一種一水堿結晶器制作安裝工藝
2019-06-12 07:04:04
石油化工建設 2019年1期
中化二建集團有限公司 山西太原 030021
1 項目簡介
在世界天然堿加工工藝中,碳酸化工藝主要適用于高鹽鹵、無法采用蒸發工藝的項目,該工藝得到的是輕質純堿,還必須再采用固相水合、液相水合或擠壓工藝才能得到重質純堿。而土耳其卡贊堿加工項目一水堿結晶工段可直接從鹵水中分離出重質純堿,在純堿加工工藝中達到了最先進的能耗水平。目前該技術已完成大規模中試和工業化示范。
土耳其卡贊堿加工項目采用濕分解一水堿工藝生產重質純堿。一水堿結晶工段共分為5個系列,每個系列共17臺設備,每個系列均以一水堿結晶器為中心配有加熱器、循環泵和離心壓縮機,其中一水堿結晶器為Swenson機械壓縮式熱泵蒸發結晶器。需要安裝的一水堿結晶器設備共5臺,單臺容積為1458m3,規格為10800/5000×35000mm,設備材料為Q345B,設備內件材料為316L。一水堿結晶器上部為蒸發室,內有裙式檔板和導流筒,下部為淘析腿,中間錐體部分為沉降區。設備分3段制作,其中上半段重83t,中間段重134t,淘析腿重9t,總重226t。設備制作所用材料厚度最大為40mm,內件制作和裝入需有專用安裝工具和吊車配合,安裝于21.2m平面的鋼管混凝土基礎上。該一水堿結晶器安裝程序繁多,安裝要求極為嚴格,其中涉及鋼板卷制、下椎體制作、殼體制作和安裝的水平度和垂直度控制、塔內件制作安裝、封頭對中和設備吊裝時各項工序的控制,以及對于埋弧焊焊接技術和限制空間內協同作業等先進工裝和關鍵技術的應用。
2 施工工藝流程及操作要點
2.1 施工工藝流程
施工工藝流程:原材料檢驗→筒體預制→筒體分段焊接→焊接質量檢驗→基礎驗收→設備分段吊裝組對。
2.2 原材料檢驗
