熱軋卷取機(jī)帶鋼頭部堆鋼現(xiàn)象分析
2019-06-21 11:17:48王瑛丁正
冶金設(shè)備 2019年2期
關(guān)鍵詞:設(shè)備
王 瑛 丁 正
(馬鞍山鋼鐵股份有限公司 安徽馬鞍山243000)
1 前言
在熱軋卷取區(qū)域各類堆鋼事故中,帶鋼頭部堆鋼或者散卷是最為常見的。頭部堆鋼事故發(fā)生后,往往因?yàn)閹т擃^部折疊嚴(yán)重,處理時(shí)間也特別長,產(chǎn)量損失格外明顯。導(dǎo)致頭部堆鋼的原因較多,本文僅對較為常見的3類情況進(jìn)行分類描述。
2 堆鋼類型
卷取機(jī)位于層流輥道末端,由側(cè)導(dǎo)衛(wèi)、夾送輥、助卷輥、芯軸等設(shè)備組成(見圖1)。它的功能是將精軋機(jī)組軋制的帶鋼以良好的卷形,緊緊地?zé)o擦傷地卷成鋼卷。帶鋼頭部進(jìn)入卷取機(jī)前,層流輥道、夾送輥、助卷輥、芯軸均以不同的速度超前率進(jìn)行運(yùn)轉(zhuǎn)。帶鋼頭部進(jìn)入夾送輥后,借助上下夾送輥的力量,迫使帶鋼頭部向下彎曲,并沿著溜槽板進(jìn)入由助卷輥及溜槽板和芯軸形成的間隙前進(jìn),同時(shí),借助芯軸和助卷輥的超前率作用,將帶鋼緊緊地纏繞在芯軸上。當(dāng)頭部在芯軸上纏緊后(大約3-4圈),助卷輥輥縫打開到設(shè)定位置,層流輥道、夾送輥、助卷輥、芯軸的速度超前率降為0,與帶鋼速度相同,同時(shí),保持一定的張力值進(jìn)行卷取直至結(jié)束[1]。
芯軸與軋機(jī)或者夾送輥間在建立穩(wěn)定張力后,一般不易發(fā)生堆鋼現(xiàn)象。但是在穩(wěn)定建立張力之前,可能因各種原因造成頭部堆鋼。可以歸結(jié)為下面三類情形:
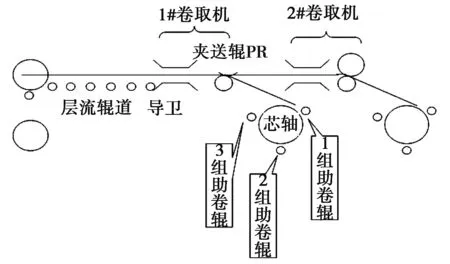
圖1 卷取機(jī)區(qū)域分布圖
2.1異常停機(jī)
帶鋼進(jìn)入卷取機(jī)前,二級系統(tǒng)將下一塊帶鋼的信息下發(fā)給卷取一級PLC,一級系統(tǒng)按照要求將所有設(shè)備動(dòng)作到設(shè)定位置,傳動(dòng)系統(tǒng)也按照設(shè)定速度運(yùn)行,并向PLC進(jìn)行信息反饋。當(dāng)帶鋼頭部運(yùn)行到層流輥道的某個(gè)設(shè)定檢查點(diǎn),系統(tǒng)會(huì)對上述信號進(jìn)行核查,若發(fā)現(xiàn)某一個(gè)或幾個(gè)條件不滿足,則會(huì)直接判定系統(tǒng)快停,那么層流輥道以及卷取機(jī)等所有設(shè)備都會(huì)停止,導(dǎo)致堆鋼。
