汽車用多錐同步器卡滯解決方案
2019-07-09 12:29:35汪旭兵
時代汽車 2019年2期
汪旭兵


摘 要:同步器系統(tǒng)是汽車中用于換擋的機構,大量使用于手動變速器、AMT、雙離合變速器和兩檔式減速箱。車輛的換擋感覺與同步器系統(tǒng)的性能有很大關系。本文結合國內某品牌手動變速器產品開發(fā)為例,采用導向齒的設計方案,解決了多錐環(huán)同步器卡滯的問題,提升產品性能,滿足客戶需求。
關鍵詞:導向齒;正常齒槽;導向齒槽;倒錐;尾錐;卡滯
1 引言
目前,汽車使用客戶群對汽車駕駛以及使用的舒適性要求越來越高。整車廠對變速器的換擋舒適性要求也隨之提升。我司為了適應市場對于換擋舒適性和緊湊型空間的要求,陸續(xù)推出了全新的120Nm~280Nm扭矩的六檔變速器,全部采用了高容量貼碳鋼環(huán)同步器系統(tǒng)。貼碳環(huán)目前也是國外使用的主流。但是,我司在開發(fā)過程以及售后市場也發(fā)現(xiàn)了一些使用缺陷。其中,多錐同步器的檔位換擋卡滯現(xiàn)象時有發(fā)生。為了解決此問題,我們進行了大量的分析工作,目前發(fā)現(xiàn)有一種較好的同步器系統(tǒng)可以解決此問題。
2 換擋卡滯現(xiàn)象
在某款250Nm橫置MT上,客戶反饋一檔起步脫檔。在起步換一檔時,可以感覺到換擋接近完畢時有較大的阻力,以為是換擋完畢后的碰壁力,故松開換擋手柄。松離合加油起步時,手柄從檔位脫出,造成脫檔故障。這種現(xiàn)象出現(xiàn)的頻次約為4%。根據客戶描述,我司對問題進行復現(xiàn)及排查,GSA測試曲線見圖1,復現(xiàn)了客戶的抱怨問題。
3 換擋卡滯原因分析
如圖1所示,測試工況為模擬客戶開車工況,怠速空擋掛1檔。測試條件:離合器完全分離后,2s內完成進擋;退擋后,松開離合器踏板,保持2s后,重復測試。測試完畢的GSA曲線可以復現(xiàn)客戶描述的問題。圖1中紅圈1為最大換擋力,出現(xiàn)在手柄25mm左右位移處,此為同步力和系統(tǒng)阻力的合成力;紅圈2為部分換擋出現(xiàn)了二次沖擊力,出現(xiàn)在45mm左右位移處;紅圈3為換擋接近完畢階段出現(xiàn)的突然增大的阻力,在60mm左右位移處;紅圈4為換擋完畢點,在75mm左右位移處。曲線明顯的表示,在接近換擋終止點產生了約為70N左右的阻力,已經大于40N的同步力,產生了卡滯點,容易讓人感覺到換擋到位并撤去換擋力。同步時的最大力(紅圈1)出現(xiàn)在整個行程約33%位置,卡滯力(紅圈3)出現(xiàn)在整個行程的80%位置。通過判斷,卡滯力出現(xiàn)的位置為齒套梅角撥結合齒梅角的階段,見圖1。
此變速器1檔為三錐環(huán)同步器系統(tǒng),產生卡滯的因素主要考慮兩點:一為錐面角度設計不合理發(fā)生自鎖的風險;二為摩擦系統(tǒng)被結構干涉造成摩擦系統(tǒng)分不開,需要極大的撥環(huán)力才可以撥開,形成卡滯。首先分析摩擦系統(tǒng)摩擦系數問題。1檔同步環(huán)為三錐貼碳摩擦系統(tǒng),摩擦系數范圍為0.1-0.14,錐角的設計為8.5°,自鎖安全系數通過計算為1.07-1.5,錐面角度設計符合要求。其次從同步器結構進行分析,主要分析撥結合齒的過程中,同步環(huán)與其他零件之間的關系。圖2是1檔的換擋過程分析圖。因兩個梅角面的撞擊是隨機的,所以分析時,定義了兩個位置進行分析。撥結合齒1時,同步環(huán)和齒套的倒錐面接觸,同步環(huán)沒有受到軸向壓力。撥結合齒2時,同步環(huán)梅角尖點與齒套倒錐尾部的交接處接觸。同步環(huán)會受到齒套的軸向壓力,力的大小隨著齒套軸向推力的變大而增大。同步環(huán)在軸向力的作用下產生摩擦力矩,撥結合齒時需要克服此摩擦力矩,產生較大的換擋阻力。多錐環(huán)由于錐面多,同樣壓力下產生的摩擦力矩較大,需要的撥環(huán)力矩也大,故多錐環(huán)同步器產生卡滯的概率更高。
4 解決措施
從產生卡滯的原因來看,同步環(huán)與齒套的尾錐在撥結合齒過程中發(fā)生干涉,導致多錐同步環(huán)系統(tǒng)產生較大的摩擦力矩。如何消除或者減小在撥結合齒過程中產生較大的摩擦力矩,是我們解決卡滯的根本。通過研究發(fā)現(xiàn),可以解決問題的同步器結構主要有兩種:一為倒錐尾部加長,使得撥結合齒過程中同步環(huán)與齒套沒有干涉產生;另一種結構為導向齒結構。尾錐加長方案可以有效解決卡滯問題,但是會帶來齒套與齒轂接觸不穩(wěn)定,甚至于脫檔的風險。而導向齒結構無此風險。導向齒結構同步器,指的是同步器齒套齒轂和同步環(huán)的花鍵槽或者齒具有兩種不同的齒槽寬或者齒厚。齒套中齒槽寬大的兩邊齒齒厚小,設計中沒有倒錐,只有齒槽寬小的兩邊齒才有倒錐,齒轂和同步環(huán)的花鍵齒均與齒套兩種齒槽匹配設計。
