汽輪機轉子裂紋現場去除工藝研究
2019-06-17 11:59:30方龍年
熱力透平 2019年2期
范 超,方龍年
(上海電氣電站設備有限公司汽輪機廠,上海 200240)
在上海汽輪機廠(上汽廠)生產的55 MW聯合循環雙壓凝汽式汽輪機的大修過程中,對該機組轉子調閥端汽封3處應力槽位置進行著色探傷時均發現轉子有裂紋。為避免現有位置裂紋的進一步發展,或轉子其他位置出現類似裂紋,影響機組后續安全運行[1-2],檢修人員決定對該汽輪機轉子高壓軸封及軸頸進行切削加工處理。
轉子是汽輪機的重要部件,如果運回工廠進行修復加工,除了往返運輸費用和高額保費之外,還需配做專用轉子運輸工裝,這將大大增加修復的成本[3]。另外,該電廠位于南方某省,距離上汽廠路途遙遠,返廠加工會嚴重影響機組大修工期。因此,有必要在電廠現場對轉子進行改造加工。
為了解決現場轉子裂紋加工問題,并滿足后續此類機型轉子改造的需求,上汽廠開發了專用的成套加工設備,在某4號機大修項目過程中制定、完善了轉子現場裂紋的加工工藝,并成功實施。
本文將結合現場實際加工經驗,介紹該加工工藝過程,以期為后續類似機型的轉子改造提供參考。
1 方案、結構及工藝分析
1.1 轉子裂紋位置結構分析
轉子裂紋位置如圖1所示。該轉子為高中低壓整體式轉子,應力槽位置具有如下幾個特點:
1)高壓軸封共3段,直徑不一,分別為730 mm、696 mm、616 mm;
2)3段軸封之間為應力釋放槽,應力槽連接處由R角過渡,1號至3號槽槽深分別為56 mm、33 mm、112 mm;
3)為保證轉子裂紋去除后的轉子軸封處強度,要求裂紋去除總深度單邊不超過5 mm;
圖1 轉子裂紋位置
1.2 加工方案分析
轉子改造方案設計要求加工去除3處應力槽處的裂紋。在此基礎之上,為減小今后轉子在運行過程中產生的應力集中現象,還需要對應力槽型線進行重塑,擴大R角并由大斜面進行圓滑過渡。在加工完成之后,對已加工面進行拋光處理,進一步減少應力集中的產生。
加工方案如下:
1)以0.5 mm每刀的進給量對裂紋處進行挖深車削。去除完著色顯影處的裂紋后,再次進行著色探傷,若仍然出現裂紋,則繼續車削,直至車盡裂紋為止(需在總車削深度達到5 mm后停止);
2)用標準R12圓形車刀對應力槽拐角處進行兜圓加工,確保槽底與槽側之間切線過渡;
3)以轉子汽封齒為基準,進行大斜面車削;
4)提高轉子加工轉速,分別用顆粒直徑0.15 mm(相當于100目)和顆粒直徑0.05 mm(相當于300目)的砂皮紙依次對已加工的表面進行拋光處理,使得其表面粗糙度達到1.6 μm。
2 工藝實現
2.1 設備結構及工作原理
