自適應控制技術在光學傳感MAG焊中的應用
2019-07-17 02:20:00孫宇丹孫宇彤楊浩劉巍巍
價值工程 2019年14期
孫宇丹 孫宇彤 楊浩 劉巍巍

摘要:為了實現(xiàn)光學傳感與焊件CAD模型之間的有效信息交互,在已有自適應控制技術的基礎上,提出了一種基于自適應間隙模型的自動規(guī)劃MAG焊控制方法。通過建立自適應間隙模型,確定焊接參數(shù)與變化間隙的幾何形狀之間的關系;將計算機輔助設計模型與通過光傳感得到的虛擬焊接點進行執(zhí)行匹配,利用迭代最近點計算出實際的幾何間隙,得出焊接速度,實現(xiàn)焊接補償。最后配合光學傳感技術來控制工業(yè)機器人進行實際操作,實驗結果表明所采用的方法提高了焊接質量。
Abstract: In order to realize the effective information interaction between optical sensing and weldment CAD model, based on the existing adaptive control technology, an automatic planning control method based on adaptive gap model was proposed. By establishing an adaptive gap model, the relationship between the welding parameters and the geometry of the changing gap is determined; the computer-aided design model is matched with the virtual welding point obtained by light sensing, and the actual geometric gap is calculated using the iterative closest point , Obtain the welding speed and realize welding compensation. Finally, with optical sensing technology to control the actual operation of industrial robots, the experimental results show that the new method used to improve the welding quality.
關鍵詞:自適應控制;焊接機器人;間隙模型;光學傳感;角焊接
Key words: adaptive control;welding robot;gap model;optical sensing;angle welding
中圖分類號:TN929.12 ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文獻標識碼:A ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文章編號:1006-4311(2019)14-0114-04
