車刀刀尖圓弧半徑對切削變形及實際主偏角的影響
2019-07-04 02:12:50王進峰潘麗娟呂鵬瑞范孝良
中國工程機械學報 2019年3期
王進峰,潘麗娟,商 正,呂鵬瑞,范孝良
(華北電力大學 能源動力與機械工程學院,河北 保定 071003)
選擇刀具的合理參數能夠在保證加工質量的前提下,延長刀具壽命,提高生產效率,降低加工成本.刀具的幾何參數主要包括前角、后角、主偏角、副偏角、刃傾角、刀尖圓弧半徑等,這些幾何參數在切削過程中是相互影響、綜合作用的.車刀刀尖圓弧半徑在切削過程中不僅能夠保護切削刃,而且直接影響切削層參數與零件加工表面的質量,并且其半徑會隨著切削進程而逐漸變大.
龐佳等[1]采用了多種有限元模型對不同刀片刀尖圓弧半徑的直角切削實驗進行仿真,為刀片刀尖圓弧半徑的選擇和優化設計提供了一種解決方案.黃濤顯[2]利用多組對比實驗,得出在振動切削加工中顫振與刀尖圓弧半徑的關系.肖民等[3]分析了在振動切削過程中,刀尖圓弧半徑對難加工材料的影響.杜玉真等[4]針對顆粒增強鋁基復合材料的特點,分析了刀尖圓弧半徑對棱邊缺陷的影響.秦浩天[5]研究了刀尖半徑對7050鋁合金薄壁件切削性能的影響.馮薇薇[6]分析了激光輔助微銑削過程中銑削力與刀尖圓弧半徑之間的關系.李啟航[7]采用單因素試驗法仿真,分析了圓柱銑刀的前角和刀尖圓弧半徑對切削性能的影響.杜家溪等[8]分析了刀尖圓弧半徑在球面零件加工過程中,其大小對加工精度的影響.高曉東[9]分析了在加工圓錐面、圓弧面和非圓曲線表面時,數控車刀刀尖圓弧半徑對加工精度的影響.周敏[10]分析了刀尖圓弧半徑對車削過程切削力的影響.王守志等[11]從總體上論述了刀尖圓弧半徑對車削質量的影響.此外,文獻[12-14]通過分析刀具實際主偏角,獲得了刀尖圓弧半徑對工件表面質量、切削力和刀具磨損等宏觀方面的影響.