為了滿足上述加工方案在電廠現場的實施,需開發一套穩定性高、可方便拆卸的專用車床設備。
該設備用于轉子加工,需要一套托架對轉子兩端進行支撐。我們對比了兩套轉子支撐方案。方案1為利用鋼制滾輪架支撐轉子兩端軸頸,同時對兩端滾輪架整體墊高,保證轉子回轉直徑。方案2為利用靜壓托架支撐轉子,能夠保證轉子回轉直徑范圍。
經過對比,方案1設備方案簡單,但是在現場加工時,對兩端滾輪架中心位置要求高,設備校調過程煩瑣。另外,鋼制滾輪架支撐于轉子軸頸位置,容易對轉子軸頸造成損傷。方案2的靜壓托架支撐(如圖2所示)為柔性支撐,中心位置校調無需十分精確,支撐位置采用靜壓油膜懸浮式支撐,對轉子不會造成任何損傷,但是設備構造復雜,需配備一套完整的液壓系統。為了確保轉子軸頸的安全,我們最終采取方案2。

圖2 靜壓托架
轉子旋轉動力采用伺服電機進行驅動。液壓支撐結構對驅動設備的功率要求較低。驅動設備與轉子之間通過萬向聯軸節以及轉子連接盤進行搭連。驅動裝置描述如表1所示。
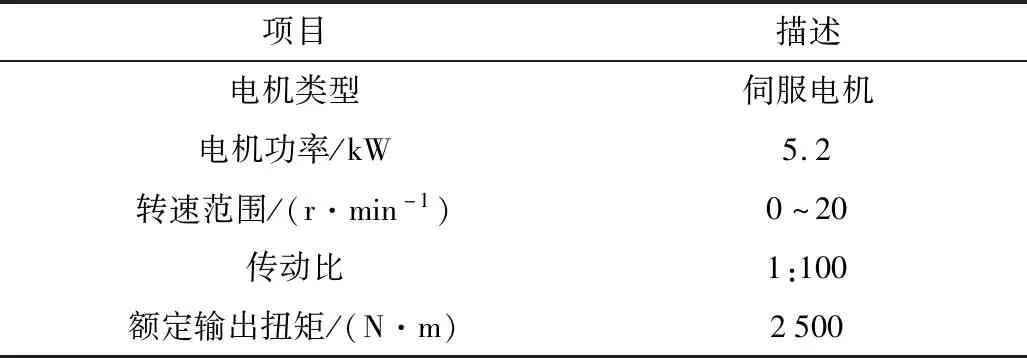
表1 驅動裝置描述
加工組件采用手動高負載十字托盤,能夠滿足轉子加工時的大余量切削要求。轉子應力槽的型線加工以及后續拋光工作由上汽廠有經驗的師傅通過手動十字托盤進給加工完成。
為了提高應力槽的加工精度,在設備上設計安裝了軸向及徑向止推限位裝置。