設備預制的材料必須符合設計要求,還要確認并收集整理有關技術證件。鋼板應進行外觀檢查,表面不得有氣孔、裂紋、拉裂、夾渣、折痕、夾層等,鋼板邊緣不得有重皮,表面銹蝕深度不得超過0.5mm。材料進場后必須按產品技術要求分類保管,不得與其他材料混放,還要按設計及規范要求檢查核對材料質量證明書與材料標記的爐號、批號、材質、規格等是否相符。對奧氏體不銹鋼開平板,要按爐號復檢化學成分,按批號復檢力學性能。
2.3 焊接材料
焊接材料必須具有出廠質量材質證明及合格證書,并報總包和業主檢驗、驗收合格后,方可開始使用。詳見表1。
焊條直徑應按焊接接頭板厚和焊接設備性能綜合選定,并符合《承壓設備用焊接材料訂貨技術條件》NB-T47018規定。

表1 焊接材料選用
2.4 一水堿結晶器制作
一水堿結晶器制作方案原則:考慮在穩定運輸的前提下,根據現場情況,最大模塊化預制,決定將直徑為2.75m的淘析腿在預制場預制,上半段、中間段在一水堿結晶器工段附近就近預制。
2.4.1 筒體材料預制
(1)根據制造工藝確定加工余量,確保受壓原件成型后實際厚度不小于設計圖樣標注的最小厚度。
(2)不銹鋼材料的切割與坡口的加工宜采用等離子切割或機械加工方法,碳鋼材料的切割與坡口的加工宜采用機械加工,也可用火焰切割加工。切割完畢后清除表面熔渣和影響制造質量的表面層。
(3)制造中避免材料表面的機械損傷,對于尖銳傷害及不銹鋼表面耐腐蝕層的局部傷痕、殼槽等缺陷應予以修磨,修磨斜度最大為1∶3,修磨深度不大于該部位鋼材厚度的5%,且不大于2mm,否則應補焊。
(4)坡口表面不得有裂紋、分層、夾雜等缺陷。施焊前,應清除坡口及兩側母材表面至少20mm的氧化層、污垢、熔渣及其他有害雜質。
2.4.2 下椎體的制作