可能造成系統(tǒng)快停的基本條件有:PLC系統(tǒng)運(yùn)行正常信號、各類電源工作正常信號、伺服系統(tǒng)處于工作狀態(tài)、活門提升位置、壓下輥提升位置、芯軸的預(yù)脹徑、夾送輥和助卷輥的設(shè)定輥縫APC完成等。如圖2中所示,夾送輥前的壓下輥提升信號因限位支架松動(dòng),在機(jī)架的振動(dòng)下,信號高頻閃動(dòng),被系統(tǒng)判定為卷取條件不足。

圖2 夾送輥前壓下輥提升信號閃動(dòng)
如圖3中所示,助卷輥冷卻水管破損爆管,大量冷卻水噴出,對檢測芯軸直徑的超聲波傳感器造成干擾,直徑讀數(shù)顯示跳變。恰好此時(shí)帶鋼頭部到達(dá)檢測點(diǎn),被系統(tǒng)判定為卷取條件不足。
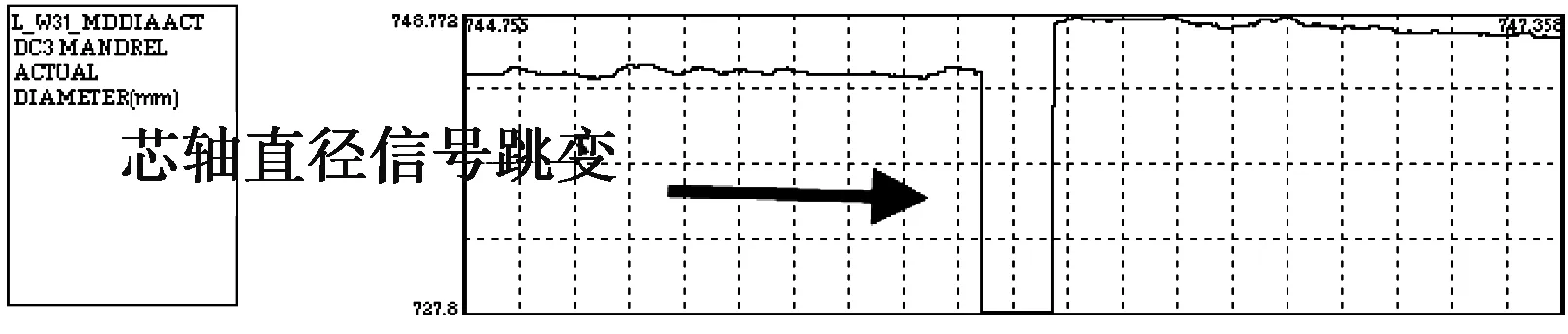
圖3 芯軸直徑讀數(shù)跳變
另外,卷取機(jī)前的冷熱檢,是觸發(fā)跟蹤修正的關(guān)鍵信號。當(dāng)帶鋼頭部在層流輥道上,若恰好有水霧、氧化鐵皮等異物造成冷熱檢信號異常,可能導(dǎo)致芯軸和助卷輥等設(shè)備提前動(dòng)作,等帶鋼頭部進(jìn)入檢查點(diǎn)時(shí),也會(huì)被系統(tǒng)判定卷取條件不足。
2.2異物卡阻
在滿足所有連鎖條件的情況下,帶鋼在行進(jìn)過程中,也可能因多種原因,最終不能順利進(jìn)入卷取機(jī),緊密的纏繞到芯軸上。以下列舉幾種最常見的情況。
(1)帶鋼頭部出F7時(shí),可能因軋制原因或者冷卻不均形成跑偏。當(dāng)帶鋼跑偏程度過大,頭部容易撞擊導(dǎo)衛(wèi)端面。
(2)當(dāng)各層流輥道的速度超前率設(shè)定不當(dāng)或其它原因,可能造成帶鋼頭部上飄。上飄的頭部極易在夾送輥處折疊,然后卡阻淤積。
(3)若帶鋼頭部超寬,或者導(dǎo)衛(wèi)輥縫設(shè)定過小時(shí),導(dǎo)衛(wèi)在做完短行程控制后,導(dǎo)衛(wèi)兩邊對帶鋼頭部形成較大夾持力,使帶鋼短時(shí)間停頓甚至淤積不能向前(如圖4)。短時(shí)間停頓的帶鋼,雖然隨后可以進(jìn)入卷取機(jī),但由于此時(shí)物料跟蹤和帶鋼實(shí)際位置不一致,造成助卷輥踏步動(dòng)作不能及時(shí)準(zhǔn)確完成,最終會(huì)讓頭部卡在助卷輥處。

圖4 導(dǎo)衛(wèi)在短行程后過大的夾持力
(4)助卷輥與弧形板連接處縫隙過大,當(dāng)帶鋼頭部進(jìn)入卷取機(jī)后,直接插入縫隙,不能順利穿過,造成卡阻。
2.3張力不穩(wěn)
