艙儲系統基礎梁安裝工藝研究
2019-06-06 02:53:38旋靖華
廣船科技 2019年1期
關鍵詞:示意圖
熊 飛 旋靖華
(廣船國際工法研究所、居裝部)
0 前言
某船艙儲系統采用自動化形式,系統設施為國內首制研發項目,首次在船上進行安裝使用,圖1為自動化艙儲系統在本船運用范圍,運用范圍較廣。
對于自動化艙儲系統首次在船上使用,其關鍵技術點即為基礎梁的安裝,系統的運行是建立在基礎梁上的。系統內關鍵設施自行搬運小車的軌道為安裝在基礎梁上的,主要設施貨架為安裝在基礎梁上的。基礎梁的安裝精度,直接影響系統后續安裝及運行。在自動化艙儲系統前期研制過程中,僅在實驗室內專用場地做的安裝以及使用效果試驗,而船上相應的情況較實驗室要復雜的多,國內企業在此方面無相關借鑒經驗。
1 基礎梁的結構形式及安裝節點
艙儲系統基礎梁的安裝,首先了解其結構形式及其安裝節點。基礎梁主體由上、下蓋板,隔熱構件組成。基礎梁安裝在支撐角鋼上,下蓋板與支撐角鋼間采用角焊連接,支撐角鋼與船體甲板面采用角焊連接,見圖3
2 基礎梁安裝關鍵點
2.1 基礎梁整體平面度及焊接變形控制
系統關鍵設施自行搬運小車的軌道為安裝在基礎梁上的,見圖3。軌道的安裝對平面度要求較高,按設備廠家前期提供的精度要求,焊后庫內基礎梁上表面整體平面度需控制在2mm以內,控制基礎梁整體平面度為基礎梁安裝關鍵點之一。
圖4為某庫基礎梁安裝平面圖,庫室面積14×14m,基礎梁數量達到69根,從中可以看出其安裝數量眾多、安裝范圍廣、大面積施焊的特性,焊接對基礎梁整體平面影響巨大,控制安裝過程的焊接變形為基礎梁安裝關鍵點之一。
2.2 基礎梁安裝甲板基準面選取及高度控制