一水堿結晶器下椎體的施工方法:1200工段附近預制5臺結晶器下椎體大徑兩帶板,預制場預制5臺結晶器下椎體小徑三帶板;預制完成后,用100t汽車吊主吊、40t汽車吊配合將下椎體分段翻轉。詳見圖1。
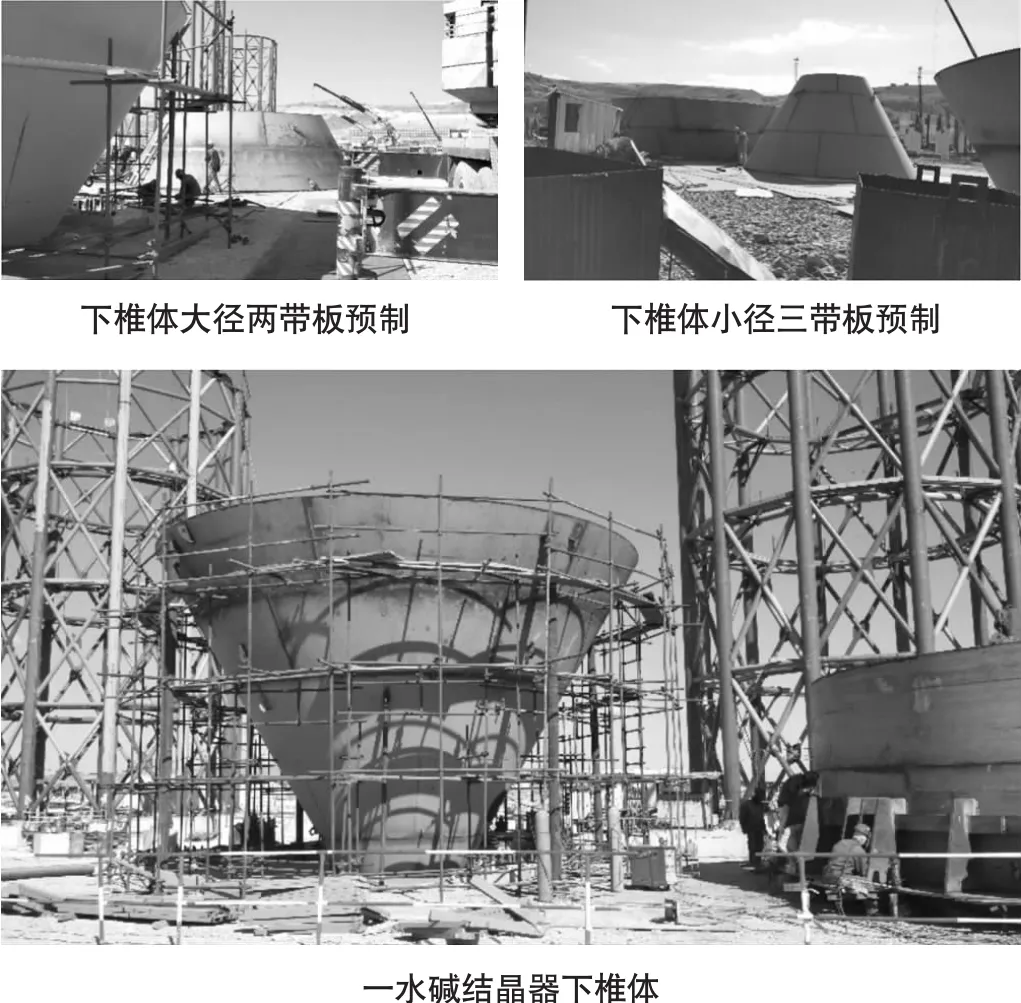
圖1 一水堿結晶器下椎體的制作施工圖
2.4.3 本體分段制作
(1)因一水堿結晶器本體過大,所以在結晶器支架附近分段制作。其上半段包含橢圓封頭、小筒體、錐形封頭、大筒體三帶板(大筒體共五帶板)及外加強圈等(重約82t);中間段包含大筒體下錐形封頭、大筒體兩帶板、剛性環支座、T型鋼加強圈兩圈、內件導流筒及固定擋板支架等(重約134t);C段包含淘析腿筒體及內件帶孔環形鋼板、外加強圈(重約9t)。
(2)因設備預制廠區過小,而設備直徑過大,還需預留600t履帶吊吊車行走路線,所以要考慮合理規劃利用預制廠區。
(3)由于分段設備高度均在6m以上,需考慮腳手架搭設,但因場地有限,所以考慮用隨拆隨用的承插式圓盤式腳手架搭設。
(4)下椎體和大筒體兩層壁板(含設備裙座和內件)部分重量較重(約134t),所以制作中需從下到上先制作下椎體小徑部分,再從下到上依此組對。
(5)因淘析腿與下椎體為承插連接,所以設備預制時需考慮承插余量。
(6)設備安裝標高為21.2m,且設備支架僅為21.2m以下的鋼管混凝土支撐。高空作業效率低,危險系數大,所以導流筒、裙式擋板等內件和設備附件需在地面預制安裝。
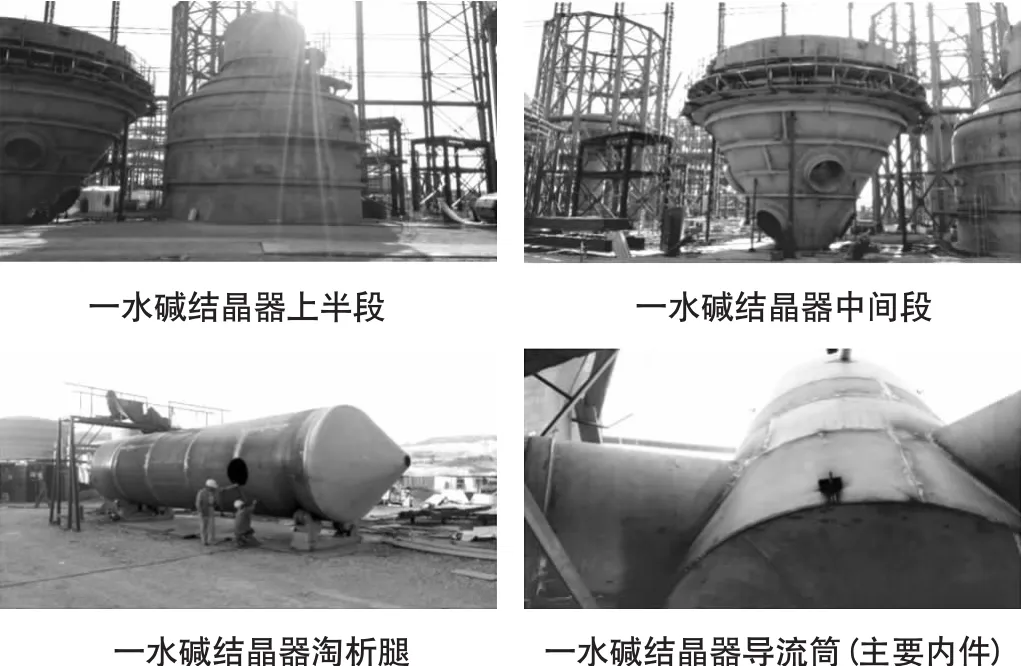
圖2 為一水堿結晶器分段操作施工現場圖
2.5 埋弧焊實施方法及工藝參數的選擇
2.5.1 焊前準備
(1)坡口形式及加工。同其他焊接方法相比,埋弧焊接母材稀釋率較大,母材成分對焊縫性能影響較大。依據單絲埋弧焊使用電流范圍,當板厚小于14mm時,可以不開坡口,裝配時留有一定間隙:板厚為14~22mm時一般開V形坡口;板厚22~50mm時開X形坡口。對于壓力容器,通常采用U形或雙U形坡口,以確保底層熔透和消除夾渣。
