蒸汽透平驅動貨油泵的安裝分析與定位工裝制作
2019-07-11 02:15:30梁思淵
造船技術 2019年3期
梁思淵
(上海外高橋造船有限公司, 上海200137)
0 引 言
VLCC(超大型油船)的貨油泵采用立式蒸汽透平驅動,透平機安裝在機艙,貨油泵安裝在危險區域的泵艙,通過1根穿過隔艙氣密填料密封函的中間軸和1根調整軸以齒形聯軸節進行聯接。這種傳動形式對貨油泵的安裝提出了較高的要求:如隔艙氣密罩是設備的一部分,其與甲板的焊接安裝不允許出現超差返工,否則會浪費大量的時間、人工,影響后道工序開展,最終導致整個建造周期延長。因此,對蒸汽透平機驅動貨油泵的安裝須引起足夠重視。基于隔艙安裝形式以及相應的技術要求,須對貨油泵以及貨油泵安裝的整個過程進行分析,整理出施工各階段的質量控制要點,并對各個質量控制點采用合適的工裝加以控制,確保安裝符合安全、質量及進度的要求。
1 蒸汽透平驅動貨油泵安裝
1.1 蒸汽透平驅動貨油泵的基本參數與結構
蒸汽透平驅動貨油泵的基本參數與結構(見表1)。
表1 蒸汽透平驅動貨油泵的基本參數
蒸汽透平驅動貨油泵的結構如圖1所示。蒸汽透平驅動安裝于機艙,貨油泵安裝于貨泵艙,通過帶有隔艙氣密組件的中間軸和傳動軸聯接,傳動軸聯接形式為齒輪聯軸節。

圖1 蒸汽透平驅動貨油泵結構圖
1.2 蒸汽透平驅動貨油泵的安裝要求
一般來說,旋轉機械設備的功率越大,轉速越高,其安裝的精度要求也越高。由于表1和圖1顯示,蒸汽透平驅動功率2 500 kW,貨油泵轉速1 200 r/min,因此蒸汽透平驅動貨油泵的安裝要求比一般泵設備高,再加上又是在不同艙室安裝,其安裝要求更高。除此以外,其結構還有以下情況:不設萬向節裝置的長軸系跨區域安裝、聯接,且多節的聯軸節均為剛性聯接,易受船體的各種變形影響而破壞軸系的同軸度。設備所在甲板處的結構因設備運轉會引起振動或變形。泵的運行介質隨溫度變化,而變化的黏度會產生負荷變化,如在安裝時不能有效進行每一環節的精度控制,設備在運行時容易產生振動,加速軸承的磨損,影響使用壽命,增加傳動軸的負荷,嚴重時甚至會導致傳動軸斷裂產生設備事故,造成損失。所以,必須對定位安裝的每一步驟要求進行詳細深入的分析。