0 ?引言
對于多大數(shù)的工業(yè)生產(chǎn)而言,自動化生產(chǎn)不僅能提高生產(chǎn)率及空間利用率,還能改進生產(chǎn)技術,進而減少經(jīng)濟投入[1]。在焊接領域,機器人自動化焊接系統(tǒng)的設計編程需要大量專業(yè)知識與經(jīng)驗,在開發(fā)過程中是一項相對耗時的工作,而且現(xiàn)有已完成編程的機器人通常不能根據(jù)工件加工過程中出現(xiàn)的不確定因素進行自動反應,例如由于電級與零件粘連造成的間隙或零件存在公差代等[2]。這些因素嚴重阻礙了小批量焊接機器人的生產(chǎn),尤其是針對注重成本效益的中小企業(yè)所需要的焊接機器人。因此,采用傳感器來控制機器人進行自適應控制才是自動化生產(chǎn)的發(fā)展趨勢。
Alexander Kuss[3]等人研究出了一種檢測裝配變化以適應機器人焊接系統(tǒng)編程的方法,可自動實現(xiàn)減少由于裝配過程的產(chǎn)生的誤差焊接的影響;陳志翔[4]將激光視覺傳感技術應用到鋁合金的自適應焊接過程中,在這個自適應控制中,可進行精確測量焊接坡口和自動焊縫跟蹤,但成本效益過高,更適合應用于大批量機器人生產(chǎn);王加友[5]根據(jù)計算得到的旋轉電弧傳感器系統(tǒng),可有效地檢測到焊接偏差,但旋轉頻率及電信號等外在因素對其檢測的靈敏度有影響較大。
本文所設計的方法能自動規(guī)劃焊接工藝,以適應由于位置變化而引起的縫隙幾何形狀變化,例如改善有人工定位引起的焊縫偏差。基于工件CAD模型與光學傳感器檢測的結合,其制造成本與傳統(tǒng)的縫線跟蹤傳感器一樣,更適合于小批量焊接機器人的生產(chǎn)。
1 ?控制方案設計
完善的自適應焊接控制系統(tǒng)要求相關工程師進行較小的參與,因此,在操作過程中,執(zhí)行系統(tǒng)需要實時對焊接過程參數(shù)及機器人運動情況進行嚴格感知,以提出及時修正或觸動故障報警。由于坡口寬度和坡口深度變化時,使用恒定的焊接參數(shù)必會使焊道厚度發(fā)生變化,進而使坡口側壁融合發(fā)生缺陷,嚴重降低焊接質量[6]。因此,如何檢測焊接速度、焊縫幾何形狀及焊絲伸出長度等[7],進而進行過程補償是本文的關鍵問題,需要光學傳感器對焊縫集合形狀進行精確探測,進而對焊接速度等參數(shù)進行及時調整。
基于視覺的學習機制及自我優(yōu)化機制,可實現(xiàn)根據(jù)焊接過程中的數(shù)據(jù)進行調整[8-9]。由于相關技術的局限性,所有的自適應性調整行為必須基于用戶輸入的是相對簡單的定義式的參數(shù),并且針對某個特定類型的工件(本文為角焊接的零件),否則將需要人工進行重新配置。
利用光學感器得到工件位置及幾何形狀的變化,通過對比檢測到的焊接信號和預先設定的閾值的變化量,得出坡口寬度的變化量信息[6];通過建立自適應間隙模型,通過輸入變化量信息,進而得到需要補償?shù)暮附铀俣鹊葏?shù),對焊接操作過程進行控制。這種方法實現(xiàn)了當焊件位置及焊縫幾何形狀等發(fā)生變化時,自動調整相關參數(shù),最終得到均勻且恒定的焊道厚度,具體實現(xiàn)過程如圖1所示。