(2)焊件的清理。坡口內往往有水銹或夾雜鐵末,點焊后放置時間較長而受潮發生氧化等使焊接時容易產生氣孔,因此焊前需進行手工除銹。
(3)焊絲的清理和焊劑的烘干。焊接前,必須將焊絲表面的油污、鐵銹等污物清除干凈。為防止氫侵入焊縫,對焊劑必須嚴格烘干,而且要求烘干后立即使用。HJ431焊劑要求在250℃下烘干2h。
2.5.2 焊接方法
采用焊條電弧焊封底雙面焊法焊接,即先用焊條電弧焊從背面仰焊封底,再用埋弧焊焊接正面的焊縫。封底層的厚度需在6mm以上,焊接后還要打磨或刨削接頭根部,以保證在無缺陷的清潔金屬上熔敷第一道正面埋弧焊縫。
2.5.3 焊接材料的選用
一水堿結晶器筒體材料選用Q345B,焊絲選用H10MnA,焊劑選用HJ431。
2.5.4 焊接工藝參數
具體焊接工藝參數見表2和表3。圖3 為自動焊操作現場施工圖。
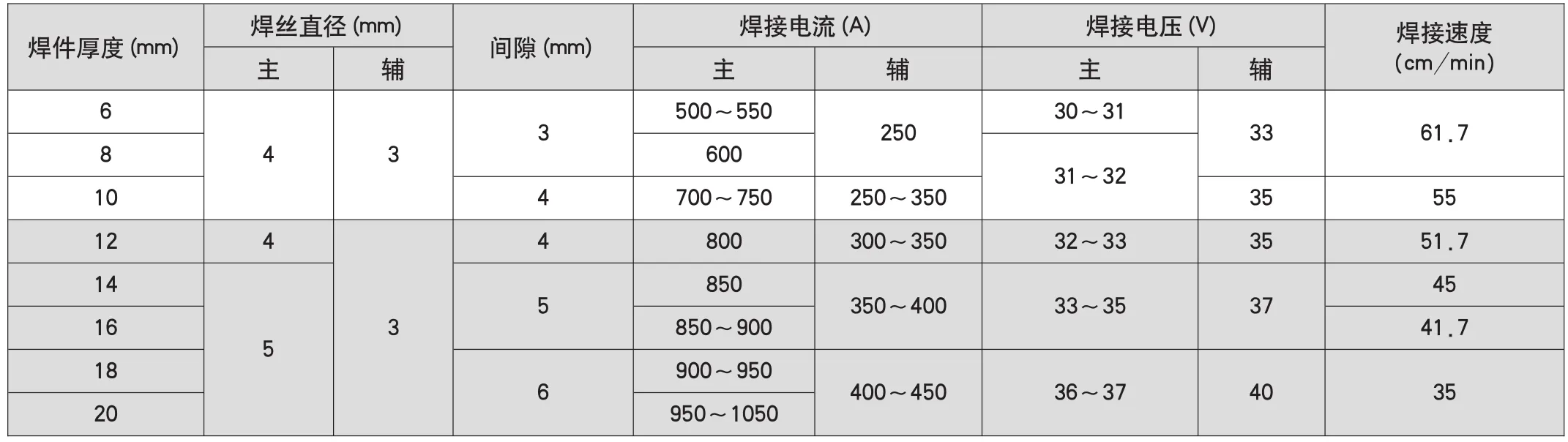
表2 雙絲埋弧焊單面焊雙面成形的焊接參數
2.6 一水堿結晶器的吊裝
2.6.1 設備安裝次序
(1)淘析腿直徑較小(2.75m),重量較輕(約9t),將其提前吊裝到結晶器支架里面并固定牢固,待上半段、中間段組對完成后用倒鏈進行組對安裝。
(2)下椎體和大筒體兩層壁板(含設備裙座和內件)及設備剩余部分采用600t履帶吊吊裝,因需在25m處進行空中組對,吊裝前需在大筒體壁板下端約2.5m處組建臨時平臺,以方便設備組對焊接。