1.2.1 基座安裝要求
蒸汽透平驅動貨油泵(包括機艙安裝的蒸汽透平驅動和貨艙安裝的貨油泵)安裝工藝要求其基座按一類輔機要求安裝。
1.2.2 傳動軸的校中要求
中間軸與貨油泵輸入軸由兩端為齒形聯軸節的調整軸相連如圖2所示,具體要求如下:
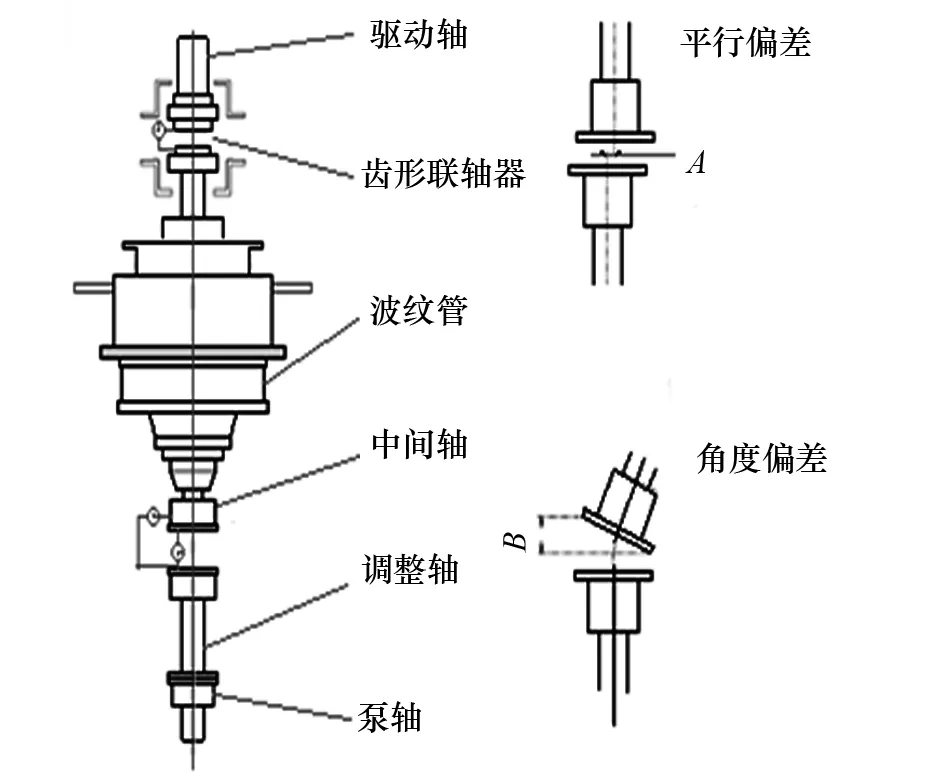
圖2 中間軸與調整軸
(1) 蒸汽透平輸出軸與中間軸對中時,聯軸節法蘭的偏移A≤ 0.20 mm,聯軸節法蘭的曲折B≤ 0.20 mm。
(2) 中間軸與貨油泵輸入軸由兩端為齒形聯軸節的調整軸相連,聯軸節法蘭的偏移A≤ 0.40 mm,聯軸節法蘭的曲折B≤ 0.40 mm。
1.2.3 氣密不銹鋼波紋管的安裝要求
如圖3所示:(1)不銹鋼波紋管的長度伸縮度±10 mm ;(2)波紋管的角度差≤5 ° ;(3)波紋管的垂線偏差±8 mm。
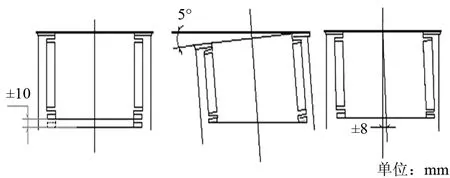
圖3 氣密不銹鋼波紋管
1.2.4 泵組接管的安裝要求
泵組的接管法蘭應與泵的進、出口正確配接,須按表2要求進行。
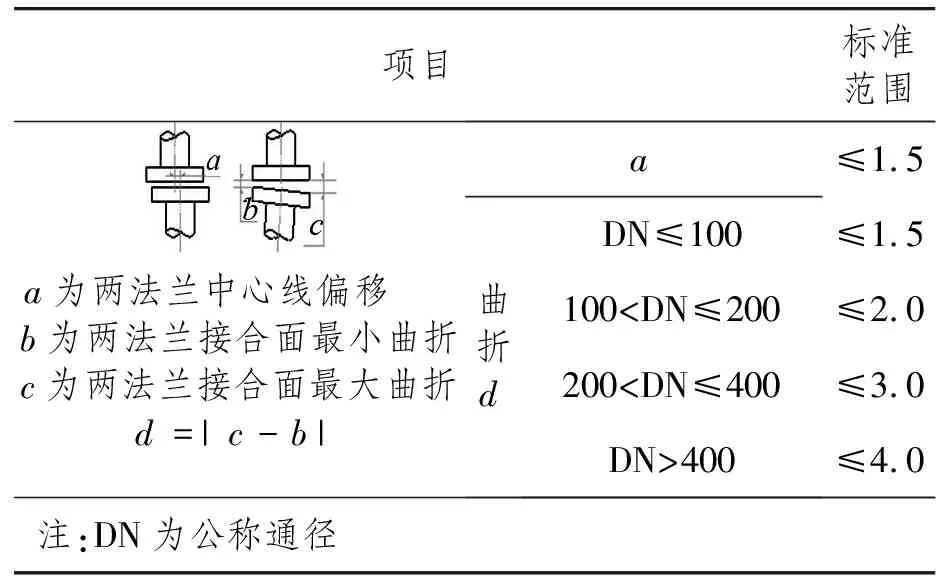
表2 法蘭與泵的進、出口連接 mm
1.2.5 隔艙氣密罩殼座板與蒸汽透平平臺甲板焊接要求
座板法蘭下平面距甲板上平面 320 mm,且水平偏差不大于3.5/1 000;將座板與蒸汽透平平臺甲板焊接,焊縫作超聲波檢查。
1.3 蒸汽透平驅動與貨油泵安裝分析
蒸汽透平驅動貨油泵的安裝過程按基座安裝、設備安裝、系統貫通連接順序進行,其中按照分工,鉗工負責基座安裝和設備安裝兩個工序,本文主要對這兩個工序進行分析。
