薄壁深筒銅零件的旋壓工藝研究
2019-07-19 05:45:01李永杰楊華
山東工業技術 2019年17期
關鍵詞:成型工藝
李永杰 楊華

摘 要:本文介紹了薄壁深筒銅零件的旋壓成型工藝參數,詳細分析了影響旋壓零件質量的各方面因素,對類似薄壁深筒零件的旋壓加工起到了借鑒作用。
關鍵詞:薄壁深筒;旋壓;成型工藝
DOI:10.16640/j.cnki.37-1222/t.2019.17.013
1 旋壓成型
旋壓成型是將毛坯固定在旋壓機的芯模上,由主軸帶動芯模和毛坯旋轉,依靠主芯模和成型旋輪使毛坯材料產生連續的,逐點的塑形變形,從而獲得各種形狀的空心旋轉體零件。同機械加工比較,旋壓成型節約了大量的原材料和加工周期,同沖壓成型比較,減少了多次沖壓拉伸需要的模具和工序,節約了大量的人力成本和場地成本。同焊接成型比較,旋壓成型可消除縱向焊縫,減少環形焊縫,提高了產品質量性能。旋壓過程中材料產生晶粒細化,提高了產品的材料性能。由于旋壓工藝的先進性,經濟性和實用性,不僅在航空、航天等金屬精密加工技術領域占有重要地位,而且在化工、機械制造、電子及輕工業等領域也得到了廣泛的應用。
2 深筒薄壁零件旋壓加工
2.1 深筒薄壁零件介紹
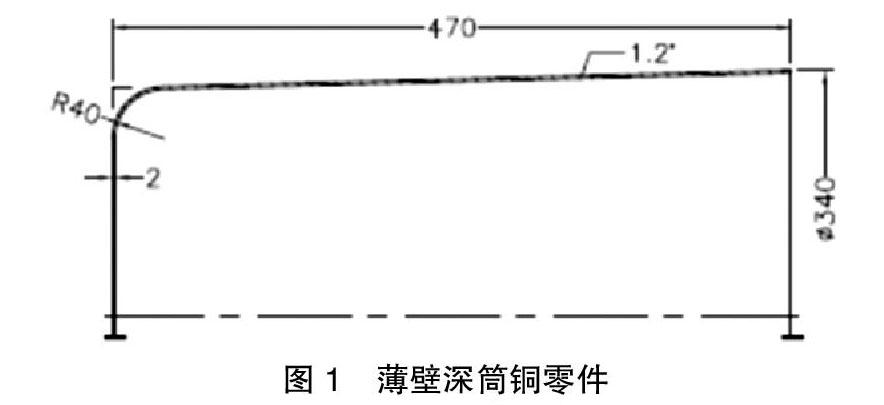
下圖1所示零件為薄壁深筒零件,大端直徑Φ340,周邊1.2°斜度,長為470mm,成型后壁厚為2mm,材料為紫銅。綜合了機械加工(材料消耗大、有切屑、須做內模工裝、加工時間長)、沖壓成型、焊接成型(加工工序多、有焊縫、須焊后處理)、旋壓成型等其它加工方法的優缺點后,決定成型工藝使用旋壓成型工藝。
2.2 旋壓加工
(1)毛坯。1)毛坯材料的要求:毛坯表面不得有劃痕,裂紋,銳邊和毛刺,毛坯內部不得有隔層、夾渣、裂紋等缺陷。如有上述缺陷,旋壓中毛坯表面和內部的缺陷會被放大,出現開裂、內裂現象。另外毛坯在旋壓過程中由于塑性變形會產生強大的應力,致使材料硬化嚴重,所以需要在旋壓前對毛坯進行退火處理加以軟化,進一步提高它的塑形變形能力。2)毛坯尺寸大小的確認,上圖零件材料展開直徑約為Φ820,考慮到旋壓機床受限,旋壓深度大于壁厚的230倍以上,進一步增加了旋壓的難度;旋壓成型在變形過程遵循體積不變的原則,所以增加材料的厚度同時減小材料的直徑,即選擇普通旋壓與強力旋壓相結合的方法進行成型,普通旋壓主要是改變坯料的形狀,材料壁厚基本不變或改變較少的一種旋壓成形過程。強力旋壓即在旋壓過程中不但改變坯料的形狀而且通過坯料厚度的減薄來實現成型。再結合旋壓機的工作范圍,確定選擇直徑Φ620厚度8mm的紫銅板作為加工毛坯。
(2)芯模。芯模在運動中承受強大旋壓力,對工件變形起到支撐作用,保證了工件的內壁形面,在旋輪的共同作用下迫使材料屈服變形,變形過程中受到較大的摩擦力,因此芯模材料要有較高的強度、剛度和硬度,一般材料選用淬火后回火硬度HRC50以上的工具鋼。在旋壓時芯模外表面與毛坯內表面緊密貼合,因此芯模外表面粗糙度要低,便于毛坯的流動,芯模的外形尺寸按照工件的內形尺寸來確定,并考慮工件旋壓后銅材料回彈量和熱縮量0.2-0.3mm。
(3)旋輪。旋輪工作時與毛坯直接接觸,承受著巨大的接觸壓力,劇烈的磨擦和一定的工作溫度。旋輪的表面狀況(形狀尺寸、精度、硬度、粗糙度)和耐熱性直接反映到工件的外表面上,因此旋輪材料必須有足夠的強度、剛度、硬度和耐熱性。旋輪可分為圓弧式、雙錐面式、臺階式等形式,旋輪的圓角半徑R一般為壁厚的1~3倍,大的圓角半徑R可以使變形毛坯的前后重疊部分增加,提高旋壓件的表面光潔度,但大的圓角半徑R使材料的軸向流動困難,工件起皺,而R過小則會在毛坯表面造成切削現象,產生軌跡狀表面,降低表面光潔度。本次旋壓旋輪選為圓弧式,圓角半徑取R20mm,安裝角為20°。