由于該工藝結晶器制作安裝時設備質量大、直徑大、預制區域狹小等,因此在安裝一水堿結晶器分段設備的過程中各個工序密切聯系且互相影響。為縮短工期,使各工序的施工互不影響,本項目在實踐中總結經驗,對一水堿結晶器設備的安裝總結出以下安裝次序:結晶器各部件定點制作→淘析腿吊裝→結晶器中間段吊裝(含臨時平臺)→結晶器上半段吊裝→結晶器上半段、中間段組對→結晶器中間段、淘析腿組對。

表3 雙絲和三絲埋弧焊單面焊的焊接參數

圖3 自動焊操作施工現場
由于一水堿結晶器支撐為鋼管混凝土支撐,安裝標高為21.2m,所以一水堿結晶器分段設備安裝全部采用600t履帶吊吊裝。
2.6.2 中間段吊裝工藝流程
一水堿結晶器中間段吊裝工藝流程如下:中間段指定地點制作安裝完成;600t履帶吊車行駛到中間段起吊位置,起吊半徑為15.5m,在設備起吊位置和吊車中心連線的延長線上預先放置超起配重250t;設置吊裝索具:600t吊車吊鉤下方用4根18m規格為6×37-70的鋼絲繩,通過(S6)BW550KN—2.1/2型卸扣連接于一水堿結晶器中間段吊耳部位,設備兩端各綁一根足夠長的溜繩;檢查一水堿結晶器中間段有無妨礙吊裝的障礙物,若有障礙物需及時清理;確認無妨礙吊裝的障礙物后,現場進行聯合檢查,完成吊裝前各項程序;然后600t履帶吊車連接超起配重后起升吊鉤,使一水堿結晶器中間段離地面0.2m左右,觀察吊車和索具的受力情況,檢查吊車地基情況,確認無異常情況后開始正式吊裝;600t履帶吊車緩慢起鉤趴桿,使主臂作業半徑調整為30m,再繼續抬升一水堿結晶器中間段;600t履帶吊車起升設備,使一水堿結晶器底部比一水堿結晶器支架頂部高出0.5m左右時,逆時針轉動主臂,使一水堿結晶器中間段位于設備支架正上方;600t履帶吊緩慢回鉤,離一水堿結晶器基礎0.2m時確認并調整設備方位,然后緩慢回鉤,使一水堿結晶器中間段順利就位;一水堿結晶器中間段就位后,600t履帶吊車回鉤并脫離超起配重,將吊裝繩索脫離吊耳,完成一水堿結晶器中間段的吊裝。