本研究為了揭示刀尖圓弧半徑對切削過程的影響,從理論上進行分析,揭示刀尖圓弧半徑r對切削層面積和刀具計算主偏角的影響.為了便于分析,本文考慮3種切削條件:① 刀尖圓弧半徑r小于切削深度ap,主偏角kr≤ 90°;② 刀尖圓弧半徑r小于切削深度ap,kr> 90°;③ 刀尖圓弧半徑r大于切削深度ap.
1 刀尖圓弧半徑r對主偏角的影響
第①種切削條件,計算主偏角krε如圖1所示.
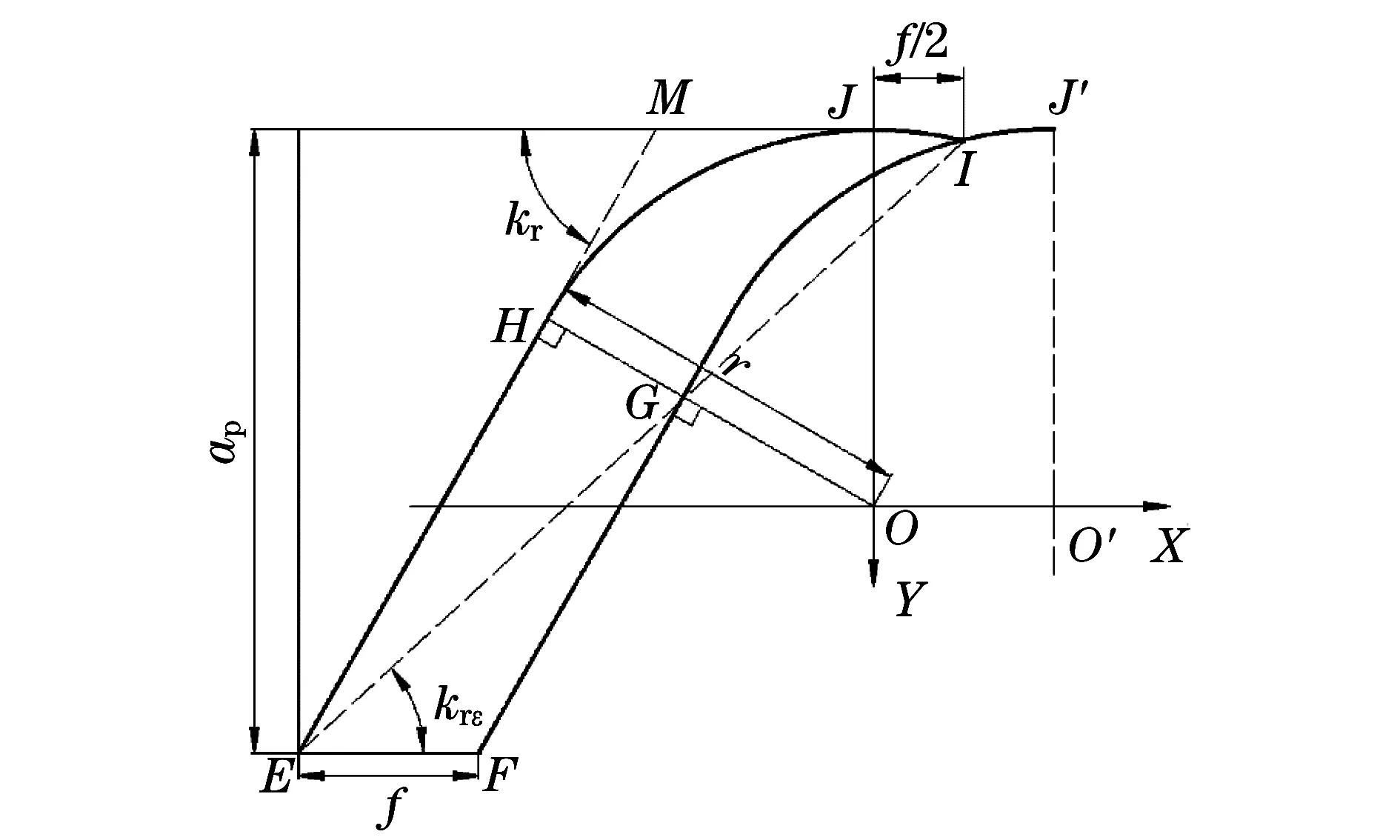
圖1 刀尖圓弧半徑r小于切削深度,
根據圖1的幾何關系,可得出計算主偏角krε為
(1)
式中:f為進給量.
當主偏角=90°時,其計算主偏角為
(2)
第②種切削條件,其計算主偏角krε如圖2所示.
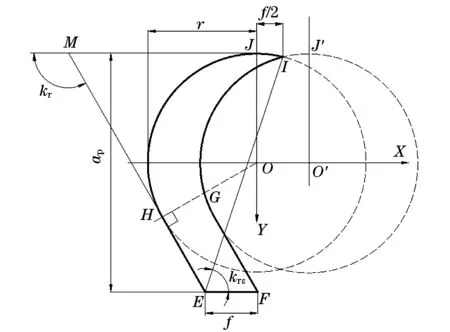
圖2 刀尖圓弧半徑r小于切削深度ap,
根據圖2的幾何關系,可得出計算主偏角krε為
(3)
第③種切削條件,由于此時切削深度還未到達切削刃末端,因此,計算計算主偏角krε時,不需要考慮初始主偏角的大小,其計算主偏角krε如圖3所示.
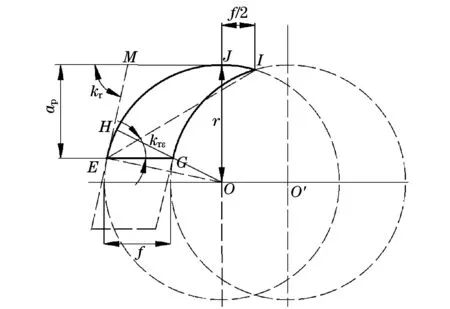
圖3 刀尖圓弧半徑r大于切削深度Fig.3 Tool nose radius r is more than cutting depth
根據圖3的幾何關系,可得出計算主偏角krε為
(4)
2 刀尖圓弧半徑r對切削變形的影響
與切削用量三要素類似,切削層參數是衡量切削變形的重要指標之一.在切削加工中,刀具相對于工件沿進給方向每移動f之后,被切掉的材料層稱為切削層.不考慮刀尖圓弧半徑r時,切削層如圖4所示.
