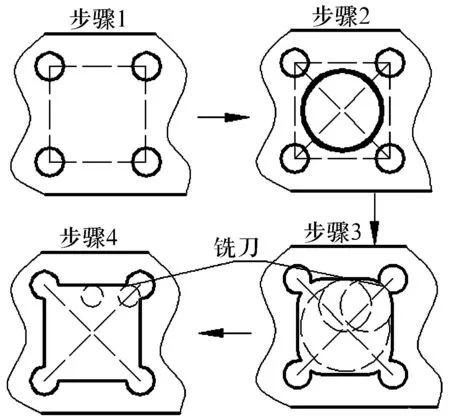
圖4 應力緩沖槽兜孔加工步驟Fig.4 Processing step of pocket with stress buffer slot
步驟1:用半徑尺寸為頂角圓弧R值的硬質合金鉆頭,鉆削加工完成所有兜孔應力緩沖槽頂角。
步驟2:鉆/鉆、銑削加工所有兜孔的中心孔,圖5中兜孔軸向寬度尺寸L及周向寬度尺寸L1,分別預留0.10~0.15 mm加工余量,將中心孔鉆為圓孔或鉆、銑為橢圓孔。
步驟3:以中心孔的中心作為銑刀起點,用φ3~φ4 mm銑刀完成兜孔四面的粗銑加工。
步驟4:以步驟3形成的兜孔中心作為銑刀起點,用φ1~φ2 mm銑刀完成兜孔四面的精銑加工。
2.1.2 兜孔加工過程控制
兜孔加工過程需控制的技術要求(圖5)如下:
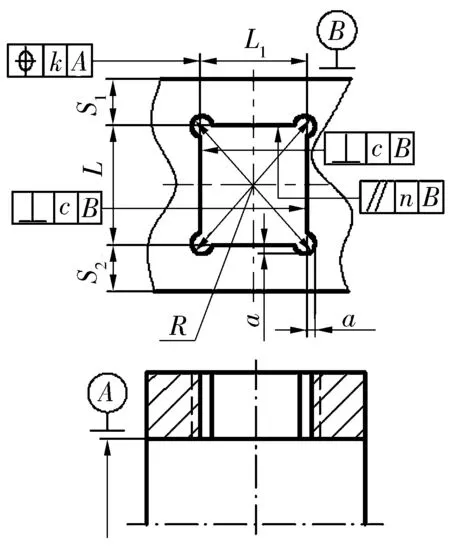
圖5 兜孔控制技術要求Fig.5 Control technical requirements for pocket
1)尺寸控制,采用調心機檢測兜孔軸向寬度尺寸L及周向寬度尺寸L1,采用G904儀器測量兜孔頂角應力緩沖槽凸出量a,頂角圓弧R由鉆頭直徑保證。
2)位置精度控制,采用G904儀器測量兜孔軸向位置度(S1-S2)、孔底面對基面平行度n、兜孔相互位置度(S-S1), 采用三坐標計量兜孔圓周方向位置度k、橫梁對基面垂直差c。
3)表面質量控制,采用手持式表面粗糙度儀檢測兜孔表面粗糙度。
3 效果驗證
應力緩沖槽兜孔結構保持架已完成研制加工,并在3種不同類型的主軸軸承上應用。組裝后的成品軸承均通過了試驗器驗證,滿足軸承性能要求。技術優化前后兜孔關鍵技術指標實測值見表1。
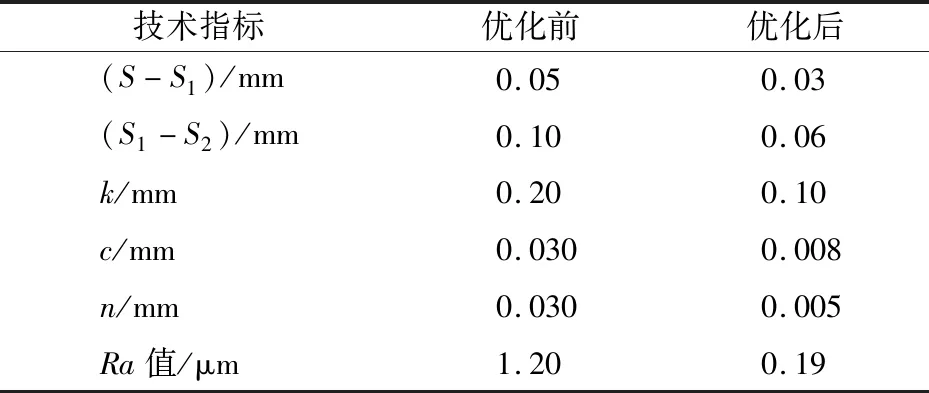
表1 關鍵技術指標實測值Tab.1 Measured values of key technical indicators
4 結束語
將兜孔4個頂角圓弧R由過渡小圓弧設計為緩沖槽結構,通過開展工藝研究,形成并固化了該類保持架工藝流程及兜孔鉆、銑削工藝方法,使保持架兜孔位置精度、表面粗糙度提升1倍以上。同時保證了生產加工過程的順暢,提高了產品合格率并保證軸承交付節點,確保滿足航空發動機主機的配套需求。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