1.3.1 基座安裝
(1) 蒸汽透平驅動基座定位
蒸汽透平驅動基座的上平面(包括墊片)距蒸汽透平平臺甲板上平面的高度為 370 mm(或蒸汽透平基座的上平面(包括墊片)距離隔艙氣密罩殼座板法蘭下平面的高度為 690 mm)。輸出軸中心與隔艙氣密罩殼座板的中心誤差 1 mm,輸出軸端面與蒸汽透平平臺甲板上平面的距離為 565 mm。可以看出,基座和設備的安裝均是以氣密罩法蘭平面和隔艙氣密罩殼座板的中心為基準。
(2) 貨油泵基座定位
貨油泵基座的上平面(包括墊片)距蒸汽透平平臺甲板上平面的高度為 4 629 mm(或貨油泵基座的上平面(包括墊片)距隔艙氣密罩殼座板法蘭下平面的高度為 4 309 mm)。貨油泵輸入軸聯軸節的末端面與中間軸下端聯軸節的法蘭面之間的距離為1 595 mm。同樣是以氣密罩法蘭平面為基準[1]。
1.3.2 對中安裝
(1) 蒸汽透平驅動軸與中間軸對中
連接蒸汽透平與中間軸,蒸汽透平盤車,檢查蒸汽透平輸出軸與中間軸的對中,應滿足工藝的要求;蒸汽透平輸出軸與中間軸聯軸節端面間隙應滿足圖樣要求。
(2) 中間軸與調整軸對中
在貨油泵輸入軸的聯軸器上安裝一假軸。利用假軸檢查中間軸與貨油泵輸入軸的對中,研配貨油泵調整墊片,研磨后的墊片應進行色油檢查,其接觸面應符合工藝要求;按照貨油泵底座對基座配鉆定位銷孔和底腳螺栓孔,安裝定位銷和底腳螺栓等緊固件;連接貨油泵以及排出管等;拆掉假軸,安裝調整軸,緊固上、下聯軸節;再次檢查傳動軸的校中;安裝調整軸,緊固上、下聯軸節。
2 蒸汽透平驅動與貨油泵定位工裝制作
通過以上各零部件的安裝要求以及各階段的安裝順序進行分析,連接機艙的蒸汽透平驅動與貨泵艙貨油泵的氣密罩的安裝精度控制關系到整個設備的安裝精度。其中,尤以氣密罩的焊接變形比較難以控制,而且與之相關聯的涉及蒸汽透平驅動的基座、中間軸以及波紋氣密裝置定位和安裝精度,確保累積誤差控制在最低則顯得尤其重要。另外,考慮到施工作業場地環境復雜、立體交叉作業的因素,出于對調整軸進行保護的考慮,以假軸代替調整軸進行校中,且用假軸也更輕便。貨泵的定位是基于假軸來進行的,所以假軸的加工制作精度也比較重要。
