某型號油箱段裝配工藝難點及質量監督改進研究
2019-06-25 11:25:30劉志強
教練機 2019年1期
章 偉 ,胡 斌 ,李 霞 ,劉志強
(1.空軍裝備部駐南昌地區軍事代表室,江西 南昌,330024;2.航空工業洪都,江西 南昌,330024)
0 引言
飛機裝配工作在飛機制造過程中占有極其重要的地位,而裝配工藝技術貫穿整個裝配流程當中,在現代飛機的設計、制造和裝配中扮演的角色將越來越重要,飛機裝配工作的勞動量約占整個飛機制造勞動量的45%~60%,先進的裝配工藝應用于生產中可以極大地提高飛機裝配生產率,縮短飛機制造周期,減少裝配返工率,保證飛機產品裝配質量并產生顯著的經濟效益[1-3]。
如今玻璃纖維增強復合材料在飛行器中的應用已越來越廣泛,其相比于傳統航材——鋁合金,具有高比強度、高比剛度、低熱膨脹系數等一系列優異性能。而相對于碳纖維等其它復合材料,價格低廉且具有更好的吸能特性與良好的韌性,其增強減重效果明顯,常被用來制成次承力零部件[4-5]。
某型飛機油箱段大量使用了玻璃纖維復材壁板件及鋁合金鈑金型材件,在工程研制階段的裝配過程中,出現了裝配空間狹小、油箱氣密、油密不合格、產品外形超差等問題。針對以上問題進行梳理,并著重從工裝型架、優化設計、裝配工藝、質量監督手段等方面提出了改進措施,有效保證了油箱段的油密、氣密試驗合格,并且縮短了裝配周期,降低了超差的點數和數值。
1 油箱段裝配技術難點分析
某型機油箱段同時也是該型機的中機身段。該油箱段壁板結構材料以玻璃纖維泡沫夾芯為主,通過環氧膠接而成,少量采用增強尼龍和鋁合金結構件,其結構復雜,零組件多,且飛機尺寸較小,由X個機身框、型材、壁板、進氣道中段、油管、氣管、供油箱等構成,具體見圖1。結合該飛機的結構特點以及裝配實際過程,發現裝配過程中出現以下典型問題。
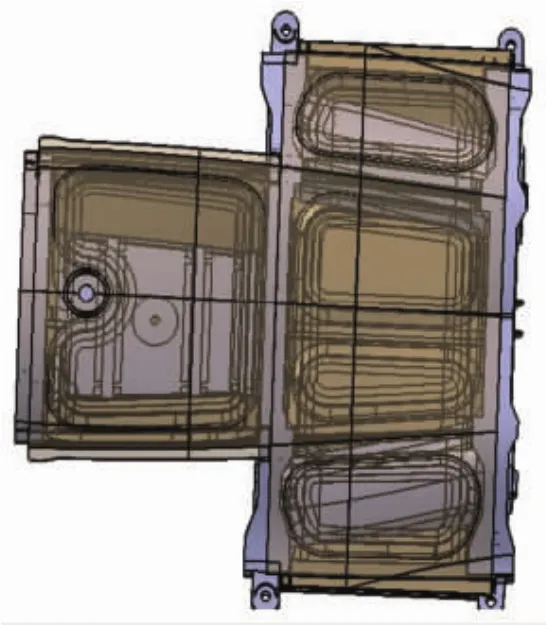
圖1 油箱段示意圖
1.1 操作空間狹小
在裝配過程中,由于操作空間狹小,增加了制孔及安裝緊固件的難度。油箱后段下壁板與進氣道中段區域最為突出,見圖2。由于進氣道中段直徑大,兩端套合區直徑小,且油箱后段下壁與X、Y框叉耳區域需“咬合”,受限于上述零件結構形式,進氣道中段帶板處的鉚釘必須在油箱后段下壁預安裝于機身X、Y框之間的狀態下進行鉚接,且該處鉚釘數量多,在實際裝配過程中操作難度很大。