艙儲系統內貨架為安裝在基礎梁上的,貨架及庫頂連接裝置的安裝尺寸固定,見圖5。若基礎梁上表面與庫頂結構之間的距離偏差較大,則影響后續貨架及庫頂連接裝置安裝及正常運行。所以基礎梁安裝時,選取的甲板基準面,依據貨架及庫頂連接裝置的安裝高度進行確定。
后續基礎梁安裝時,控制基礎梁平面與庫頂結構之間的距離為關鍵點之一。
3 基礎梁安裝甲板面整體平整度測量及調整
基礎梁在支撐角鋼上的安裝位置,由2.2中所述選定的甲板基準面來進行定位,同時下蓋板與支撐角鋼間需滿足焊接節點要求。
基礎梁在船上安裝不同于試驗場所及特制地面安裝,其最大區別就是安裝平臺平整度偏差。船體甲板面由于拼板及背面骨材焊接等不可避免因素,平整度偏差始終存在,即為實際甲板面為波浪形。若支撐角鋼安裝位置處的甲板面凸起太多,則會出現基礎梁下蓋板低于角鋼邊緣的情況;若支撐角鋼安裝位置處的甲板面凹下太多,則會出現基礎梁下蓋板高于角鋼邊緣的情況,此兩種情況均不滿足基礎梁與支撐角鋼間焊接要求,導致基礎梁無法安裝,如圖6。所以基礎梁安裝甲板面整體平整度十分重要,需要進行測量。
對庫底甲板面整體平整度進行拉線測量,測量位置需覆蓋支撐角鋼安裝位置,對測量數據進行分析。若角鋼安裝位置處平整度偏差較多,超出下蓋板在支撐角鋼上的焊接可調整范圍,則需火工或開刀調整此處甲板面平整度。
圖1 自動化艙儲系統在某船運用范圍
圖2 基礎梁安裝示意圖
圖3 軌道安裝示意圖
圖4 某庫基礎梁安裝平面圖
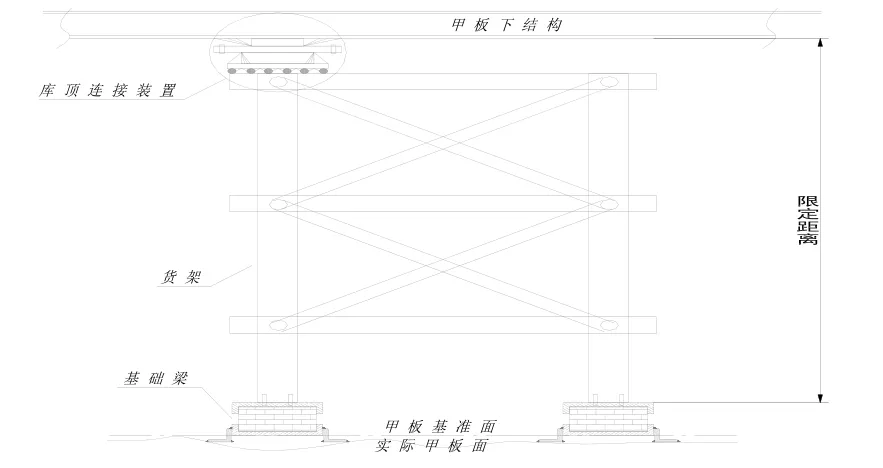
圖5 貨架及庫頂連接裝置安裝局部示意圖
4 劃線
為保證基礎梁安裝精度,安裝前需進行庫內劃線,包含十字基準線、基礎梁安裝線、支撐角鋼安裝線,劃線時機為甲板面整體平整度測量調整完畢。