設備主要結構如圖3所示。
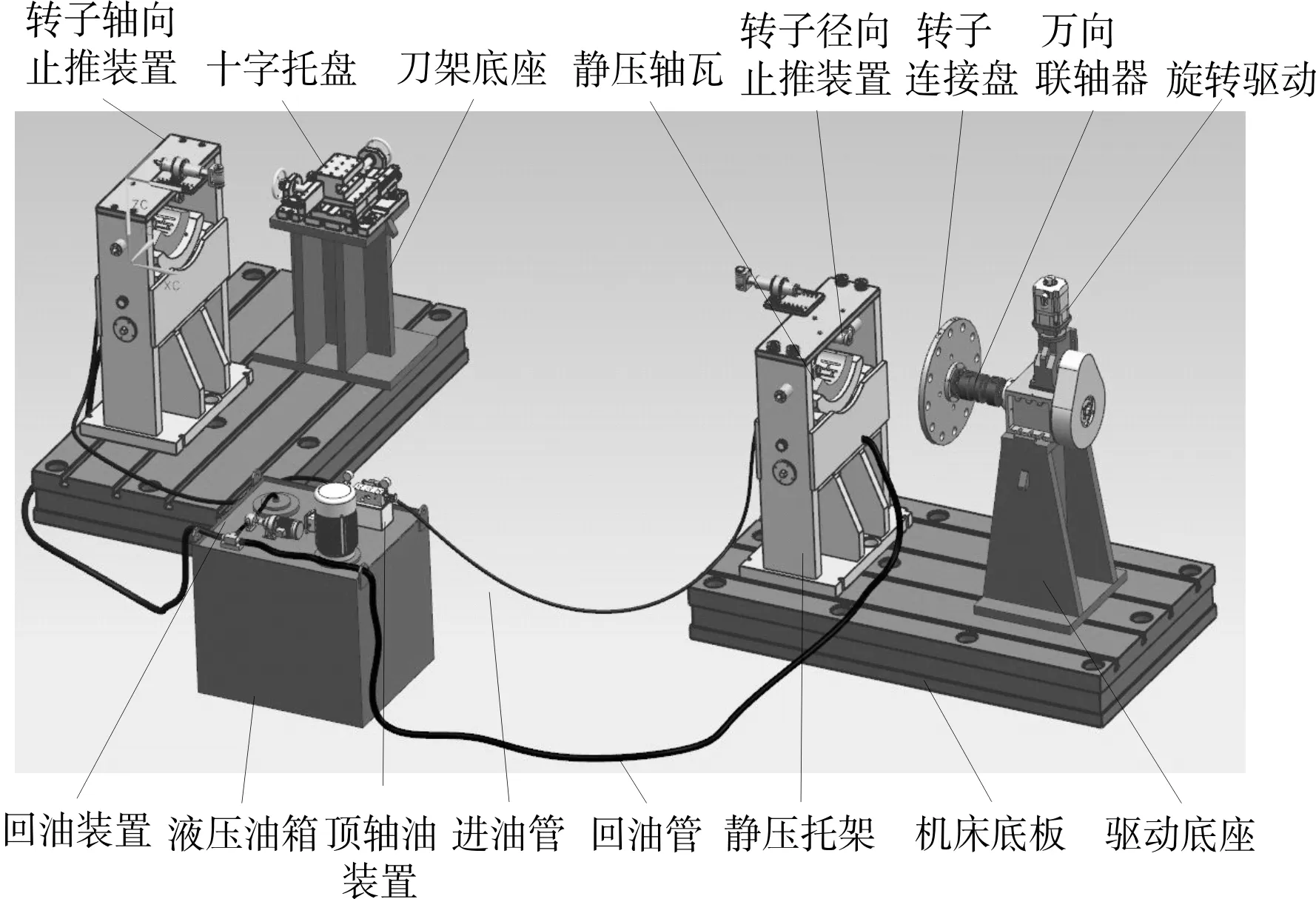
圖3 設備主要結構圖
2.2 刀具選擇
經過多次切削試驗,最終確定采用55°菱形車刀進行裂紋挖深,采用R12圓形車刀進行圓弧型線加工,采用95°菱形車刀進行大斜面的加工。刀具均采用可轉位硬質合金刀具,可以很好地適應現場復雜的加工環境。型線加工完成后,分別采用顆粒直徑0.15 mm(相當于100目)和顆粒直徑0.05 mm(相當于300目)的砂紙對加工部位進行打磨拋光。
2.3 工藝方案
要實現轉子現場改造,首先要對機組長期運行后轉子的變形量及轉子本體結構、材料的金屬性能等進行梳理。在此基礎上,結合轉子出廠前的加工和安裝工藝,我們制定了轉子的現場加工工藝方案,工藝流程如圖4所示。
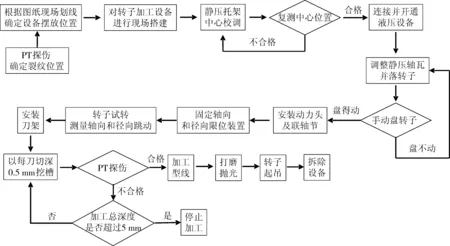
圖4 現場改造工藝流程圖
2.3.1 設備搭建及校調
根據設計的部件位置尺寸,在電廠的0 m層對設備擺放位置進行劃線。按照圖4的流程,比對劃線位置,依次放置機床底板、靜壓托架、液壓裝置、旋轉驅動以及刀架。
安裝時,保證兩端支撐的靜壓托架回裝中心在一條直線上。通過對劃線位置的精確控制,實現靜壓托架位置中心粗調基準對齊。然后復測兩端靜壓托架對角線長度,用千斤頂進行位置微調,將長度值差控制在1 mm以內。