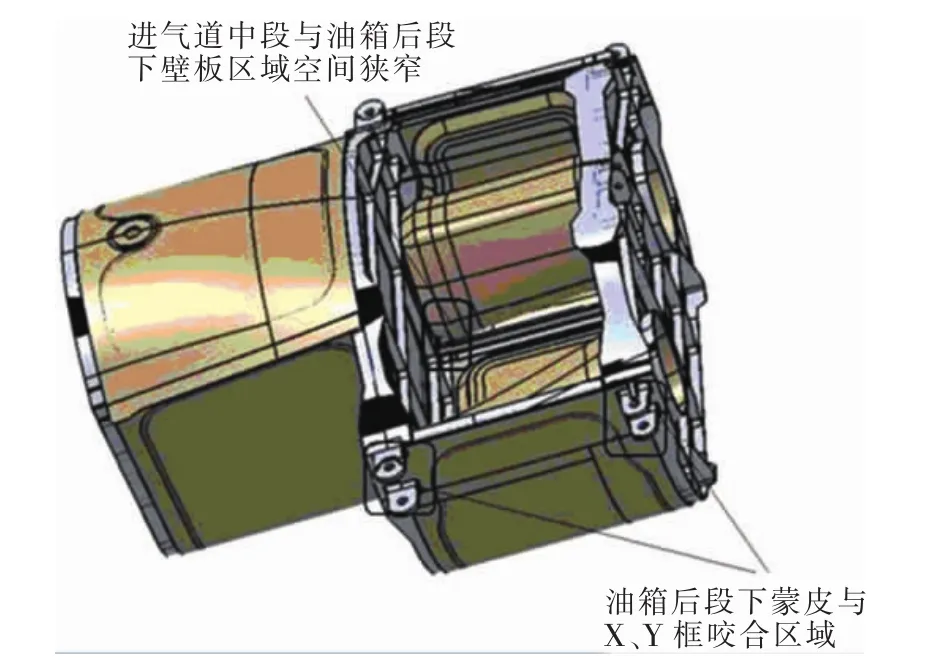
圖2 油箱后段下壁與進氣道中段位置示意圖
1.2 外形控制
油箱段體積雖小,但零件和成附件多,由于復合材料零件制造、部件裝配時存在尺寸偏差,易造成公差積累,從而油箱段的外形控制是一個關鍵性難點,具體原因分析如下。
1)油箱段使用了大量玻璃纖維復材壁板件及鈑金型材件。復合材料零件成型時采用了傳統的手糊成型法,該成型方法適用于制造形狀復雜的復合材料零件,且具有投入少,經濟性好等優點,但存在依賴操作者技能,制品穩定性差等缺點。為保證零件外表面的光滑性,通常外表面為貼合模具面,而在實際裝配中,通常需要復合材料的內表面與其他零件配合,增加了飛機油箱段裝配外形控制的難度。
2)某些小金屬零件為鈑金件,其外形精度差,裝配時可能造成鈑金件變形,從而影響油箱段的外形。
3)裝配型架為簡單的框架、組合式結構。設置了3道上下半框裝配卡板,并按照設計規范另單獨設置2道上下半框檢驗卡板,用于油箱段外形的檢查。這種傳統的框架卡板式裝配型架,以骨架外形為基準,這種裝配方法的誤差形成是“由內向外”的,累積誤差均反映到外形上[3],從而油箱段裝配時其外形本身便存在偏差。
1.3 油箱段密封
油箱段是飛機中的一個重要部段,存儲著飛機所需的燃油,其密封性是一關鍵性指標。一般來說,油箱所選用的材料和飛機使用的燃油不會起化學反應。
1)油箱段壁板為玻璃鋼復材件,其外形尺寸較難控制,且裝配時配合面為非貼模面,復材壁板與機加金屬框鉚接時,兩者弧面不是完全吻合,需使用膠黏劑填縫隙。如油箱口蓋為玻璃鋼制品,其外形如圖3所示,為對稱的弧形,與油箱口框配合時,難免存在間隙,對油箱密封存在不利影響。這些都對后續的氣密、油密試驗會造成直接影響。
2)油箱段裝配空間狹小,安裝部分鉚釘時,由于頂鐵缺乏足夠的通路,導致鉚釘成型質量較難保證,后續進行氣密、油密試驗時有可能從鉚釘處泄漏。
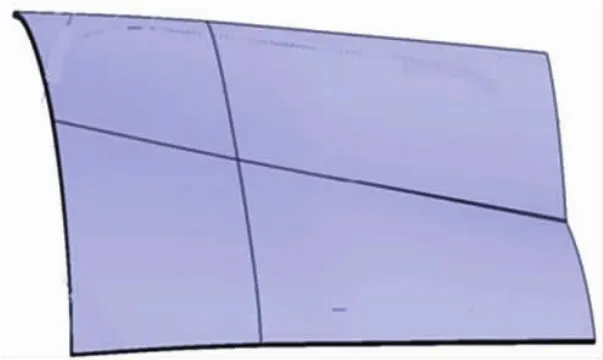
圖3 油箱口蓋
2 油箱段裝配工藝改進措施及質量監督重點
針對上述出現的操作空間狹小、外形控制、油箱段密封等典型問題,主要從工藝裝備、結構設計和裝配工藝流程等三方面來闡述改進措施,加強相應位置的實物和過程質量監督,改善了油箱段裝配質量,且縮短了裝配周期。