(4)旋壓工藝參數的設定。影響旋壓成型的工藝參數很多,這些工藝參數的選擇直接決定了毛坯在強力旋壓時的變形過程,影響著旋壓件是否順利成型,產品質量是否合格。因此合理的選擇旋壓工藝參數是保證旋壓成功的關鍵步驟。其主要工藝參數有:減薄率、旋壓次數、進給比、旋輪圓角半徑。
減薄率ε=(t0-tf)/t0。
tf—旋壓件的壁厚,t0—毛坯的壁厚。
本次旋壓毛坯壁厚為8mm,旋壓后的壁厚取2.5mm,根據公式計算出本次旋壓的總減薄率ε為68.75%,減薄率越大,則標志著強力旋壓的變形程度越大,材料變形愈劇烈,根據總減薄率在50%以下的旋壓1次成型,總減薄率在50%~70%的旋壓2次成型,總減薄率在70%以上的旋壓3~4次成型的工藝積累,本次旋壓采用兩次進行,兩次旋壓減薄率的分配,考慮有利于旋壓件成型和旋壓件質量,在本次旋壓第一次減薄率為45%,第二次減薄率為43%,在兩次中間增加熱處理工序以釋放旋壓中產生的應力、軟化材料組織增加可旋性。
進給比是指芯模旋轉一周,旋輪的進給位移量,單位為mm/r,進給比直接影響到旋壓件是否能夠成型。在滿足成型的要求下,進給比盡量取大一些,以提高旋壓件的表面質量。本次旋壓進給比選擇在1~2mm/r。
圖2為第一次旋壓后半成品和第二次旋壓后成品。要旋壓出符合設計要求的零件,在旋壓過程中碰到的開裂、起皺、鼓包、壁部斷裂等缺陷問題,不僅要協調減薄率、進給比、旋輪圓角半徑,而且要考慮毛坯表面質量、內部缺陷等材料因素對產品質量的影響,另外芯模、頂桿裝置等設備因素也是影響產品質量不可或缺的因素,只有在實際生產中綜合考慮,才能選出最合適的工藝參數。
3 結論
旋壓成型技術作為金屬回轉體加工中新興的一種特種成型技術,自產生以來,已經做了大量的理論研究工作,應用也日益廣泛,但對旋壓超薄壁件的研究相對甚少,尚沒有形成較為全面、系統、可靠的超薄壁旋壓基礎理論及質量控制體系給予技術支持。上述深筒薄壁銅零件的旋壓成型工藝對類似深筒薄壁零件旋壓提供了很好的借鑒作用。在實際加工中,還需要通過不斷的試驗和積累,才能選出合適的加工方案,旋壓加工出合格的產品。
參考文獻:
[1]牟少正等.有色技術旋壓技術研究現狀[J].航天制造技術,2008,8(04):38-42.
[2]劉建華等.旋壓技術基本原理的研究現狀與發展趨勢[J].重型機械,2002(13):1-4.
[3]王紹存等.數控旋壓成形工藝應用實例[J].金屬加工,2013(03):30-33.
猜你喜歡
科技與創新(2017年7期)2017-05-13 11:30:40
中國民族民間醫藥·上半月(2016年9期)2017-05-11 00:14:18
科技資訊(2016年36期)2017-04-21 01:46:44
課程教育研究·學法教法研究(2016年34期)2017-03-31 04:01:04
山東工業技術(2017年5期)2017-03-16 15:57:08
中國民族民間醫藥·上半月(2017年2期)2017-03-09 17:42:17
科技與創新(2016年21期)2017-02-14 10:49:48
科技經濟市場(2016年5期)2017-02-05 23:30:06
中國醫藥導報(2016年28期)2017-01-06 19:20:09
中小企業管理與科技·中旬刊(2016年8期)2016-08-03 14:57:53