2.1 隔艙氣密裝置定位監測工裝
在隔艙氣密罩殼座板安裝過程中,焊接變形比較難控制,施焊時易引起中心偏移和水平偏差。分析認為,焊接的難點在于:因為氣密罩是設備本體一部分,需一次性正確完成,不允許進行修割,以免造成損失。鋼板在焊接過程中會引起拉伸變形,氣密罩的厚度與甲板鋼板厚度不相同,故變形量更是難以控制。
一般采取小電流對稱焊的方式,即在一個工件的兩邊由兩位電焊工同時進行施工焊接,但兩位電焊工操作都是憑各自的經驗,因此很難保證誤差在1 mm以內。制作定位監測工裝,既可將氣密罩精確定位、固定,又可在焊接施工過程中全程監控。
2.1.1 定位監測工裝的制作
材料選擇:由于氣密罩焊接件的管壁較薄、質量較輕,架子選用平整、有一定強度但又比較輕巧的40 mm方鋼型材,壓緊螺栓利用增壓器排氣膨脹節臨時固定螺栓。焊接結構采用上十字(見圖4),下一字的結構,上下以螺桿連接、固定。
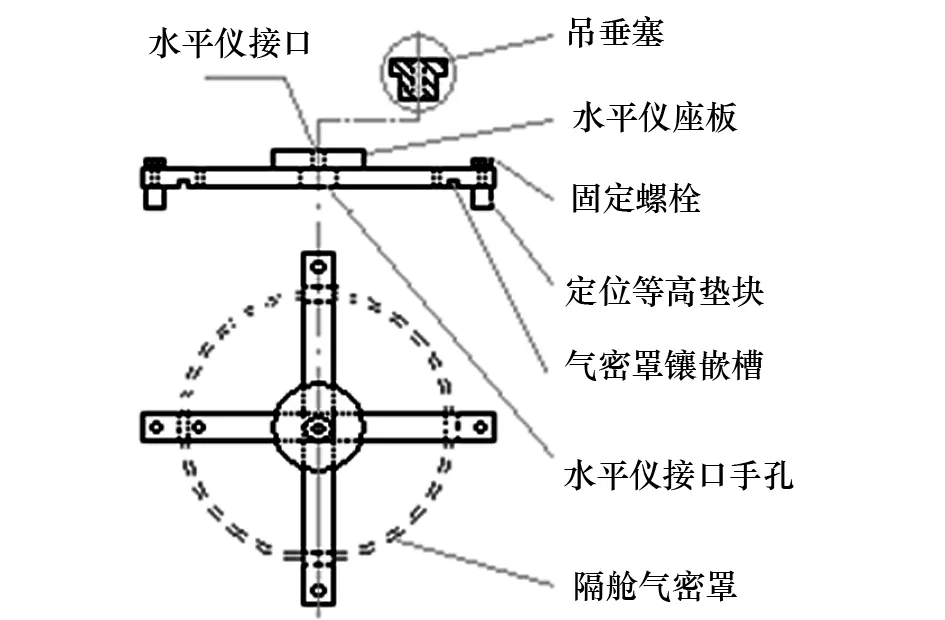
圖4 上十字示例
功能原理:(1)水平儀通過水平儀標準接口固定于水平儀座板上,制作時座板平行于方鋼十字架。(2)隔艙氣密罩嵌入氣密罩鑲嵌槽內定位中心,并在焊接過程中有一定牽引、抗變形作用。(3)等高墊塊定位隔艙氣密罩高出甲板的距離。(4)四塊等高墊塊外垂直線對準預開孔十字線定位孔中心。(5)另配備一吊垂塞,可供非精確定位時參考之用,以保護精密水平儀。
2.1.2 定位監測工裝的應用