步驟1:CAD模型被分割成單件模型,包括有關機器人與控制器的位置信息,根據(jù)機器人的傳感器視野[10]可以生成各個的虛擬參考點。
步驟2:在每個派生參考點之間進行匹配,執(zhí)行點和真實工件的測量點均從3D傳感器獲得,通過迭代最近點(ICP)[2]來計算剛性變換之間的不同工件零件位置變化。
步驟3:更新焊接組件點,進而精確定位產(chǎn)生工件,同時更新的CAD模型產(chǎn)生工件組件。
步驟4:采用更新后的工件CAD模型,來檢測裝配變化和由此造成的縫隙變化,以適應相應的路徑。通過間隙模型的呈現(xiàn),調整參數(shù)焊接過程,即補償?shù)暮附铀俣龋髨?zhí)行焊接。
2 ?自適應間隙模型構建
本文的重點是通過自適應控制技術對機器人焊接過程進行規(guī)劃,進而用于改變相對部件位置及焊接速度。因此,第一步需要建立一個模型來表示焊縫幾何形狀和所需的焊接參數(shù)之間的關系,角焊縫的連接幾何并且導出所得到的焊縫幾何形狀。第二個步驟,根據(jù)焊縫幾何形狀,設定相關的焊接參數(shù)。
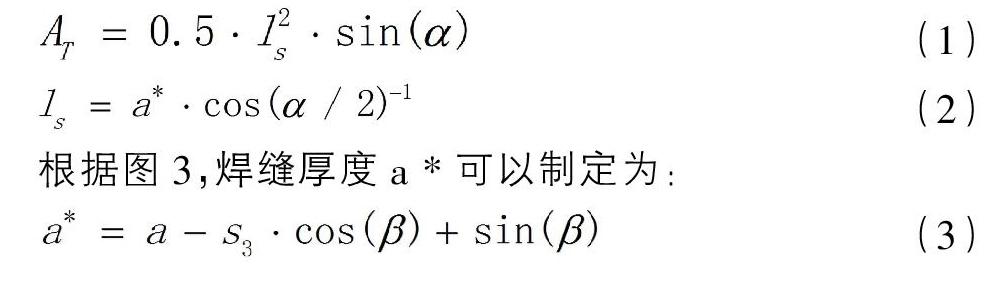
圖2顯示了接頭幾何形狀和焊縫之間的關系,由于是對薄金屬零件提出的模型,僅考慮簡化的幾何間隙,以焊道厚度變化作為唯一的輸入?yún)?shù)。接縫幾何形狀包括兩個位置之間的偏差焊縫部分表示為間隙高度hg和方向頂角α>90°和α<90°的偏差。等腰三角形焊縫截面面積AT由頂點角度α,及其邊長ls表示:
所提出的方法的實驗驗證是基于角焊接件的機器人MAG焊接系統(tǒng),其中工業(yè)機器人配備了光學3D傳感器來測量焊接組件的幾何形狀,傳感器輸出360.000個測量點,傳感器的z軸準確度大約在0.2mm左右,工作距離在280-460mm以內。由于傳感器安裝在機器人手臂末端的執(zhí)行器上,工件定位精度過程還取決于機器人的法蘭與傳感器坐標之間的轉換系統(tǒng)。實驗在焊接組件上進行,它由兩個相同的非合金部分組成。為了幾何偏差最小化,零件和它們的CAD模型之間是采用±0.05mm的嚴格尺寸公差制造。如圖3,零件與已定義的零件組裝在一起,z方向的位置偏差和方位偏差圍繞y軸。
用表1中的過程參數(shù)進行實驗,在第一步中,兩個實驗是以恒定的機器人焊接速度vR=4.5mm/s進行并改變焊道厚度以確定常數(shù)因素c1和c2。根據(jù)表1中的當量4和當量5得出c1≈1.81和c2≈-25.91。將他們用于確定焊縫加固的修正系數(shù)cR和材料損失的修正系數(shù)cL,帶入公式(13),得到焊接速度。
3.2 結果評估
為了評估自適應間隙模型的性能,針對不同的間隙高度hg進行實驗,結合改變頂點角度α來研究補償機器人焊接速度對焊接質量的影響。
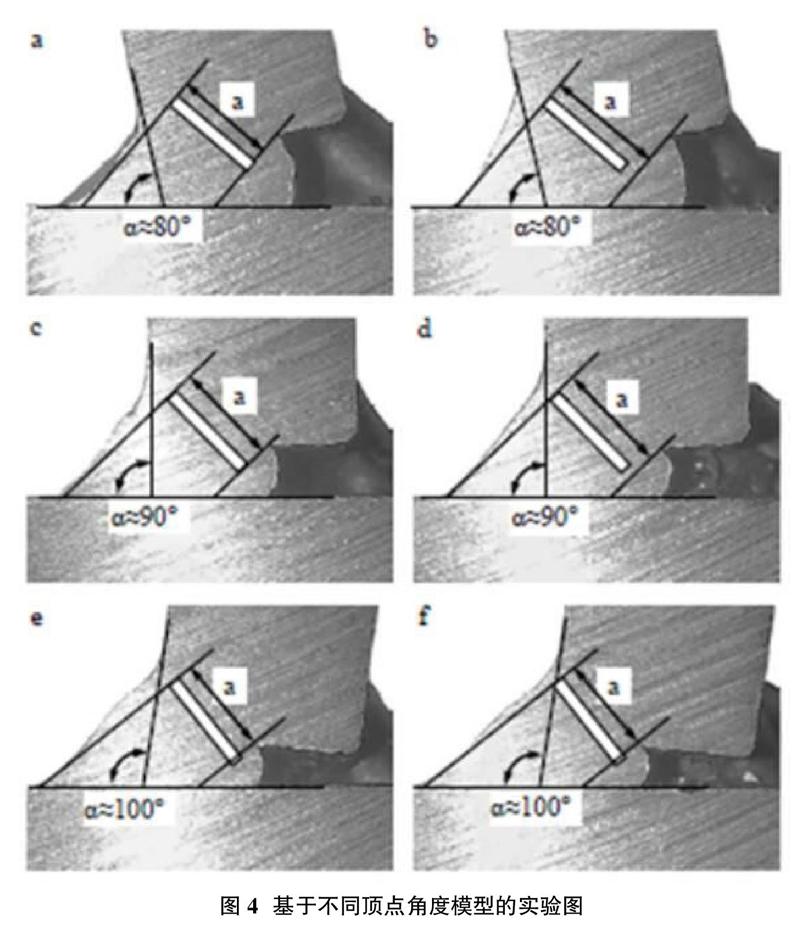
圖4顯示了期望的焊道厚度為5mm,頂角α為80°,90°和100°的情況。焊接完成后,測試工件被垂直于接縫方向鋸穿,以此檢測焊縫橫截面面積,從而確定的是否達到預設實驗結果。