同一艙室內劃線應選擇統一的參考基準,以船體中心線為基準開角尺劃出橫向十字線,做好十字基準線標記,所有后續劃線以此為基準進行。根據十字基準線偏移來堪劃出基礎梁以及支撐角鋼安裝線,并做好起始端標記。劃線需保證直線度,以確保后續支撐角鋼安裝不產生偏轉,影響基礎梁定位及焊接,劃線精度偏差控制在1mm以內。
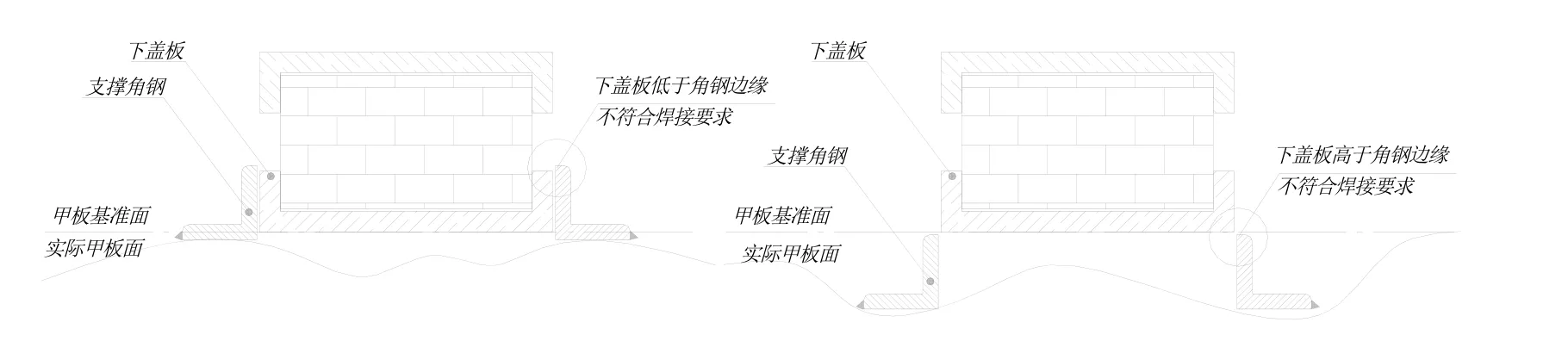
圖6 基礎梁下蓋板與支撐角鋼安裝偏差示意圖
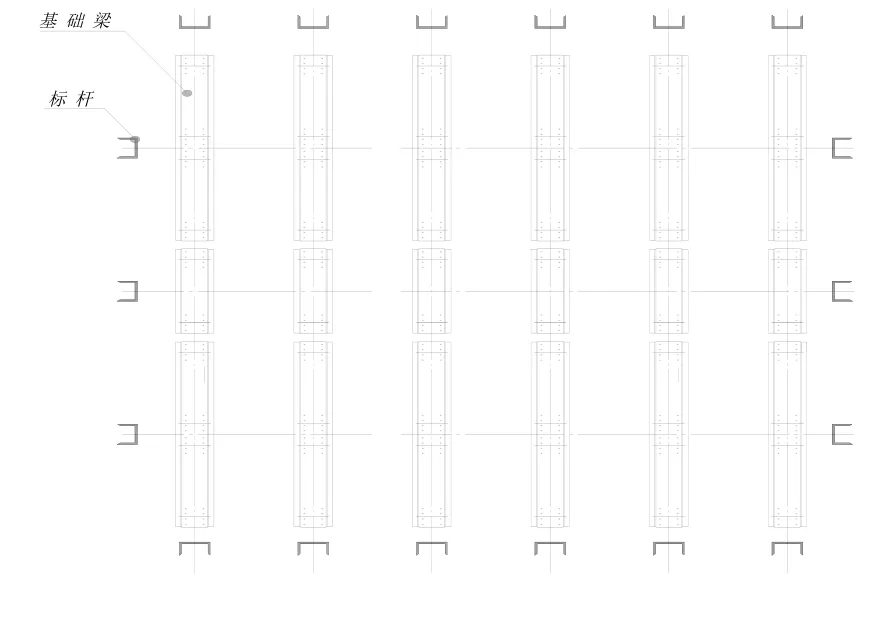
圖7 標桿樹立示意圖

圖8 標桿劃線示意圖
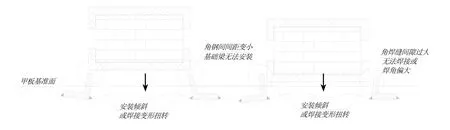
圖9 支撐角鋼安裝偏差示意圖

圖10 焊接保型工裝示意圖
5 標桿樹立
為做好基礎梁整體平面度以及基礎梁平面與庫頂結構之間的距離控制,基礎梁安裝前需樹立標桿,用于后續拉鋼絲監控及檢驗。標桿樹立時機為庫內劃線后,沿基礎梁安裝線在各端口及中心位置處樹立,且剛性固定在甲板上,如圖7。為減少后續鋼絲擾度影響,若兩條標桿之間的間距大于5m,需在中間位置轉接一根標桿。
標桿樹立完成后,進行相應的劃線工作。以甲板下結構為基準零點,全站儀配合,根據理論限定距離H,向下確定基礎梁安裝甲板基準面。再根據甲板基準面,以及基礎梁理論高度值L,檢驗水線高度值設定h(一般h值設定在基礎梁理論上表面高100mm位置),確定檢驗水線所在平面,見圖8。最后利用激光經緯儀,在所有標桿上掃出檢驗水線所在平面,堪劃出檢驗水線,同時將基礎梁安裝線引至標桿上,與檢驗水線相交成十字線,十字線四周打上洋沖做好標記,留待后續拉線。
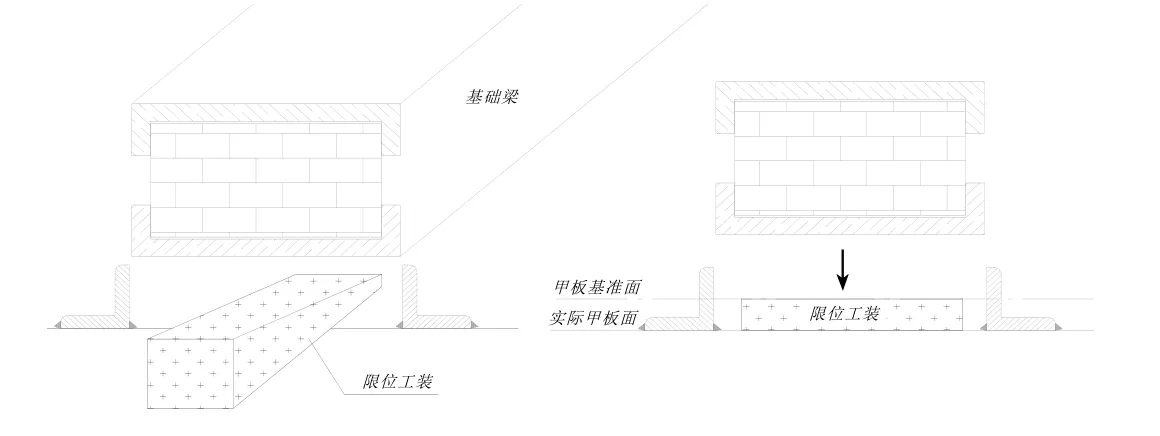
圖11 基礎梁初定位及限位工裝運用示意圖