定位監測工裝應用如圖5所示。檢查氣密罩預開孔位置的正確性,包括距舯線、肋骨尺寸及開孔直徑尺寸,確認無誤后取該孔的中心,畫十字中心線,氣密罩法蘭與下一字工裝用螺栓連接,向上穿過機艙甲板與工裝上部連接(鑲入槽內),以50 mm等高墊塊上的刻度線對準孔十字線定位點焊等高墊塊,與機艙甲板進行固定并符合尺寸。打開激光水平儀,檢查預先在艙壁上的水平記號是否抬高了50 mm,沒有則調整,確認后在艙底或平臺底的激光中心點放一個十字靶,并按半徑R=激光水平儀到艙底距離×3.5/100劃圈作為超差線,然后再向心按此尺寸每半徑1/3劃警戒線進行施焊作業,建議先間斷焊或對邊同時焊,同時對激光點在十字靶上的位移進行預警監測焊接完畢,拆下工裝,焊縫做超聲波檢查,合格后進入下一工序[2]。

圖5 定位監測工裝
2.2 調整假軸工裝
調整假軸用于貨油泵基座定位,貨油泵的安裝校中,以及貨油泵定位安裝完畢與進出口管系對接之后的再次對中,防止校管時破壞軸系,并保護調整真軸。
2.2.1 調整假軸工裝的制作
根據調整假軸在安裝過程中的作用,要求調整假軸在實際施工中能夠方便操作、減少步驟、提高精度、壓縮周期,達到假軸不假的效果,如圖6所示。調整假軸的結構為槽鋼與鋼管焊接而成,其優點是制作簡單、成本較低,在正常生產周期的情況下是比較理想的工裝,但在建造批次調整、設備納期不能同步的情況下,勢必要壓縮安裝周期,這就必須考慮對調整假軸進行優化制作。

圖6 調整假軸
優化一:以圓法蘭替代槽鋼(見圖7),并在端面與中間軸對接處加工一凸肩,與中間軸下端面的凹槽以0.04 mm的間隙鑲嵌,這就無需測量軸中心,以最多0.02 mm的偏差快速同心安裝,保證同心度。
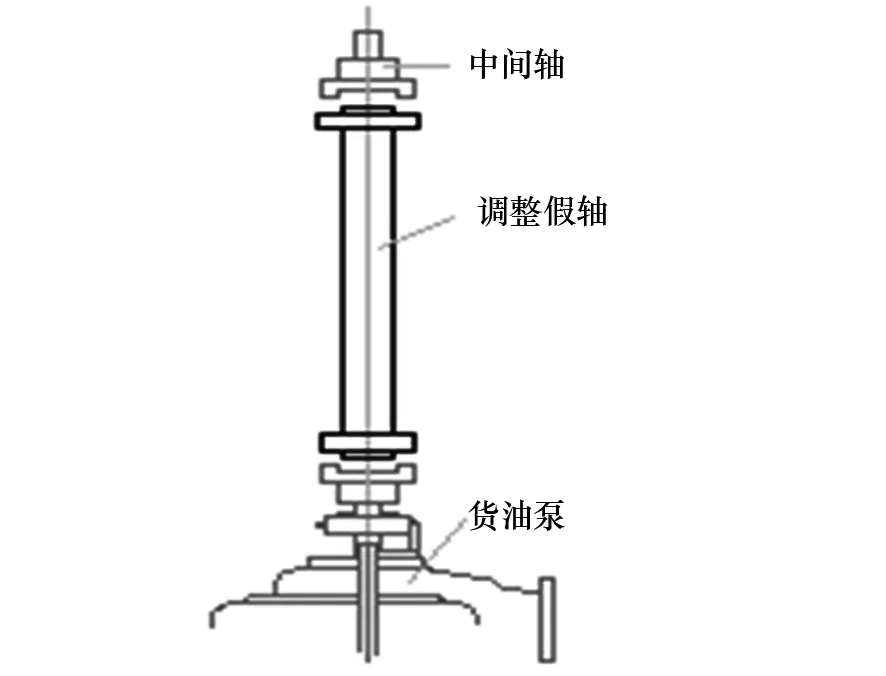
圖7 以圓法蘭替代槽鋼
優化二:采用專用雙表表架,如圖8所示,避免磁性表架在管上滑落,并通過幾道關節產生擾度和共振度,既提高測量精度又可減少一半的盤車工作。
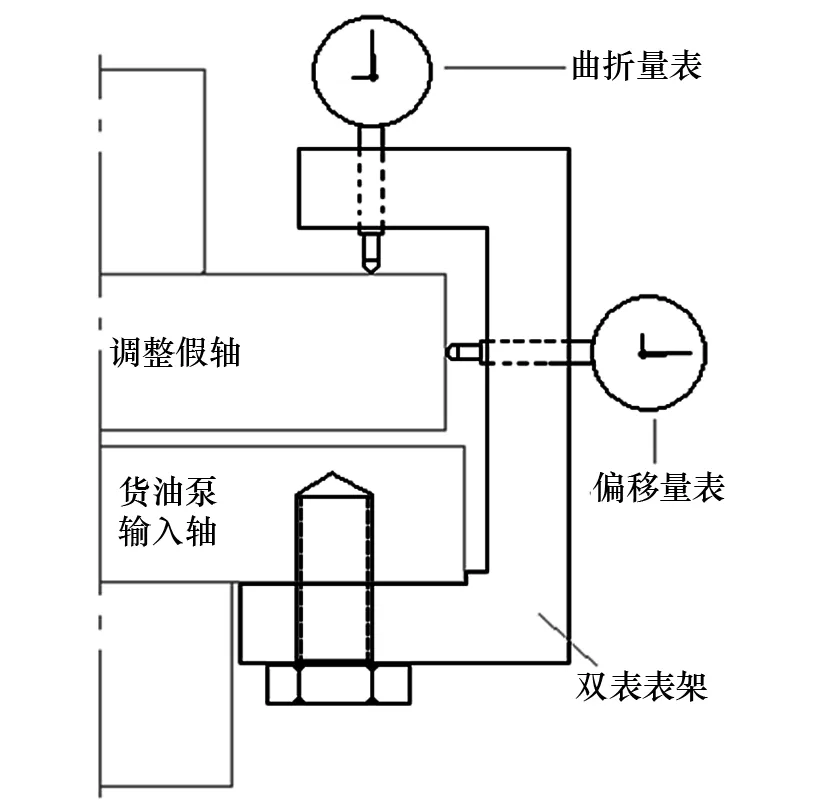
圖8 雙表表架
2.2.2 調整假軸工裝應用