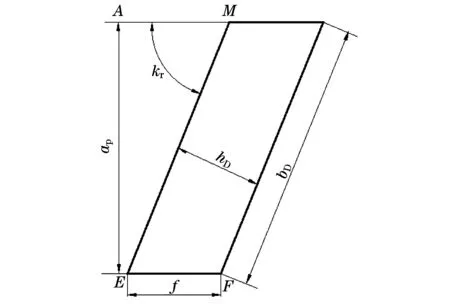
圖4 不考慮刀尖圓弧半徑的切削層Fig.4 Cutting layer without considering the tool
其切削面積為A,計算公式為
(5)
式中:hD為切削厚度,
(6)
bD為切削寬度,
(7)
第①種切削條件,其切削層如圖5所示.
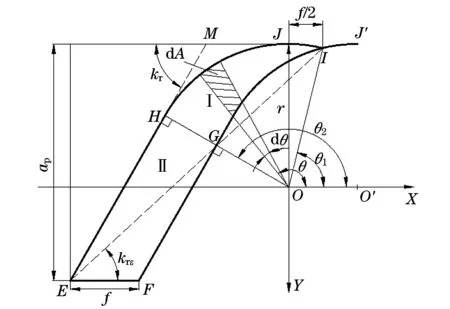
圖5 第①種切削條件的切削層IJHGFig.5 Cutting layer on the ① machining
切削層IJHEFG由兩部分構成:第Ⅰ部分為IJHG區域,其面積為AⅠ;第Ⅱ部分為GHEF,其面積為AⅡ.切削層總面積為
(8)
其中,
第②種切削條件,其切削層如圖6所示.
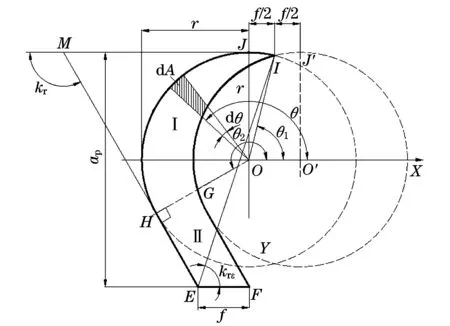
圖6 第②種切削條件的切削層IJHGFig.6 Cutting layer on the ② machining
切削層IJHEG由兩部分構成:第Ⅰ部分為IJHG區域,其面積為AⅠ;第Ⅱ部分為HEFG,其面積為AⅡ.與第①種工況相似.面積AⅠ的計算可分別依據式(9)~式(11),面積AⅡ的計算依據式(12).