2.1 操作空間狹小改進措施
2.1.1 工藝裝備
選用可翻轉式的工裝型架,且型架上的裝配卡板及定位器均設置為可拆卸式的,定制專用工具,主要是一些特制頂鐵,在一定程度上可緩解因操作空間狹小所帶來的不便,同時便于目視、測量、手觸檢查緊固件鉚接質量和部件外形。
2.1.2 設計更改
進氣道中段為非承力部位,且該部位因操作空間狹小而導致該處鉚釘鉚接困難,故在不影響連接強度的前提下,適當減少該處鉚釘的排布數量;將油箱后段下壁板與機身X、Y框“咬合處”的一端切除,另一端允許倒角處理,這樣就可調整裝配順序,可先鉚接進氣道中段,然后再鉚接油箱后段下壁,規避因油箱后段下壁與進氣道中段相互間空間狹小而難以鉚接的弊端,見圖4。
2.1.3 裝配工藝流程優化
油箱段為飛機的典型部段,由3個機身框、型材、壁板、進氣道中段、油管、氣管、供油箱等構成,因操作空間狹小,優化裝配順序,能有效解決部分裝配實際問題,其詳細裝配過程見圖5。因設計更改,便可先鉚接進氣道中段,然后再鉚接油箱后段下壁,解決了因油箱后段下壁與進氣道中段相互間空間狹小而難以鉚接的弊端,同時有利于裝配過程的質量監督。
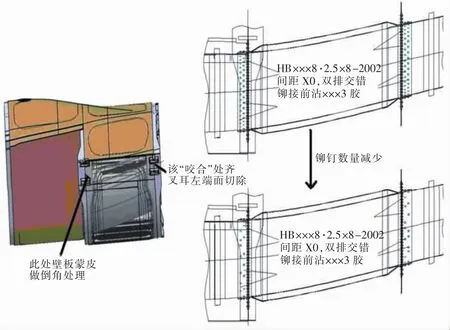
圖4 進氣道后段下壁切除、進氣道中段鉚釘減少示意圖
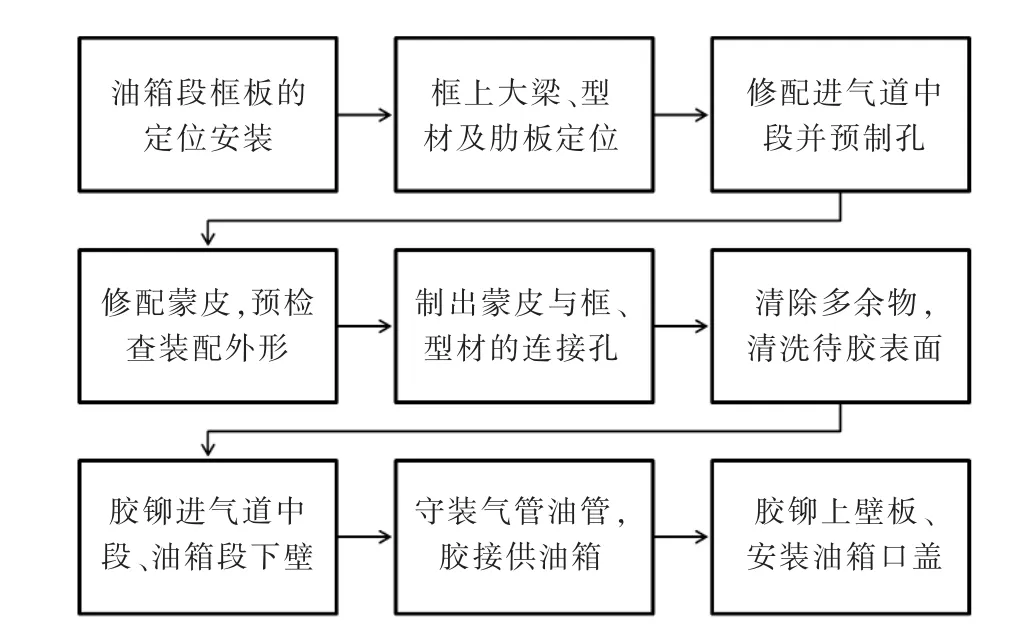
圖5 某型飛機油箱段裝配路線示意圖
2.2 外形控制改進措施
2.2.1 工藝裝備
機身壁板等蒙皮類零件在固化成型時,必須在其與機身框配合處加壓框來控制該處蒙皮的厚度,且壓框的壓深相對理論深度應大于0.1mm,后續其與機身框配合的時候可通過在該處加墊的形式來補償,一方面減少裝配時的修配工作量,另一方面有助于控制機身外形尺寸。口蓋類玻璃纖維復材零件制造時,內部的夾芯材料,如聚氨酯泡沫、鋁制件,應嚴格控制其厚度,以及零件含膠量,以進一步控制成型后零件的厚度,避免厚度超差,這也是工序質量控制的重點。
2.2.2 裝配工藝流程優化
操作者在對機身進行預裝配時,需加強外形尺寸預檢查,并通過加墊或打磨金屬件的方式來控制機身蒙皮與檢驗卡板間的間隙值,使其處在設計要求范圍內。后續檢驗時,對間隙值進行全數檢查并做好記錄。
2.3 油箱段密封改進措施
2.3.1 工藝裝備