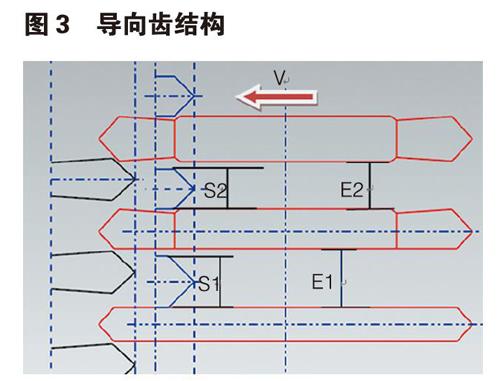
圖3中所示齒套上齒厚較小的齒,稱之為導向齒。同時齒轂和同步環(huán)有較小的齒槽與之匹配。具體的功能可以從換擋過程圖進行分析。
在撥結合齒階段,同步環(huán)導向齒S1齒厚的一側貼著導向槽E1的一側齒套,同步環(huán)非導向齒S2齒厚的一側與非導向槽E2的倒錐部分是留有間隙,S2另一側與E2的另一側留有間隙。這樣的設計,可以避免傳統(tǒng)設計因為同步環(huán)與齒套尾錐的干涉而產生摩擦力矩。使得整個換擋過程中,除了預同步和同步階段,同步環(huán)的錐面產生摩擦力矩外,其余階段均不再產生,可有效解決自由滑行階段和撥結合齒階段需要二次撥同步環(huán)的過程,消除卡滯。除了消除卡滯,可減小因為撥同步環(huán)產生的主被動端角速度差,并減小二次沖擊。
5 導向齒設計
導向齒的設計比較復雜,不僅需要兼顧幾個齒槽寬之間的關系,還要考慮到零部件的強度問題以及生產制造的工藝水平。為了比較清晰的解釋,我們規(guī)定幾個專業(yè)術語進行說明。如圖4所示,E1定義為齒套的導向槽的槽寬,E2定義為齒套正常槽的槽寬,E3定位為倒錐尾部的槽寬,S5定義為齒套梅角與倒錐交接處齒厚。S1定義為同步環(huán)的導向齒齒厚,S2定位為同步環(huán)的正常齒齒厚。S3定義為齒轂的導向齒齒厚,S4定義為齒轂的正常齒齒厚。
為了使齒套換擋完畢后,齒套的倒錐和結合齒的倒錐能夠順利的嚙合,必須保證倒錐在貼合后,齒套的導向齒(無倒錐)不能與結合齒的倒錐面接觸,設計導向齒時需第一考慮的原則問題。結構參數設計上,保證齒套尾錐的齒槽寬E3
E2+S6=π*m 公式一
E3+S5-2*(L1-S5/2*Ctg(β/2))*Tg(α)=π*m 公式二
S5=S6-(0.05~0.15) 公式三
公式三中,S5小于S6尺寸0.05~0.15,這是制造精度造成的,在齒套加工中稱作倒錐的減薄量。根據加工工藝不同,銑倒錐可以按照減薄量0.05左右選取,擠倒錐齒可以按照0.15左右選取。
為了推導出E3和E2的關系,根據一般經驗,β的取值設定在84°~120°之間,α的取值范圍設定在3°~4.5°之間,模數取1.5~2,L1取4~5.5,并假設E2=S6,S5=S6-0.1。將取值按照中值代入到三個公式中,可以得到:E2=2.7475,E3=3.2975,則E3-E2=0.55。按照中值計算,正常齒齒槽寬E2比尾錐部位的齒槽寬E3小0.55左右。由E2和E3的關系,可以確定E2和E1的關系。考慮到倒錐齒的對稱度以及花鍵制造精度,E1定位大于E2齒槽寬0.7左右。
同時為了保證同步器系統(tǒng)的強度問題,需要盡量保證齒轂與齒套的接觸齒數。齒套與齒轂、齒套與同步環(huán),導向齒之間的側隙設計值需要等于正常齒之間的側隙值。這樣的設計才能保證導向齒和正常齒都能傳遞扭矩,共同接觸。
在設計時,需重點關注倒錐齒的加工方法。對于同樣的花鍵參數,采用銑齒及感應淬火的工藝,可以將齒套齒厚減薄量留小一點(0.05左右),擠齒及壓淬工藝,齒套齒厚減薄量需要留大點(0.15左右)。其余的齒槽寬或者齒厚均需要根據減薄量的大小進行調整。如果在設計或者制造中不關注此處,會造成齒套倒錐留有直線段(即白斑)問題,造成使用中發(fā)生跳檔的風險。
6 導向齒的效果
目前,在某些項目中已經設計了導向齒方案。通過換擋性能評估和測試,效果非常明顯。圖6為某款變速器1檔更改前后的GSA測試圖。更改前卡滯(圈圖所示)非常明顯,出現(xiàn)的幾率和力值比均很高。改為導向齒后,卡滯現(xiàn)象完全消失(圈圖所示)。此改進說明,解決1檔多錐同步環(huán)卡滯的理論和設計方法是正確的,導向齒結構可以有效消除卡滯現(xiàn)象。
7 結語
本文結合解決實例,確定了多錐環(huán)同步器系統(tǒng)采用導向齒設計,可以有效的解決換擋卡滯問題。并通過結構分析和公式推導,制定了導向齒設計的原則,提升了產品質量,滿足客戶需求。導向齒設計具有成本低、風險小的優(yōu)勢,是一種解決多錐環(huán)同步器卡滯的好方法。