2.3.2 落轉子并測量跳動
將轉子從汽輪機層起吊至靜壓托架上。在轉子軸頸落至軸瓦上方10 mm左右時,開啟油箱頂軸油及回油。待轉子落至靜壓軸瓦上,手動盤動轉子,以此來判定靜壓軸瓦與轉子軸頸之間是否已形成完整的靜壓油膜。
靜壓軸瓦與瓦枕之間為球面接觸,圖5為靜壓軸瓦,圖6為瓦枕。該設計方案可以方便地調節靜壓軸瓦俯仰位置和左右旋轉角度,保證軸瓦面與轉子軸頸支撐面間隙一致,創造優良的靜壓油膜形成環境。
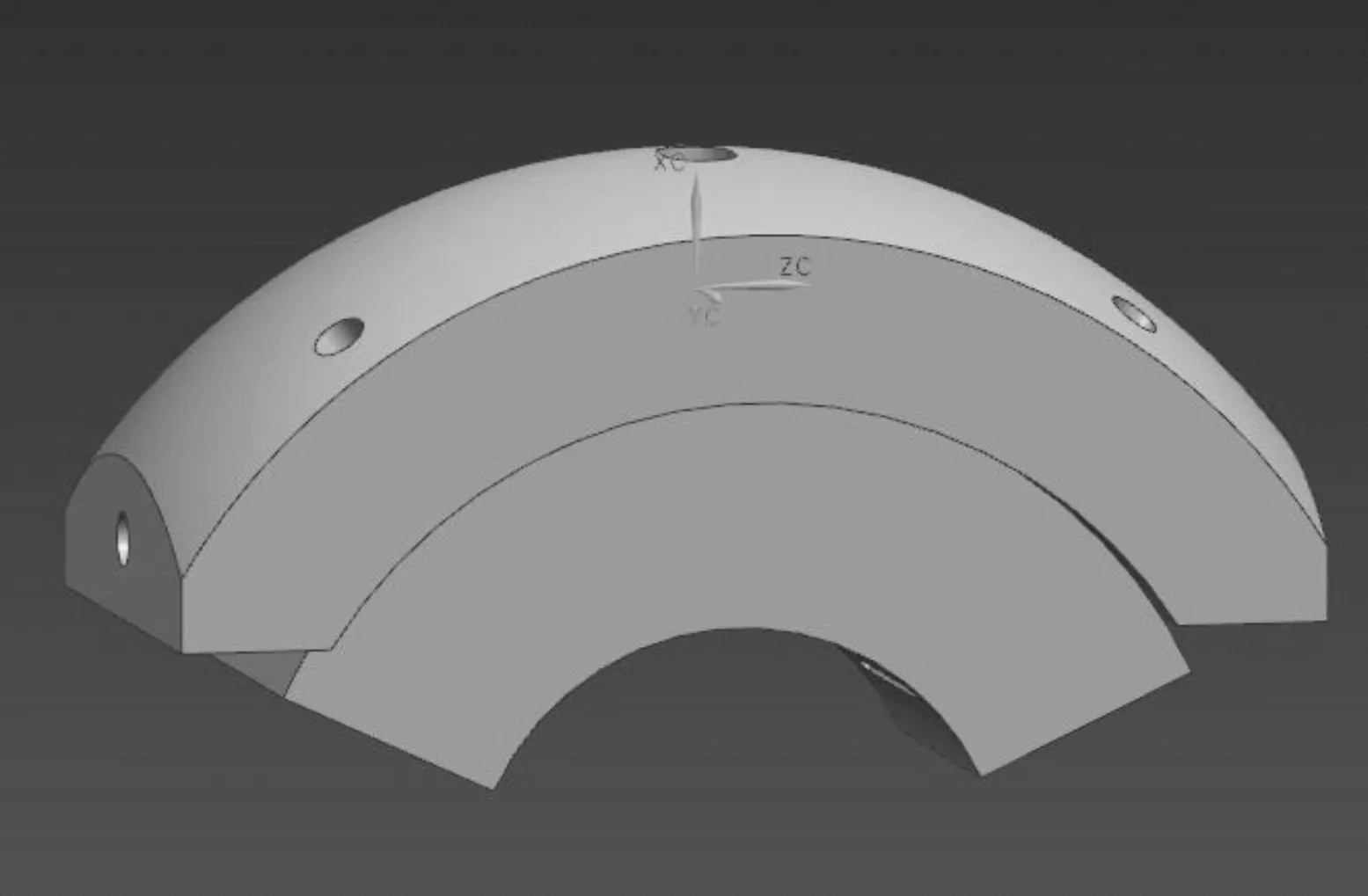
圖5 靜壓軸瓦
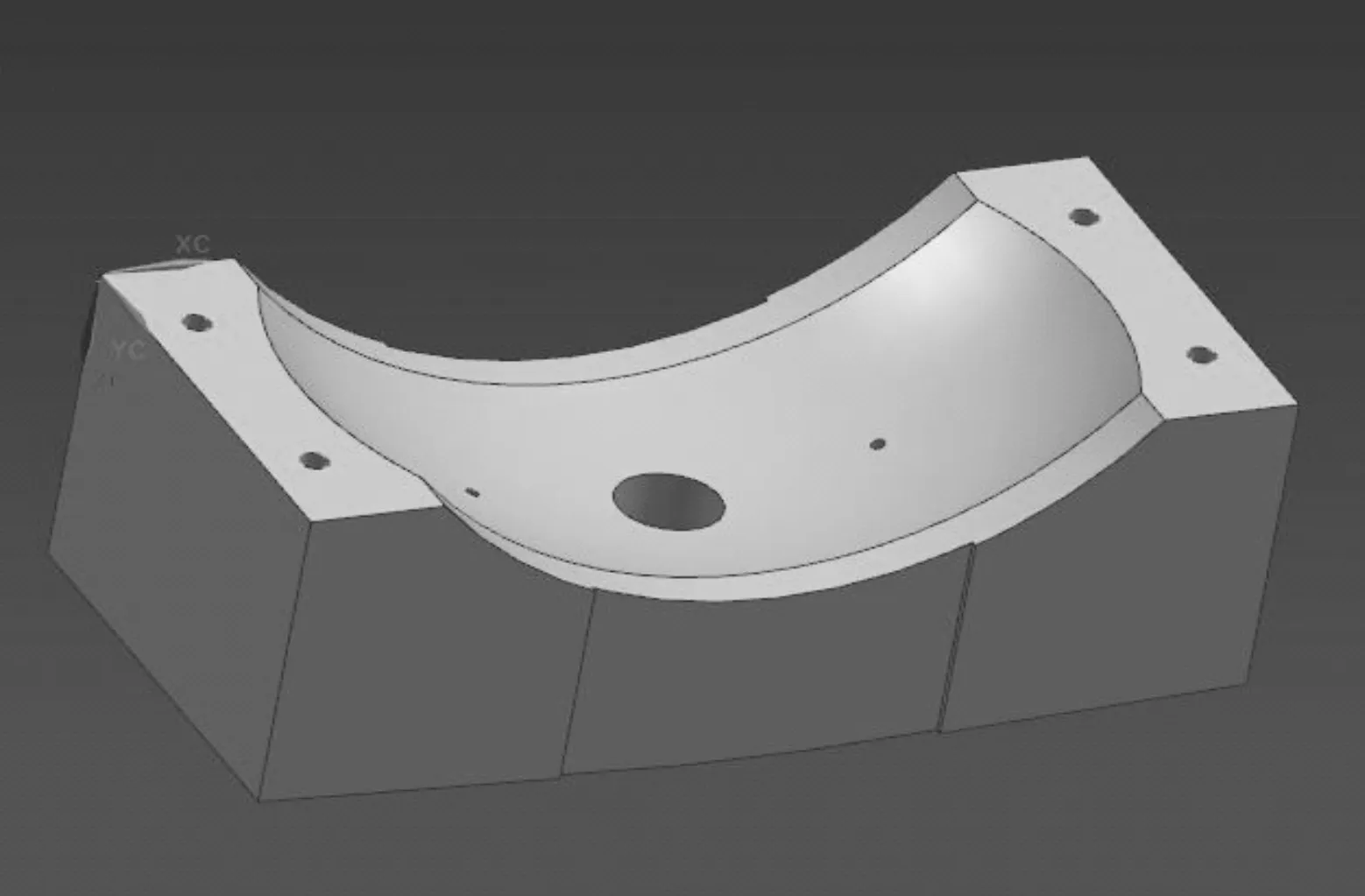
圖6 瓦枕
在轉子軸頸處及靠背輪端面分別架一只靠表,用來測量轉子跳動量。通過調節徑向止推裝置和軸向止推裝置,使得轉子跳動幅值小于0.05 mm。
2.3.3 裂紋及應力槽型線車削
針對滲透檢測探傷顯示的裂紋位置,以每刀0.5 mm的進給量去除裂紋。在加工過程中使用放大鏡實時監視切削部位裂紋的變化情況,在肉眼和放大鏡不能發現裂紋時進行一次著色探傷,檢查裂紋是否完全切除,盡可能以最小的切削量完全去除裂紋。
加工大斜面以及圓角時,應確保圓滑過渡,不得有接面的現象或表面明顯的凸起,通過加工,最大程度減小槽內應力集中。