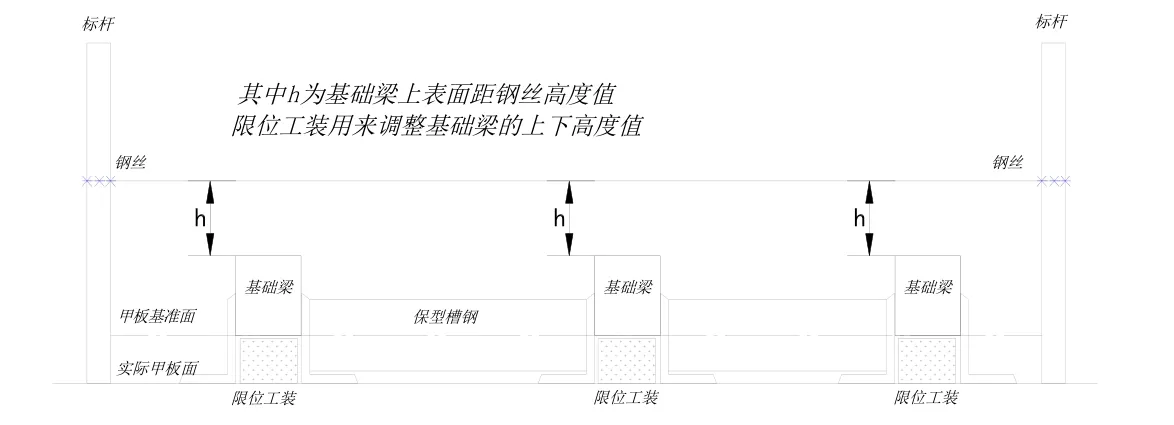
圖12 基礎梁拉線定位示意圖
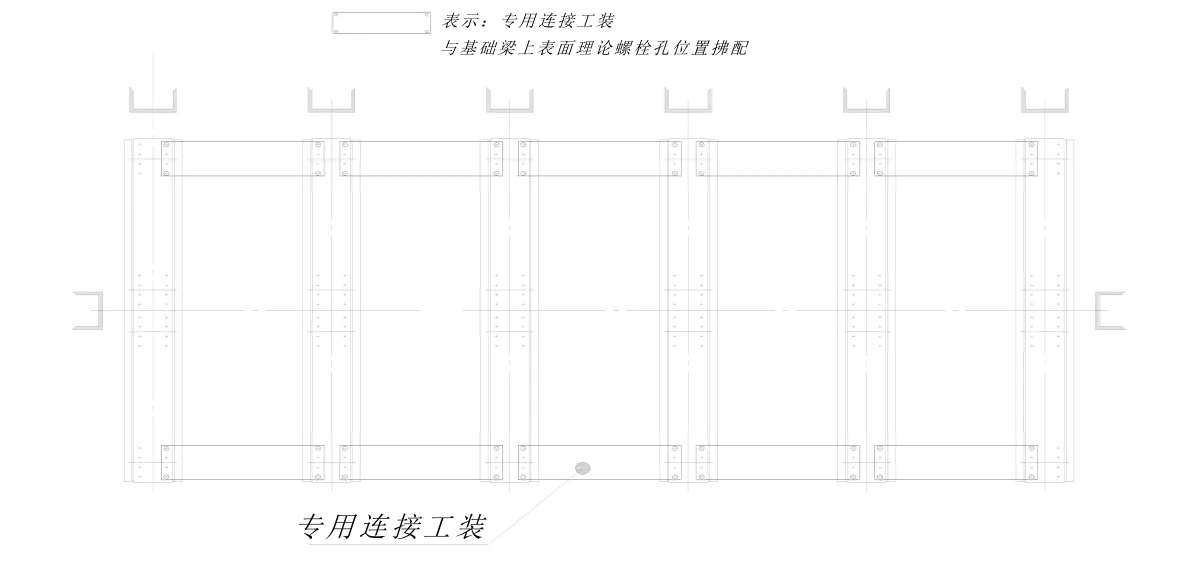
圖13 基礎梁拉線定位示意圖
6 支撐角鋼安裝
支撐角鋼為基礎梁安裝的基礎,其垂直度和間距直接影響后續基礎梁的安裝,尤為重要。若支撐角鋼安裝時傾斜,或者與甲板焊接時變形嚴重,則會導致基礎梁安裝時無法卡入,或與支撐角鋼之間角焊縫間隙過大而無法焊接的情況,如圖9。同時基礎梁與支撐角鋼之間的角焊縫間隙偏大,焊接線熱量輸入過多,基礎梁焊接時容易偏移,無法保證其上表面整體平面度及安裝精度。
對于支撐角鋼的安裝,就本船來說,單根長度一般在3m左右,由于其太長,焊接時易發生扭轉變形。為控制角鋼安裝的垂直度及焊接變形,焊接前必須在角鋼間安裝相應保型工裝,見圖10。保型工裝與支撐角鋼及船體結構間不進行焊接,要求在每根支撐角鋼的艏艉端口必須安裝。
支撐角鋼與甲板面之間的角焊焊接采用CO2半自動焊,控制好焊角大小。遵循從中間往兩邊對稱焊接的原則,減少焊接變形。相同,從庫室中間往兩邊依次焊接。以上焊接過程中,必須注意監控鋼絲與基礎梁上表面之間的高度值,發現偏差及時調整。

圖14 基礎梁安裝完成效果圖
7 基礎梁安裝
支撐角鋼焊接完成后,拆除保型工裝,保留保型槽鋼。在角鋼之間提前安裝限位工裝,限位工裝一般為木楔,用于對基礎梁進行初定位,見圖11。
基礎梁初步落位后,通過吊線錘與甲板面劃線對應,進行中心及端口定位。再過前后端及中心處標桿拉鋼絲,垂直量取鋼絲與基礎梁上表面之間的距離值,通過限位工裝微調基礎梁的平面度,來進行上下高度定位,見圖12。