第③種切削條件,其切削層如圖7所示.
切削層IJHEG由兩部分構成:第Ⅰ部分為IJHG區域,其面積為AⅠ;第Ⅱ部分為HEG,其面積為AⅡ.切削層區域Ⅰ的面積AⅠ可由式(9)獲得,角度θ1依然由式(10)獲得,而角度θ2為
(13)
切削層區域Ⅱ的面積為
(14)
而角度θ3為

圖7 第③種切削條件的切削層IJHGFig.7 Cutting layer on the ③ machining
(15)
3 切削實驗

(16)
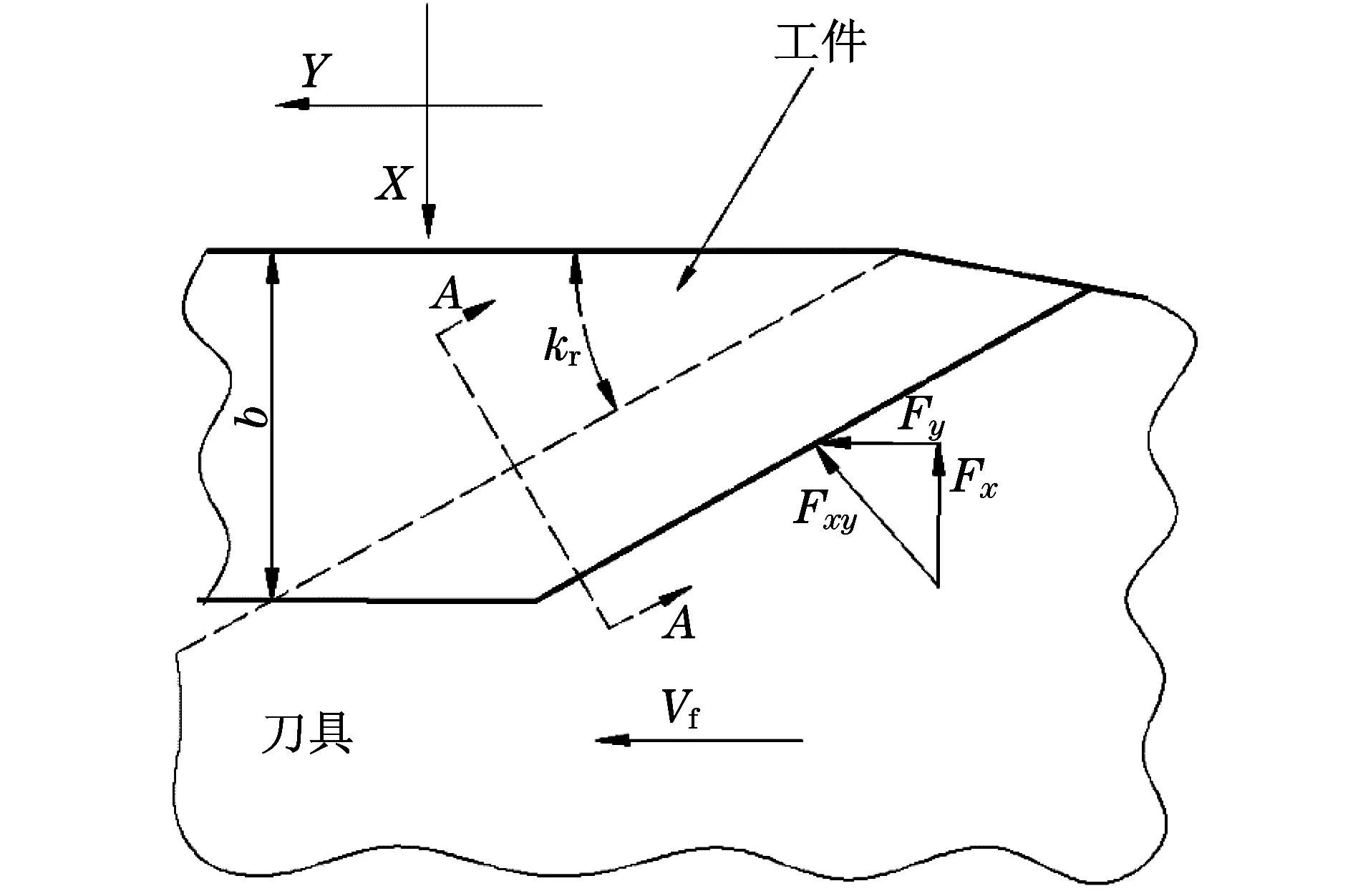
圖8 背向力和進給力Fig.8 Back force and feeding force
為了驗證刀尖圓弧半徑對主偏角的影響,進行了10組切削實驗.具體的實驗方案如表1所示.
通過實驗獲得切削力數據,估算其實際主偏角如表2所示.
根據實驗條件,計算出了切削層的面積,結果如表3所示.
由于刀尖圓弧半徑的影響導致切削時主偏角變小,表2中第2列和第3列的數據對比表明,刀尖圓弧半徑確實使得計算主偏角krε小于其理論主偏角kr.