2.3.4 加工表面檢測
在工藝的最后階段進行表面著色探傷,確認裂紋已完全去除。分別利用顆粒直徑0.15 mm(相當于100目)和顆粒直徑0.05 mm(相當于300目)的砂皮紙對加工表面進行拋光處理。測量加工表面粗糙度,記錄檢驗結果。
3 工程實踐
某燃氣輪機電廠聯合循環機組的汽輪機進行了大修,檢修人員發現轉子高壓軸封3處應力槽位置均有裂紋產生。為防止裂紋進一步擴展,影響機組后續安全運行,電廠委托上汽廠對該汽輪機轉子高壓軸封軸頸進行切削加工處理。現場加工情況如圖7所示。
對3處裂紋加工處理時間(包含裂紋去除、型線加工及表面拋光處理)以及裂紋去除深度進行了統計,結果如表2所示。
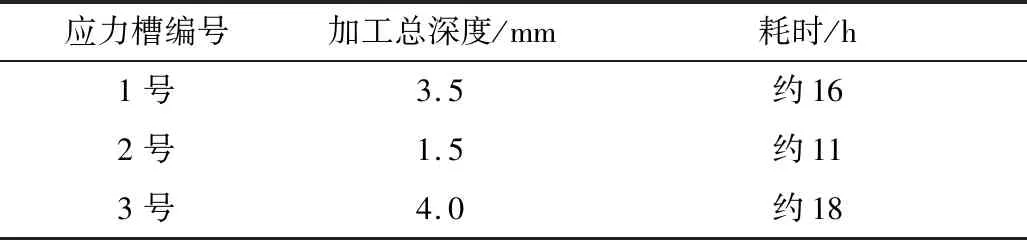
表2 應力槽裂紋去除時長及加工深度統計
按照工藝方案對3處應力槽的裂紋情況進行著色檢查,并對其表面粗糙度進行檢驗,結果如表3所示。
轉子現場加工圖如圖7所示。7天內完成了該轉子3處裂紋的去除以及型線加工, 設備運行良好。考核指標滿足圖紙要求,加工后的表面粗糙度小于1.6 μm,且加工面均圓滑過渡,無明顯凸起點。應力槽加工效果如圖8所示。
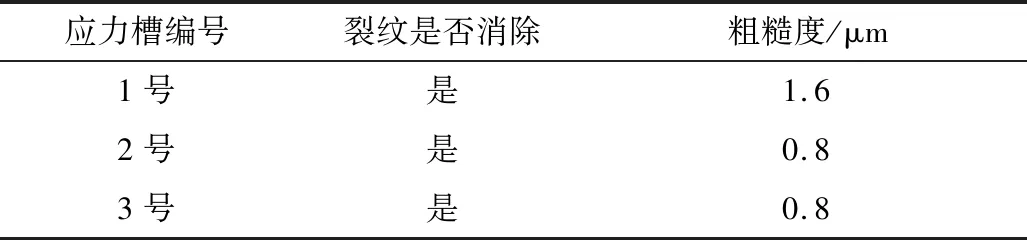