當(dāng)帶鋼經(jīng)過了卷取條件檢查,并順利的通過所有通道纏繞到芯軸后,也不一定能夠卷取成功。此時(shí)助卷輥的踏步功能能否正常完成非常重要。三個(gè)助卷輥平均分布于芯軸四周,其主要功能是將帶鋼頭部準(zhǔn)確的送到芯軸位置,并對帶鋼施加彎曲加工,使其變成容易卷取的形狀,然后以適當(dāng)壓緊力將帶鋼壓在芯軸上,輔助芯軸和帶鋼間形成有效張力。在工藝設(shè)定中,超過一定厚度規(guī)格的帶鋼將采用助卷輥踏步控制。

圖5 芯軸與帶鋼間打滑,不能有效建立張力
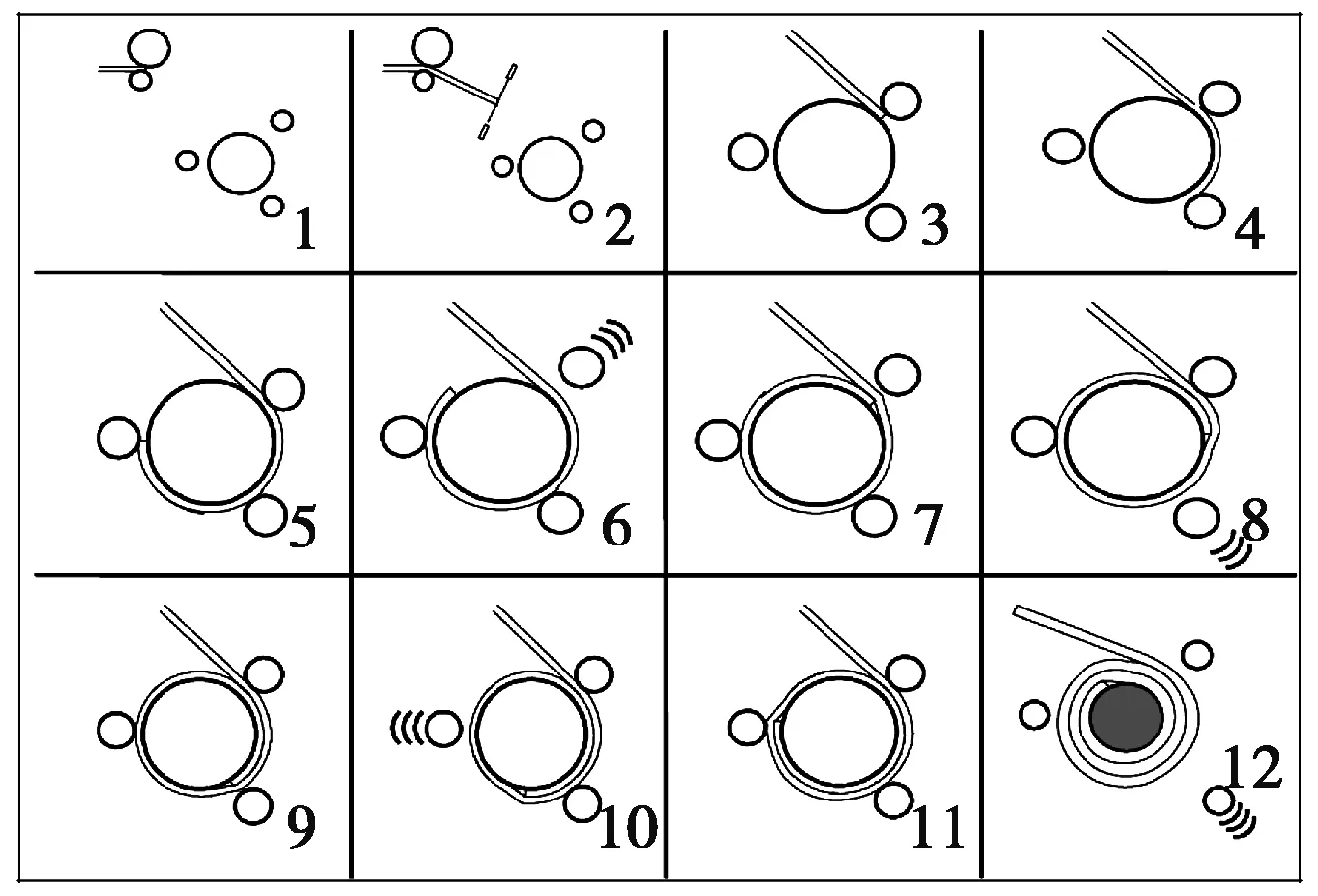
圖6 助卷輥的踏步動(dòng)作示意圖
從圖6中可以看出,在踏步過程中,3個(gè)助卷輥中,有2個(gè)助卷輥同時(shí)壓靠在鋼卷上。若此時(shí)這2個(gè)助卷輥因剛度差,不能提供及時(shí)有效的壓緊力,帶鋼頭部就會(huì)出現(xiàn)松散。松散的帶鋼頭部和芯軸間沒有足夠的靜摩擦力,使芯軸與夾送輥間不能形成張力,最終會(huì)造成堆鋼事故。
3 預(yù)防措施
3.1降低電氣元件故障率
首先為了避免因元件老化引起的傳感器失靈故障,應(yīng)根據(jù)設(shè)備所在環(huán)境惡劣程度、元件質(zhì)量等各種因素,來制定相應(yīng)的電氣元件更換周期,并按照這個(gè)周期定時(shí)更換。
其次,技術(shù)人員對現(xiàn)場易受其它因素影響的傳感器,科學(xué)改造,加強(qiáng)防護(hù)。如,對冷金屬檢測元件采取防霧措施、對超聲波傳感器要防濺射干擾等。
第三,對重要傳感器,如活門、壓輥限位等,要安裝備用傳感器,并在控制程序中進(jìn)行冗余保護(hù),當(dāng)其中一個(gè)損壞時(shí),不對生產(chǎn)造成影響,而是輸出報(bào)警信息。
第四,通過設(shè)備改造,盡量減少移動(dòng)拖鏈上的傳感器。電纜拖鏈上電氣元件故障,除了元件本身外,拖鏈電纜也極有可能損壞。因此,應(yīng)想辦法將傳感器本體安裝在固定端,而使感應(yīng)端移動(dòng),以減少拖鏈電纜的影響。
第五,檢修完畢后,做好現(xiàn)場的清理整頓工作,避免廢舊螺栓、碎步等影響傳感器正常工作。
3.2防止帶鋼頭部被卡阻
采取提高計(jì)算機(jī)模型設(shè)定精度、提高軋輥制造和磨削精度、采用壓下率分配的平衡方式、改善帶鋼溫度狀況、調(diào)整機(jī)架窗口各襯板和軋輥各軸承座襯板、使用跑偏控制技術(shù)和跑偏檢測裝置等手段,盡量減弱帶鋼鐮刀彎的程度。對于已經(jīng)發(fā)現(xiàn)的較大鐮刀彎板型,操作人員應(yīng)及時(shí)打開導(dǎo)衛(wèi),人工干預(yù),防止帶鋼頭部在卷取機(jī)入口卡阻。對可能導(dǎo)致帶鋼頭部前進(jìn)受阻的障礙物應(yīng)及時(shí)處理。優(yōu)化層流輥道的速度超前率,確保帶鋼頭部不上飄。