而根據切削力實驗數據估算的實驗主偏角也確實驗證了刀尖圓弧半徑的存在導致了主偏角的變化.但是由于切削力的變化除了與主偏角有關外,是切削溫度、后角、前刀面摩擦綜合作用的結果,因此,導致實驗主偏角和計算主偏角偏差較大.
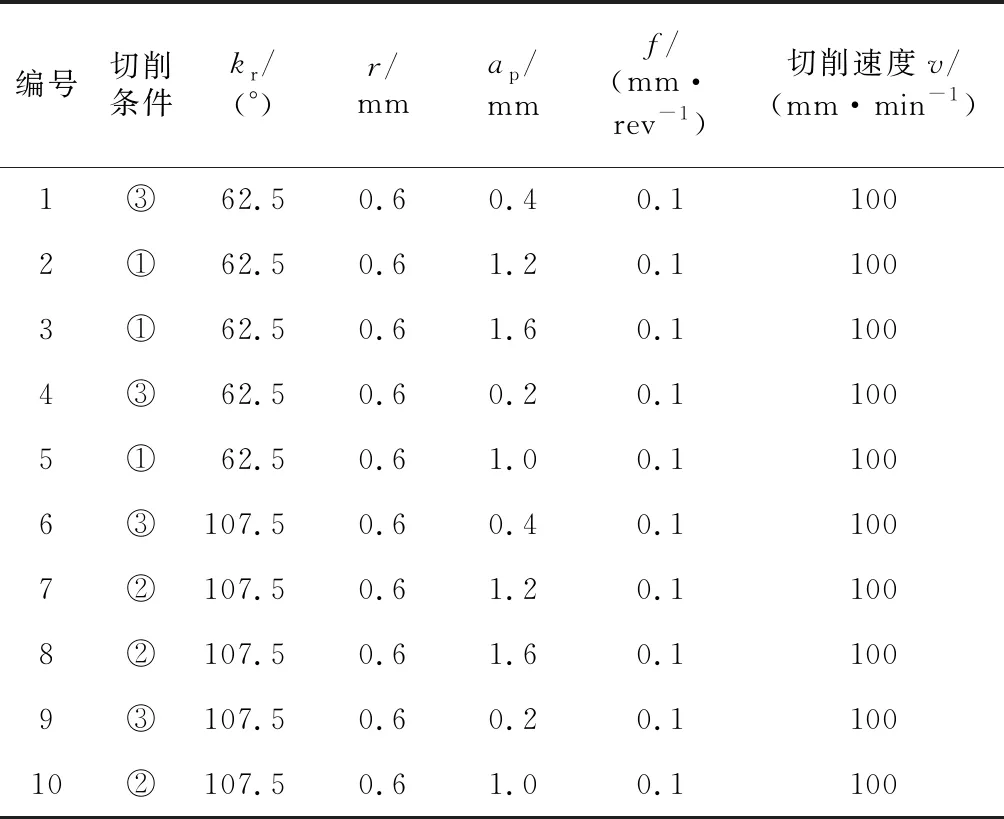
表1 切削實驗方案[14]Tab.1 Cutting experimental plan[14]

表2 實驗結果[14]Tab.2 Experimental result[14]
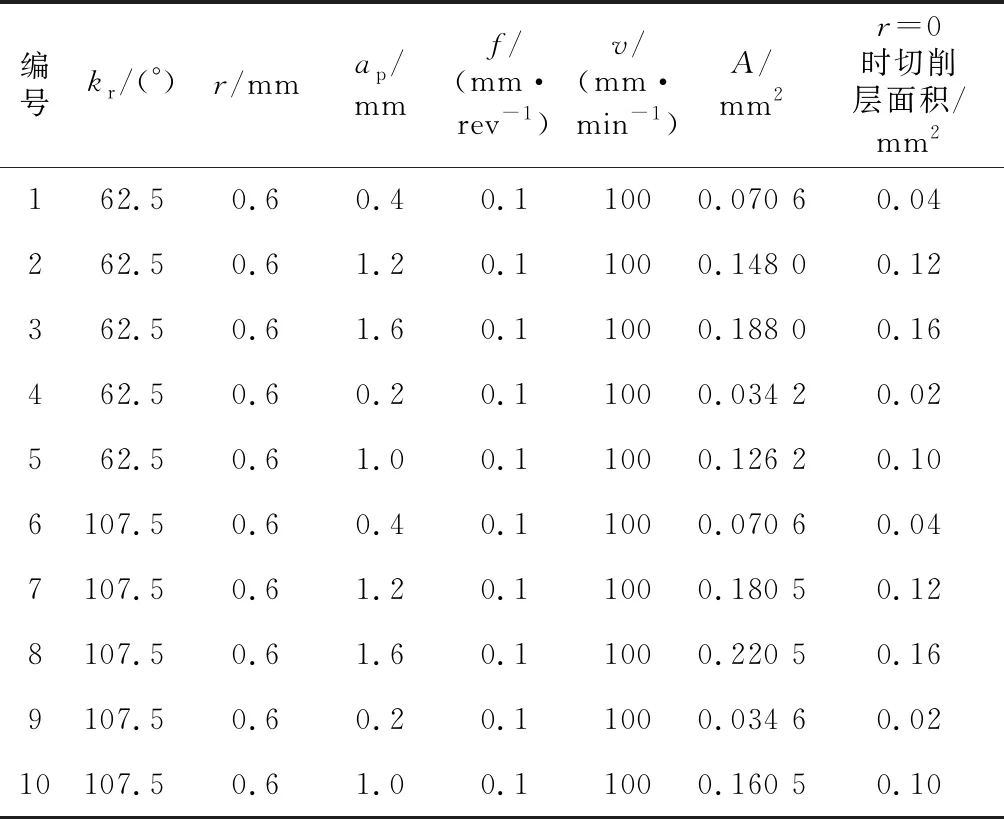
表3 計算結果Tab.3 Computed result
對比表3中的第2組和第7組、第3組和第8組、第5組和第10組,可發現當切削深度大于刀尖圓弧半徑時,主偏角變大,切削層面積變大.根據實驗所得到的主切削力的數據可以看出,主切削力隨主偏角變大而變大,從而驗證了計算結果.由表3中的第1組和第6組、第4組和第9組可發現,當切削深度小于刀尖圓弧半徑時,切削層面積不會隨著主偏角的變化而變化.
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
