雙軸系推進系統基座總段安裝工藝研究
2019-06-06 02:53:40熊飛姚杰
廣船科技 2019年1期
熊 飛 姚 杰
(廣船國際工法研究所)
0 前言
為了塢內拉線望光項目的盡早展開,縮短船舶塢內建造周期,同時處理好雙軸系的精度控制,對雙軸系船舶主機、齒輪箱基座在總段階段的安裝工藝進行研究。
1 主機、齒輪箱基座分段劃分
研究基座的分段劃分,將主機基座、齒輪箱基座合理劃分為一個整體分段,規避兩者之間大合攏裝焊偏差,見圖1。
2 主機、齒輪箱基座分段制作及精度控制
對影響雙軸系船舶主機、齒輪箱基座在總段階段的安裝的因素進行分析,其中一關鍵點為控制好基座分段的制作精度,主要為基座面板平整度以及尺寸控制。針對以上精度控制點,對其分段建造工藝進行分步研究。
2.1 胎架選取
目前分段制作按胎架的結構形式劃分,主要分為三種:支柱式胎架、模板式胎架、框架式胎架。模板式胎架不適用于此結構形式的分段;支柱式胎架僅為點接觸,對于整個基座面的平整度無法控制;而框架式胎架能很好的控制面板的平整度,且框架式胎架較支柱式胎架穩固,更利于基座尺寸控制,因此基座分段制作選用框架式胎架。
2.2 地樣劃線
以軸中心線及FRXX肋位線在地面開出胎架十字線,再根據胎架十字線偏移劃出主機軸線、基座面板邊緣投影線,見圖2示意。對所堪劃線做好標記,留作后續定位基準及檢驗。
2.3 胎架制作
根據地樣劃線以及胎架定位圖進行框架式胎架制作,精度要求水平高度值偏差≤2mm。雙軸系船舶主機、齒輪箱基座存在左、右軸線傾斜角度不同的情況,胎架制作時需特別注意高度數據的變化。
2.4 標桿樹立
標桿采用20#槽鋼樹立,用于拉鋼絲檢測基座下口直線度以及縱桁安裝偏差,屬于基座尺寸精度控制措施。根據地樣劃線,分別布置在軸中心線、主機軸線上,見圖2示意。將軸中心線、主機軸線引至標桿上,選取統一高度基準劃水平線。
2.5 裝焊
吊裝基座結構上胎安裝,根據結構劃線進行定位。過標桿統一高度水平線與軸中心線、主機軸線交點拉鋼絲,確定結構上口定位數據。裝配精度要求基座縱桁垂直度偏差≤2mm。
焊接按照先立角焊,再平角焊縫,從中間往兩邊對接施焊的原則進行。過程中根據鋼絲量取監控縱桁垂直度變化,確保精度要求。