實驗驗證,根據(jù)檢測到的幾何偏差,采用自適應間隙模型,來調整機器人焊接速度。對于設計焊道厚度為5mm,標準內誤差厚度從0.71mm減少到0.4mm。如果不調整焊接過程的速度,則焊縫厚度也會增加,這會導致焊縫不穩(wěn)定,從而降低焊縫質量。因此改變焊接速度和焊道厚度在焊接控制中有十分重要的意義。
4 ?結論
本文提出了一種機器人MAG焊接中的自動化和自適應控制的新方法,基于光學傳感技術,對實際工件與設計的CAD模型進行過程執(zhí)行匹配,并檢測裝配變化與計算實際幾何關節(jié)的關系。設計的間隙模型不僅僅是針對不同的間隙高度,還可以根據(jù)頂角由于焊接組件部件之間的定向誤差進行相應地調整焊接參數(shù)調整。同時,MAG焊接工藝通常可以承受一定程度上的組裝等位置變化,通過間隙模型的調整控制,可以實現(xiàn)以最佳參數(shù)執(zhí)行焊接過程設置,這不僅可以提高接縫質量,還可以減少因熱量因素產(chǎn)生的焊接工件變形。
參考文獻:
[1]董玫.機械自動化技術的應用與發(fā)展前景的探索[J].機械設計與制造工程,2013,42(02):81-83.
[2]Alexander Kuss,Thomas Dietz,F(xiàn)elix Spenrath, Alexan-der Verl. Automated Planning of Robotic MAG Welding Based on Adaptive Gap Model[J]. Procedia CIRP,2017,62.
[3]Alexander Kuss, Ulrich Schneider, Thomas Dietz. Detection of Assembly Variations for Automatic Program Adaptation in Robotic Welding Systems[J]. Alexander Verl,2016,06,21-22.
[4]陳志翔,宋永倫,張軍,張萬春,蔣立,夏旭新.基于激光視覺傳感的鋁合金自適應焊接[J].北京工業(yè)大學學報,2006(08):714-718.
[5]王加友,朱征宇,任彥勝,楊峰.窄間隙焊縫跟蹤電弧傳感方法及特性研究[J].江蘇科技大學學報(自然科學版),2007(06):17-20.
[6]張中亮.擺動電弧傳感MAG焊坡口寬度自適應跟蹤技術研究[D].北京化工大學,2017.
[7]盧凱,黎水平.基于MAG焊接的環(huán)縫自動焊接系統(tǒng)研究[J].科技傳播,2016,8(04):135-137.
[8]彭勇,江常青,謝豐,戴忠華,熊琦,高洋.工業(yè)控制系統(tǒng)信息安全研究進展[J].清華大學學報(自然科學版),2012,52(10):1396-1408.
[9]姜彤,李秀娟,王德威.基于有限元分析的抽油機焊縫優(yōu)化[J].機械工程師,2015(01):196-198.
[10]夏卓群,胡珍珍,羅君鵬.EAVTP:一種環(huán)境自適應車輛軌跡預測方法[J].小型微型計算機系統(tǒng),2016,37(10):2375-2379.
[11]陳云霞,李榮斌,孫勤.基于視覺傳感的MAG焊圖像采集及特征處理[J].焊接技術,2018,47(01):49-51.