進氣道中段作為油箱段的重要組成部分,其由X層玻璃纖維編織物和泡沫夾芯組成。將進氣道中段改用整體成型模制造,避免因分塊模具對縫間隙大而使其內型面產生積膠、褶皺等故障缺陷,后續裝配時因打磨內型面,有可能對纖維織物產生損傷,影響油箱段的密封性。
2.3.2 設計更改
油箱口蓋為玻璃鋼制品,對稱的弧形,與油箱口框配合時,加一圈0.Xmm厚度的橡膠墊,并在周圍涂刷一層環氧膠。實際操作過程中,做氣密試驗時,發現口蓋周圍漏氣尤為嚴重,0.Xmm厚度的橡膠墊并不能對間隙進行完全補償,后經設計更改,建議在油箱口蓋周圍涂覆耐油的密封膠,并在外部的緊固件上涂刷一層環氧樹脂。使用密封膠之后,油箱段的氣密、油密試驗均合格,保證了油箱段的密封性。
2.3.3 裝配工藝流程優化
在進氣道中段成型過程中,自制鋁制均壓板,輔助進氣道中段帶板配合區的預埋鈑金件成型,從而控制了進氣道中段帶板配合區域的外形尺寸。
在檢驗時機的設定上,增加單獨對進氣道中段進行氣密性檢查,比如將進氣道中段兩端口密封,然后充入一定壓力的氣體,再在其外表面涂覆肥皂水進行氣密性檢查,確認其合格后再對其進行組裝。
3 結論
1)通過改進工藝方法及工裝結構,某型飛機油箱段生產效率及裝配完成質量得到改善,滿足設計要求,產品趨于穩定;
2)檢查開敞性較差產品的裝配質量,采用可實現翻轉、拆卸的工裝型架,能有效緩解因空間狹小而帶來的制造和檢測弊端;
3)在裝配施工過程質量監督中,針對重點環節,設置專項檢查十分重要,如:單獨對進氣道中段設置氣密性檢查的工作內容,可有效把控產品裝配質量動態;
4)通過優化工藝方法、工裝結構等工藝方案,以及新增檢驗環節、量化檢測標準等質量監督手段,油箱段生產效率及裝配完成質量得到改善。其中裝配周期縮短25%,外形尺寸超差點數明顯下降,且超差數值小,油密、氣密試驗一次合格通過,油箱段狀態滿足設計要求,其批產工藝及質量趨于成熟和穩定。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農藥(2019年2期)2019-07-13 05:55:12
產品可靠性報告(2017年7期)2017-09-05 09:49:12
汽車觀察(2016年3期)2016-02-28 13:16:26
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