中間段吊裝完畢后,在同一位置吊裝一水堿結晶器上半段。詳見圖4。
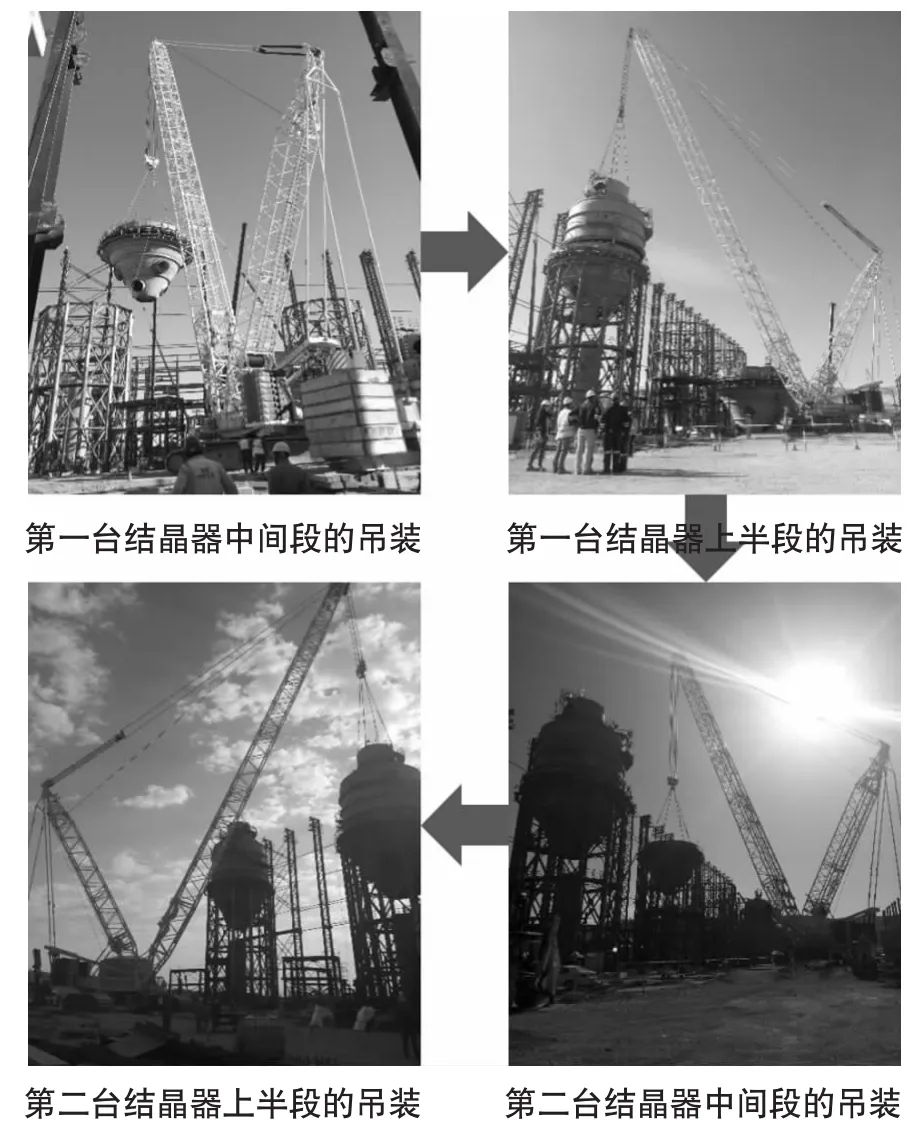
圖4 一水堿結晶器中間段和上半段吊裝施工現場
3 工藝優勢及應用前景
3.1 工藝優勢
(1)結晶器下椎體厚度較厚,重量較重,需吊車配合作業。對已下料完成的鋼板兩兩焊接卷制,可大大縮短卷制所用時間。
(2)結晶器設備本體質量重,直徑大。結晶器預制區域設置在結晶器安裝區域旁,5臺結晶器同時開始預制,可避免二次倒運費。
(3)結晶器中間段下椎體(高6.94m)預制段共5段(板厚較厚,需開X型坡口焊接),且下徑小上徑大。焊接時小口徑向上分別組對小徑段三段和大徑段兩段,再翻轉預制段并組對焊接。以上操作可避免下椎體自下而上組對焊接的困難,減少空中組對的時間。
(4)結晶器中間段預制時,需搭設腳手架。采用安裝拆卸簡單的盤扣式腳手架搭設,可節約人力資源,提高效率。
(5)合理規劃預制場地,使一水堿結晶器安裝時履帶吊可在一個點分別吊裝2臺結晶器,從而節約人工時,提高效率。
3.2 推廣應用前景
本技術主要適用于現場一水堿結晶器及TDB型蒸發結晶器設備的制作及安裝,同時也可應用于現場大型設備制造的制造和安裝。施工中將大型設備在安裝位置附近制作,并通過合理規劃制作場地,采用先進的制作工藝降低了工程成本,為類似工程施工積累了豐富的經驗。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
工業設計(2016年12期)2016-04-16 02:52:00
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:00
消費者報道(2014年7期)2014-07-31 11:23:57
