發那科系統車加工刀補防錯研究
2019-06-11 07:04:07鄒恒威
科學與財富 2019年9期
鄒恒威
摘 要:數控機床是集機械、電氣、液壓、氣動、微電子和信息等多項技術為一體機電一體化產品。是機械制造設備中具有高精度、高效率、高自動化和高柔性化等優點的工作母機。數控車床是目前適用較為廣泛的數控機床之一。它主要用于軸類零件或者盤類零件的內外圓柱面、任意錐角的內外圓錐面、復雜回轉內外曲面和圓柱、圓錐螺紋等切削加工。數控機床是按照事先編制好的加工程序,自動的對零件進行加工。
關鍵詞:發那科系統、刀補、防錯
引言:
數控車床的大腦就是其控制系統,目前常用的數控機床控制系統有:西門子、發那科、發格、三菱、海德漢、哈斯、霍克、馬扎克使用數控車床加工零件主要包括:圖紙、程序、操作、工裝夾具操作主要包括:零件裝夾找正、對刀、上刀、測量其中上刀又稱為上刀補,根據測量的實際值與圖紙規定的值之間的差距確定刀補值,但在加工過程中由于操作著疏忽大意刀補值輸入錯誤的情況屢見不鮮,刀補值輸入錯誤后果嚴重輕則超差重則零件報廢。
本文主要針對發那科系統提供了一套避免刀補可能輸入錯誤的方案供同行參考研究。
1系統介紹
數控車床每次加工零件之前需要根據數控工布卡的要求設置加工零點即編程零點,通常每一個工序只設置一個加工零點,對刀值在設備“工具補正/形狀”欄輸入包括X值、Z值、刀具半徑R。
程序根據加工部位、走到路線不同可選擇刀心編程、輪廓編程、刀尖編程等。刀心編程、刀尖編程只能使用固定規格的刀片適用于粗加工去除余量以及精度不高的精加工工序。輪廓編程由于是沿零件圖紙要求尺寸編制對刀具選擇性較強,尤其是封閉型面可以在R里面讓刀更加方便,精加工過程中可以根據實際測量值確定刀補值。刀補值在“刀具補正/磨耗”欄輸入。
2防錯措施
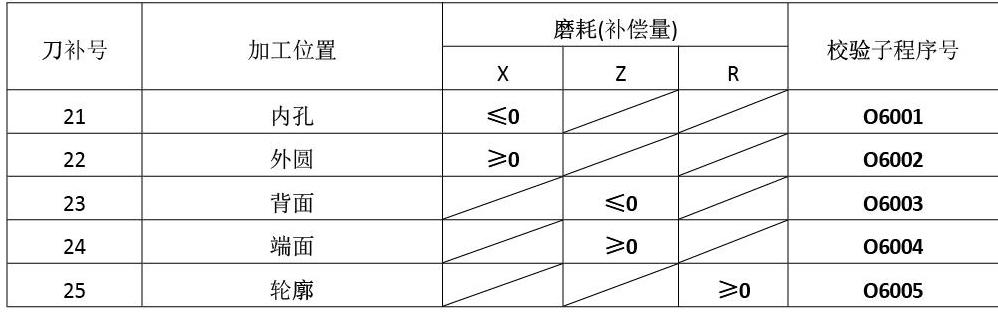
由于刀補分為X+、X-、Z+、Z-、R+五種情況,根據系統內部編碼編制了五個子程序。實現刀補輸入錯誤報警,提示哪個刀補輸入的過大或過小,能有效地防止由于刀補輸入錯誤導致的質量超差或報廢,而重復多次報警會使得操作者對刀補輸入防錯產生麻痹大意。
考慮到在日常工作中刀具刀補位置固定難度太大,可以在工步卡中注明:“在改刀補號時僅可更改程序中變量 #6=刀號刀補號,程序中T#6和T#8不可改動”。根據加工方位的不同,制定不同的校驗子程序,主程序據實際情況進行調用,輸入錯誤會報警,且簡單易操作。另外,工步卡中還應注明:“如果出現報警信息,請重新核對刀補值,如無問題可繼續加工。”“形狀界面輸入實際刀具半徑,在磨耗界面輸入實際補償量。”
2.1主程序做如下更改:
O6666(車內孔、背面)
#6=0205
(#6=DAO HAO DAOBU HAO)
#7=FIX[#6/100](FIX為上取整)
#8=#7*100
#5=#6-#8
(#5 =DAO BU HAO)
#1=#[2000+#5](#2001~#2064 為X軸補償磨損值)
#2=#[2100+#5](#2101~#2164 為Z軸補償磨損值)
#3=#[2200+#5](#2201~#2264 為刀尖半徑補償磨損值)
G40
T#6
G65 P6001 A#1 B#2 C#3 ;
G65 P6003 A#1 B#2 C#3 ;
。。。。。。;程序主體
T#8
M30
2.2 防錯子程序:
子程序以“0”為界限,刀補值超越“0”后會報警,提示相應報警信息,操作者應及時校對刀補值。報警有兩個指令:
#3006 指令為程序暫停,提示報警信息,操作者查看刀補后,按“循環啟動”后可繼續執行;
O6001
IF[#1LE 0]GOTO10
#3006=1(X LARGE)
N10 M99
O6002
IF[#1GE 0]GOTO10
#3006=1(X SMALL)
N10 M99
O6003
IF[#2LE 0]GOTO10
#3006=1(Z LARGE)
N10 M99
O6004
IF[#2GE 0]GOTO10
#3006=1(Z SMALL)
N10 M99
O6005
IF[#3GE 0]GOTO10
#3006=1(R SMALL)
N10 M99
2.3 使用說明:
同系統的機床可以統一申請5個子程序號,應用時只需根據實際情況調用相應子程序即可。以“0” 為界限,可簡化工藝員編程,無需每個程序單獨設置“界限”。
2.4 符號說明:
EQ 等于
NE 不等于
GT 大于
GE 大于或等于
LT 小于
LE 小于等于
3 總結
通過此任務的展開,針對發那科系統車加工的刀補輸入錯誤進行了分析,并采取了相應的措施并針對刀補輸入的五種情況編制相應子程序并運用宏程序起到了對操作者可能存在的刀補錯誤的提示,避免由于操作者一時疏忽出現的刀補錯誤,導致零件超差甚至報廢。
參考文獻:
[1] 唐耿林.航空發動機制造技術發展及趨勢.航空科學技術1997
[2] 發那科系統操作說明書.2004