基礎梁下蓋板與支撐角鋼存在大面積焊接,主要防止焊接過程中應力導致的角鋼扭曲變形,從而影響基礎梁平面度。焊接前應保持保型槽鋼處于未拆除狀態,且安裝專用連接工裝,見圖13。專用連接工裝可用扁鐵制作,其上轉孔位置與基礎梁上表面理論螺栓孔位置拂配,安裝時用螺栓與基礎梁鎖死,用于基礎梁焊接前兩兩之間固定保型及尺寸控制。
單根基礎梁的焊接,要求基礎梁與角鋼兩邊的角焊縫同時對稱施焊,要求施焊方向必須統一。庫內整體基礎梁的焊接順序,與支撐角鋼的焊接順序
8 基礎梁安裝后檢測
基礎梁焊后,庫內整體拉線檢測其上表面平面度,不符合要求的基礎梁必須重新安裝,圖14為基礎梁安裝完成效果圖。
9 結束語
作為首制研發自動化艙儲系統在船上使用,其關鍵技術基礎梁安裝工藝的研究,確保了安裝精度,為系統后續安裝工作提供了基礎。同時其研究成果,為類似自動化系統的船上安裝工作,起到了指導及借鑒作用,成效顯著。
猜你喜歡
《學習方法報》歷史中考版(2023年21期)2023-11-09 07:40:38
數學小靈通(1-2年級)(2020年9期)2020-10-27 03:24:18
當代貴州(2019年41期)2019-12-13 09:28:56
娃娃樂園·3-7歲綜合智能(2016年1期)2016-10-25 09:32:48
中國共青團(2015年7期)2015-12-17 01:24:38
中學生數理化·八年級物理人教版(2014年1期)2015-01-09 08:50:45
中國扶貧(2014年8期)2014-06-27 15:33:39
中國扶貧(2014年8期)2014-06-27 04:09:02
中學生數理化·八年級物理人教版(2014年2期)2014-04-02 08:50:44
能源(2014年3期)2014-03-27 09:55:20