3.3加強(qiáng)設(shè)備精度管理
制定有效的助卷輥和芯軸的設(shè)備精度測試方法,在設(shè)備停機(jī)或運(yùn)行中利用有關(guān)儀表器具,對設(shè)備定時(shí)地進(jìn)行科學(xué)檢測,掌握設(shè)備的劣化情況,并每周進(jìn)行機(jī)械間隙評價(jià)。對使用狀態(tài)不佳的設(shè)備,及時(shí)更換。對更換下來設(shè)備的磨損情況進(jìn)行觀察分析和記錄,結(jié)合趨勢圖數(shù)據(jù)總結(jié)規(guī)律,進(jìn)一步優(yōu)化間隙評價(jià)。
點(diǎn)檢員應(yīng)全面掌握這些關(guān)鍵點(diǎn)的狀況,通過掌握關(guān)鍵點(diǎn)的性能參數(shù),分析判斷設(shè)備的運(yùn)行狀態(tài),掌握設(shè)備的劣化趨勢,為設(shè)備的預(yù)防性維護(hù)或狀態(tài)維護(hù)形成科學(xué)合理的檢修項(xiàng)目計(jì)劃[2]。
4 結(jié)論
簡要地介紹和總結(jié)了一些常見的帶鋼頭部堆鋼現(xiàn)象和原因;總結(jié)了生產(chǎn)實(shí)際中堆鋼事故的形式;提出了降低電氣元件故障率、防止帶鋼頭部被卡阻和加強(qiáng)設(shè)備精度管理等預(yù)防措施。還需要我們不斷地學(xué)習(xí),努力提高技術(shù)水平找出原因并采取相應(yīng)的措施。實(shí)際效果良好。
猜你喜歡
中國特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
當(dāng)代工人(2020年13期)2020-09-27 23:04:20
經(jīng)濟(jì)技術(shù)協(xié)作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(shù)(2017年11期)2017-12-20 08:10:57
工業(yè)設(shè)計(jì)(2016年12期)2016-04-16 02:52:00
IT時(shí)代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(yǎng)(2015年1期)2015-04-17 03:25:28
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:00