2.6 基座檢驗
重點檢驗基座面板平整度、縱桁垂直度以及面板邊緣位置。面板平整度采用激光經緯儀測量,縱桁垂直度依據鋼絲測量,面板邊緣位置根據地樣面板投影線測量,見圖3。
3 主機、齒輪箱基座總段階段安裝及精度控制
研究雙軸系船舶主機、齒輪箱基座總段階段安裝,此安裝工藝最大難點在于同時控制左、右基座分段的定位精度,關系到后續雙軸系塢內拉線望光及安裝作業。其次為基座面板的平整度,直接影響到后續主機墊片的安裝。另外因基座下口與總段之間存在大量的焊接,基座定位時應充分考慮焊接收縮的影響,以及焊接應力可能造成的基座偏轉。
3.1 基座分段初定位
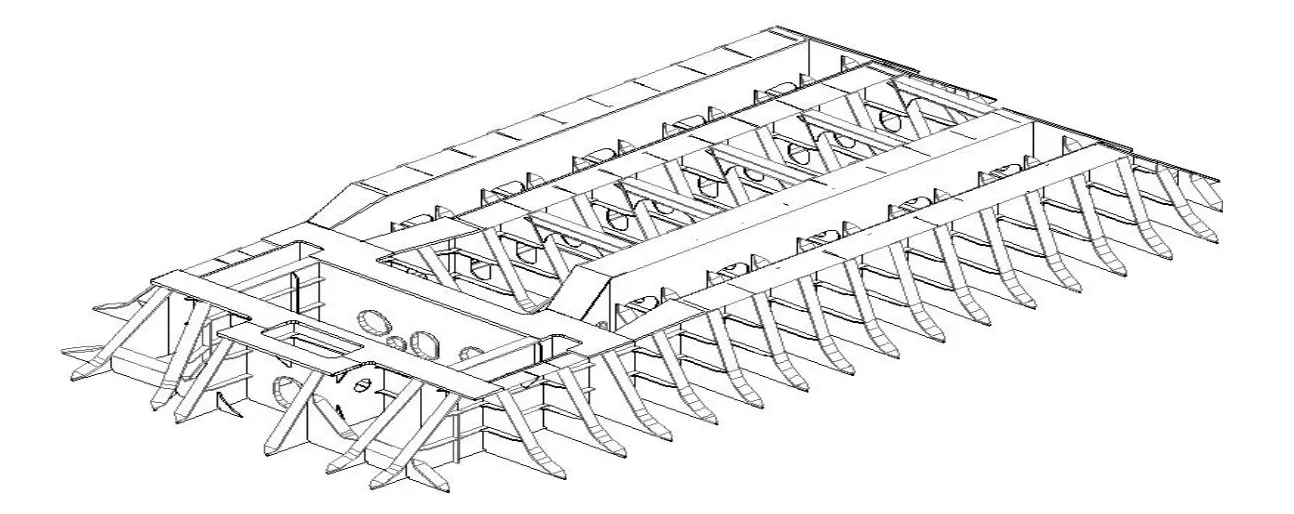
圖1 某船主機、齒輪箱座分段圖
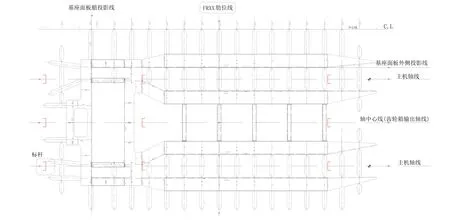
圖2 地樣劃線及標桿位置圖
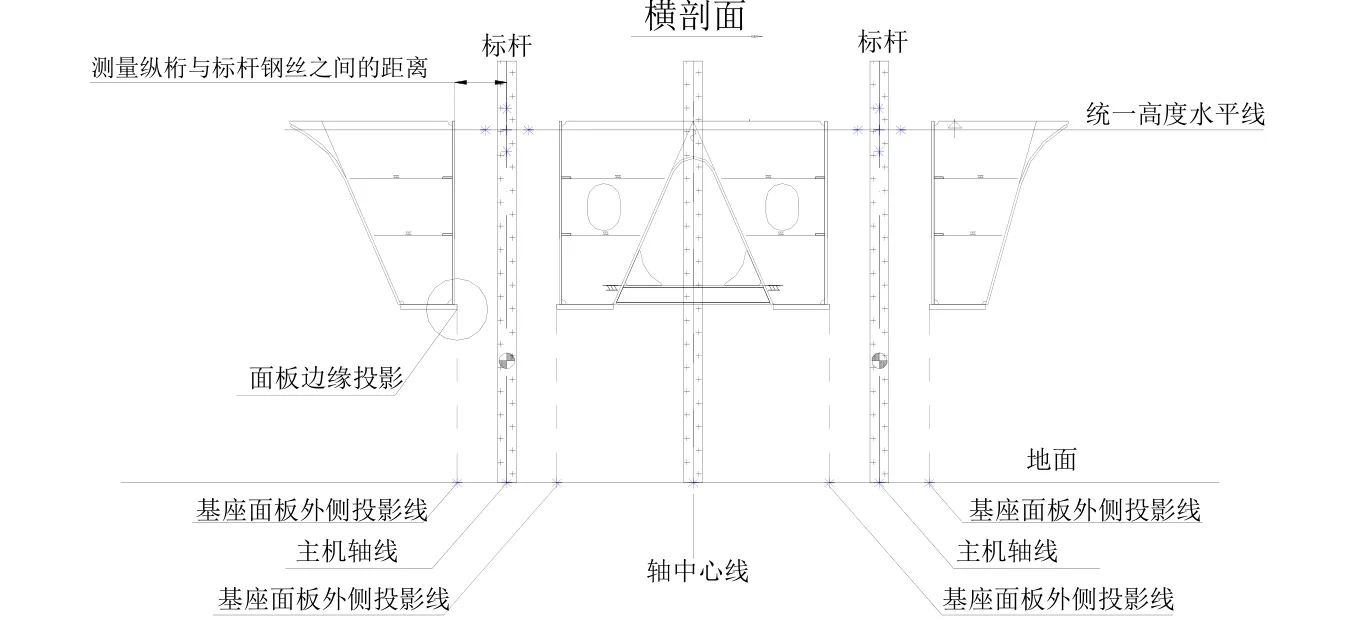
圖3 基座檢驗圖
吊裝基座分段初定位,以基座面板上分段制作時已標記好的軸中心線吊線錘進行左右初定位,以FRXX肋位線來進行前后初定位。
3.2 標桿樹立
在總段中心線、軸中心線、主機軸線前后端樹立標桿。取機艙底部總段龍骨擾度平均值作為基線,在標桿上堪劃出統一檢驗水線以及軸線在此處的高度水平線;將內底板上堪劃的軸中心線、主機軸線引至標桿上,與水線相交,做好標記。
左、右基座標桿的樹立一定需選用統一的基準,統一以總段基線、總段中心線、FRXX肋位線偏移來進行劃線,避免雙軸系精度偏差,見圖4。
3.3 基座分段精定位
雙軸系船舶軸系中心線偏移只允許呈內八字或外八字,不允許平行偏移(//或\),軸中心線位置偏差≤2mm。基座定位時,按此精度要求進行。
同時基座分段定位的高度值,應充分考慮基座與內底板之間大量焊接所產生的焊縫收縮,即定位應加放高度裕度。對于基座分段來說,下口采用全焊透形式,通過研究表明,焊縫收縮一般在3mm左右。
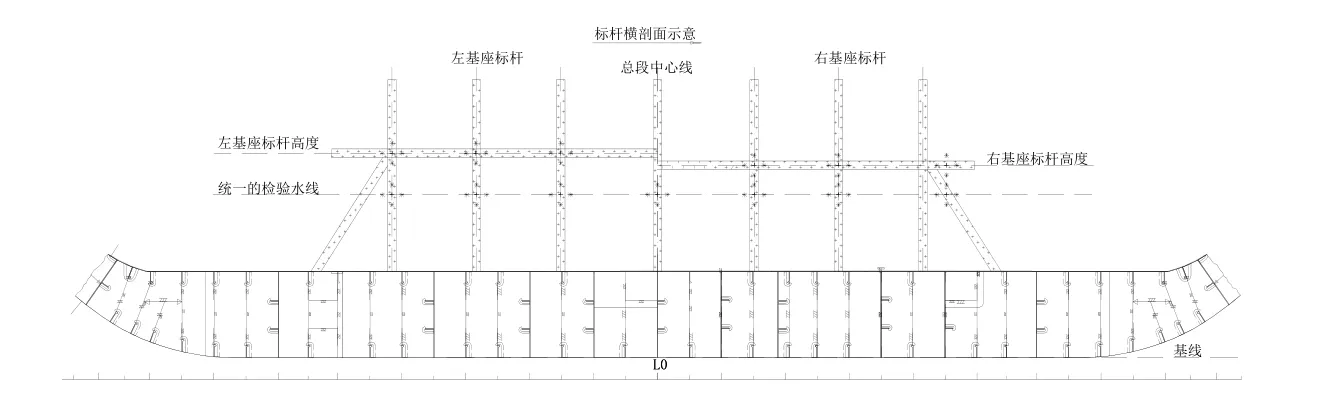
圖4 左、右基座標桿圖

圖5 基座分段精定位圖

圖6 基座分段焊接順序示意圖