(1) 在中間軸與蒸汽透平驅動法蘭對中安裝完畢后,對貨油泵進行對中定位。
(2) 清潔工裝兩端法蘭,使有凸肩一端朝上,并使凸肩鑲嵌入中間軸法蘭的凹槽內,貼合平整后上緊法蘭螺栓。
(3) 在貨油泵輸入端法蘭上安裝雙表表架,盤動貨油泵進行校中,定位貨油泵。
(4) 待磨拂調整墊片、鉆孔、安裝結束,管路接妥后,重復(2)、(3)步驟。
(5) 校中符合要求后,拆下表架和工裝,安裝調整軸。
3 結論與建議
3.1 結論
由于隔艙氣密罩殼安裝在隔艙預開孔中間,而機艙端上沿無法固定,傳統做法是通過細鋼纜穿在下沿的法蘭孔捆扎,用機艙端葫蘆提升至大概的安裝位置,測量、調整三維及水平尺寸后點焊定位。焊接時的變形監控則是通過不斷移動方框水平儀加方鋼直尺,觀察垂直和水平兩個方向的變化。蒸汽透平驅動貨油泵隔艙氣密罩殼安裝定位監測工裝在現場定位及安裝高效、準確、安全方面有較大提升。使用工裝后,施工人員投入減少、作業步驟更少、測量更簡便,安裝質量更可控。其中:調整假軸的優化應用能減少調整假軸與中間軸聯接時的測量、調整的步驟,安裝一步到位,測量更準確、快捷;雙表架的應用能使校中效率提高一倍,同樣實現了現場作業的高效、準確、安全。
(1) 高效方面。使用工裝中的定位槽口,將隔艙氣密罩殼在艙室中的三維空間位置集成于一體,只需對準十字中心線即可,焊接變形的監控不需要頻繁移動方框水平儀和方框直尺,而且遠離電焊弧的干擾,無需暫停焊接,減少施工作業環節和作業人員的投入。
(2) 準確方面。減少作業現場多次重復測量的環節,最大限度地減小測量誤差以及多步驟的累積誤差,激光靶的長距離放大效果更直觀、更易監控。
(3) 安全方面。施工人員數量和測量次數的減少,貨艙區域施工高空作業環節的免除,遠距離的焊接監控,有利于規避直接或潛在的安全隱患。
3.2 建議
由于貨油泵的進出口口徑比較大且泵艙空間有限,泵進出口兩端的對接彎管比較短,焊接時的變形同樣難以控制,建議使用激光對中儀進行對中及焊接時變形的監控。