表3 應力槽加工結果
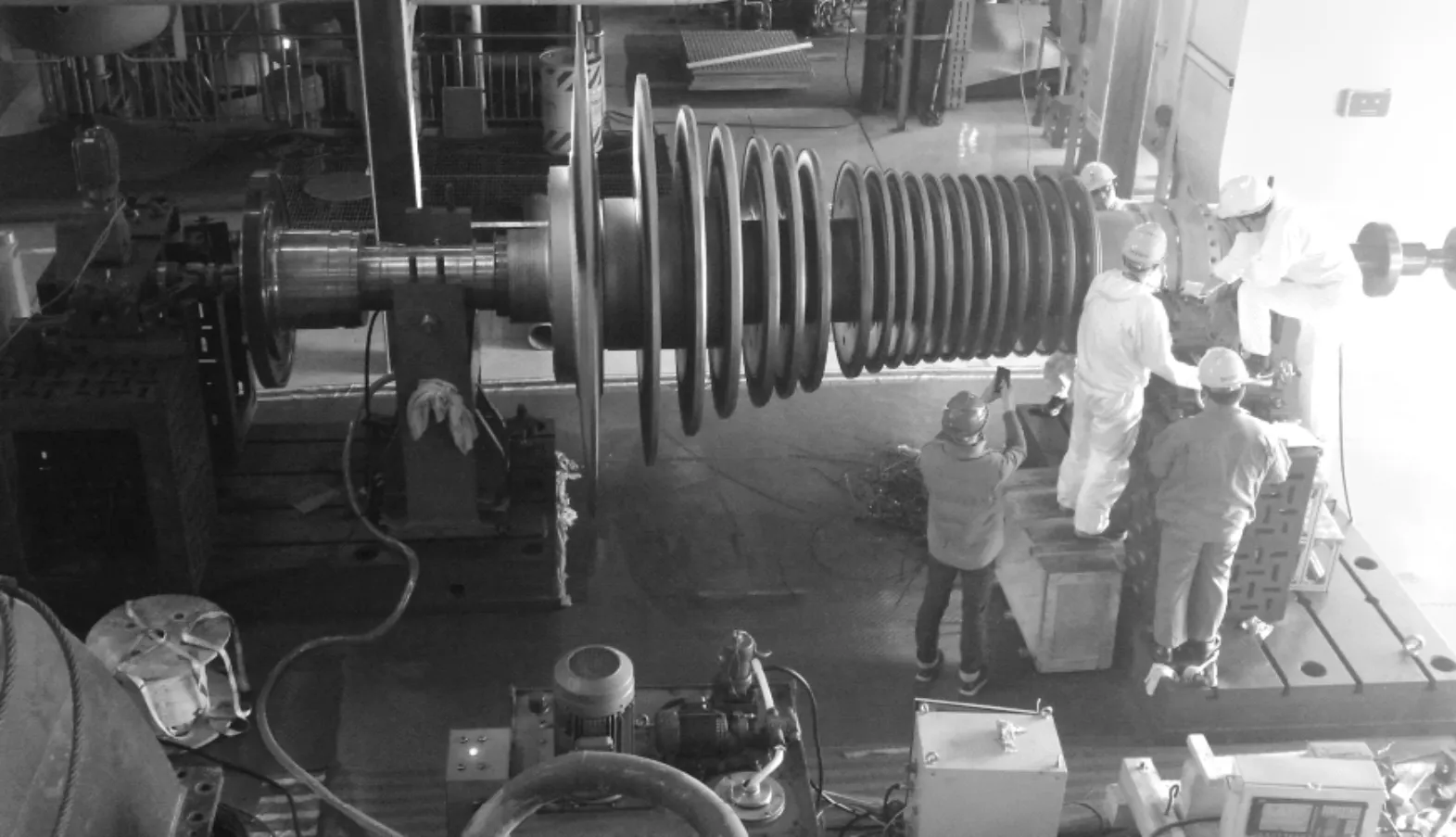
圖7 轉子現場加工圖

圖8 應力槽加工效果圖
4 結 論
本文通過分析55 MW聯合循環機組汽輪機轉子裂紋產生的位置及轉子的結構,介紹了現場去除轉子裂紋的方法。程序化、固化在線改造工藝流程,有利于保證電廠現場加工質量、縮短改造工期。該方法具有的優勢總結如下:
1)該套改造工藝方案可解決轉子電廠現場改造問題,具有快速、高效、準確的特點;
2)轉子現場改造工藝技術可靠,后續可推廣至其他具有類似結構的機組改造中。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
能源工程(2020年5期)2021-01-04 01:29:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
廣西電力(2016年4期)2016-07-10 10:23:38
工業設計(2016年4期)2016-05-04 04:00:23
建筑材料學報(2014年3期)2014-03-11 17:08:02
機械制造與自動化(2014年1期)2014-03-01 04:21:47
河南科技(2014年24期)2014-02-27 14:19:40