過標桿十字交點拉鋼絲,量取基座面板與鋼絲間距離,見圖5。其中L1、L2的理論值為設計軸線至基座面板之間的距離,實際定位值精度要求控制在+10mm0mm。同時考慮焊接收縮,基座整體再往上定高3mm。
基座在前期精度研究階段,考慮到后續機艙內底平整度以及焊接收縮影響,在下口加放+10mm補償量。此時根據實際量取高度情況,確認下口余量值,劃線并修割,修割完畢后進行精定位。
3.4 焊接
基座的焊接控制,主要是防止焊接造成的基座偏轉,以及高低數據變化的問題。焊接時應遵循雙數焊工從中間向兩邊施焊的原則,焊接順序見圖6。基座分段焊接過程中,吊線錘監控基座面板上軸中心線十字標記點與地樣線的變化,拉尺監控基座面板與鋼絲之間的高度值變化,發現問題及時調整焊接順序。
3.5 檢驗
基座裝焊完畢,激光機配合測量,主要檢測數據包括基座面板與軸線高度值,軸線與總段中心線半寬值。現場所立標桿以及所做標記均需保留,用作基座總段船塢定位基準。
4 基座總段塢內定位及精度控制
基座總段在船塢搭載,主要控制軸線的位置偏差,總段定位的中心以及相應的總段水平數據。同時要充分考慮后續大合攏裝焊以及上層分段吊裝后的影響。與貨艙底部之間大合攏焊接會導致基座總段尾端上翹,上層分段吊裝會導致基座總段整體下沉,所以定位時需進行反變形的釋放。
4.1 總段船塢定位
基座總段根據在總組階段所堪劃的定位標記來進行定位,總段中心線定左右,標桿上水平基線定高度值。基座總段相對于船體理論基線,整體向上施放+10mm+5mm反變形,復位后總段中心線與船體中心線偏差<2mm,標桿水平偏差≤5mm。
4.2 標桿修訂
通過復測總段擾度值,修訂標桿的理論軸線距基線值;通過塢底的船體中心線,修訂標桿的理論軸線距中值。后續軸系分段定位統一以基座前端標桿為基準進行。
5 結束語
雙軸系船舶主機、齒輪箱基座總段安裝工藝研究,已在某雙軸系船舶成功實施,效果明顯。使主機、齒輪箱基座分段在總段階段安裝成功,總段直接吊裝船塢搭載,后續機艙區域舾裝工作可提前展開。使船塢階段的工作提前到地面階段進行,改善了現場作業環境。同時最主要的是工序前移,極大的減少了船塢軸系作業時間,相應的施工時間減少約13.5天,縮短了船舶塢內建造周期,促進生產流程的優化以及便于生產管理,意義重大。
