ABB 拆垛機器人輔助吸盤裝置的設計
2019-06-04 03:02:34畢玉超
煙草科技 2019年5期
關鍵詞:支架
畢玉超,高 勇,叢 鑫,劉 輝,高 坤
1. 山東中煙工業有限責任公司濟南卷煙廠,濟南市高新區科航路2006 號 250104
2. 濟南朗科工貿有限公司,濟南市鐵騎路68 號盤龍山工業園 250132
ABB 拆垛機器人是從瑞典ABB 公司引進的先進物流設備,拆垛能力為16 件/min,具有拆垛速度快、工作穩定等特點。真空吸附式吸盤作為拆垛機器人的末端執行元件被廣泛應用于物流自動化領域[1],ABB 拆垛機器人使用的真空海綿吸盤微孔直徑僅為0.5 mm,遇到大顆粒灰塵容易堵塞。特別是近年來在國家煙草專賣局“降本增效、提質增量”要求下,各卷煙企業普遍對包裝紙箱進行回收,二次利用的紙箱表面聚集較多灰塵顆粒,且容易出現皺褶,吸盤在吸附煙箱過程中常因吸力不足而造成煙箱掉落現象[2-3],造成煙箱損壞,影響工作效率。機器人仿真軟件RobotStudio 具有動畫仿真功能,可以使機器人工作站高度仿真真實工作與實際場景[4],因此利用RobotStudio 軟件對機器人進行研究的報道較多。仲德平等[5]利用RobotStudio 軟件編寫了曲線焊縫的路徑離線程序,并將程序導入機器人工作站中,通過調試與仿真解決了焊接過程中曲面工件與焊槍碰撞等問題;蔣旗等[6]利用RobotStudio 軟件進行了路徑規劃編程,獲得了成形、性能較好的構件;郝建豹等[7]利用RobotStudion 軟件編寫了碼垛程序,實現了機器人的碼垛作業。此外,歐洋等[8]分析了電機、氣動、液壓3 種驅動方式的特點,選擇氣動驅動作為機械手的驅動方式;齊良春等[9]改進了氣缸結構,使維保工作更加方便可靠;蔡培良等[10]設計了一種殘煙自動回收裝置,通過氣缸控制翻板導向器的轉動,應用效果良好。但利用氣缸作為輔助吸盤裝置的驅動方式則鮮見報道。為此,基于ABB拆垛機器人設計了一種輔助吸盤裝置,采用RobotStudio 軟件編寫程序并將其導入到機器人工作站中,以期減少設備故障次數,提高拆垛效率。
1 系統設計
1.1 裝置結構
輔助吸盤裝置主要由費斯托DSNU 圓形氣缸、鋁合金支撐框架、活動支架、吸盤、管路等部件組成,見圖1。該裝置安裝在海綿吸盤(4)上方的鋁合金支撐框架(2)上,與機器人末端連接;活動支架(3)和吸盤(5)位于煙箱兩側;氣缸(1)安裝在鋁合金支撐框架(2)上,帶動與活動支架(3)相連的吸盤(5)完成對煙箱的吸附和釋放動作。在實際生產中,當機器人原有海綿吸盤吸附到煙箱時,輔助吸盤裝置開始動作,吸附并夾緊煙箱兩側,將煙箱運送到輥道輸送機上,吸盤收回,完成發煙任務。

圖1 輔助吸盤裝置結構圖Fig.1 Structure of auxiliary sucker device
1.2 氣缸選型
氣缸理論推力計算公式[11]為:

式中:d 為氣缸直徑,m;P 為氣路壓強,Pa。
氣缸實際推力計算公式為:
式中:η為氣缸效率,當壓強為0.5 MPa 時,氣缸效率約為0.8[11]。
由此可得氣缸實際推力為:

已知單煙箱質量為16 kg,若煙箱兩側有兩組吸盤進行吸附,則每組吸盤的吸附力F1=0.5mg=0.5×16×9.8=78.4 N。取吸盤與煙箱的最小摩擦系數為0.4,則氣缸實際推力應滿足0.4 F實際≥F1,即0.4×0.2πd2P≥78.4 N。已知氣路壓強為0.5 MPa,計算可得氣缸直徑d≥0.024 98 m=24.98 mm。取氣缸直徑d=25 mm,最終選用型號DSNU-25-80-PPV-A 的費斯托圓形氣缸。
1.3 吸盤部件
吸盤部件包括固定端、氣缸連接端、活動支架、銷軸、吸盤、上部活動搖桿和固定吸盤搖桿等,見圖2。其中,活動支架采用曲柄搖桿機構,固定端(1)與鋁合金支撐框架連接,氣缸連接端(2)固定在活動支架(3)上,當氣缸做伸出或收回動作時,帶動活動支架(3)轉動,活動支架(3)帶動上部活動搖桿(6)和固定吸盤搖桿(7)一起轉動,進而帶動吸盤(5)完成相應動作。
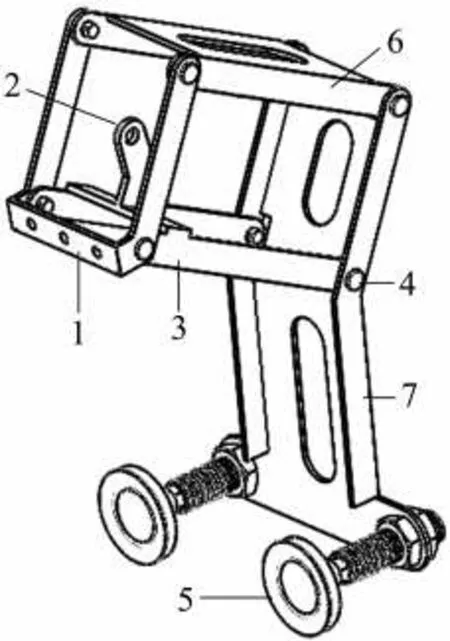
圖2 吸盤部件結構圖Fig.2 Structure of sucker unit
1.4 氣路結構
輔助吸盤裝置采用氣動方式進行驅動,氣路結構見圖3。來自氣源(6)的壓縮空氣分為3 路,分別流向3 個兩位五通電磁閥的進氣管(1),由兩位五通電磁閥控制氣缸(8)拉桿伸出或收回,帶動吸盤部件(9)完成對煙箱的吸附和釋放動作。
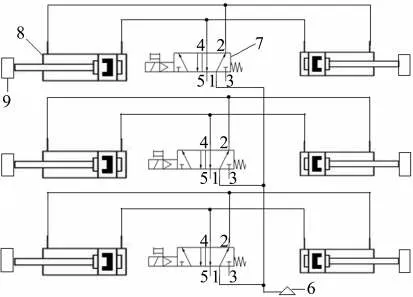
圖3 輔助吸盤裝置氣路結構圖Fig.3 Structure of air circuit of auxiliary sucker device
1.5 控制程序
RobotStudio 仿真軟件能夠真實地模擬機器人現場工作場景,方便用戶進行機器人編程和操作[12]。本設計中采用RobotStudio 軟件編寫控制程序,并運用了機器人軸配置的計時指令、觸發裝置動作指令、數組應用、中斷程序等技術,離線程序分為主模塊、數據模塊和系統模塊,將程序導入機器人工作站,可使輔助吸盤裝置隨程序指令完成相應動作。控制程序流程圖見圖4。
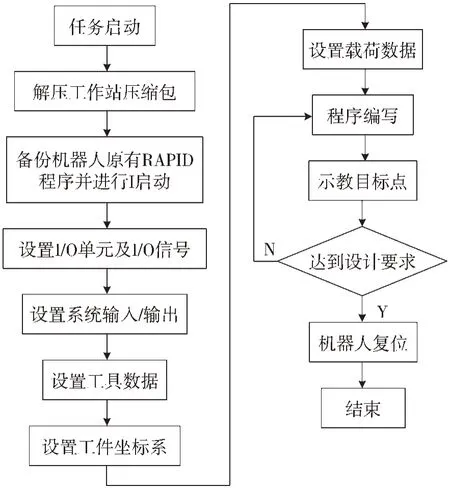
圖4 RobotStudio 仿真軟件編程流程圖Fig.4 Flowchart of RobotStudio simulation software programming
2 應用效果
2.1 試驗設計
材料:“泰山(紅將軍)”牌箱裝件煙,包裝材料為二次利用紙箱,共10 000 件(由山東中煙工業有限責任公司濟南卷煙廠提供)。
設備:IRB6600 型ABB 拆垛機器人(瑞典ABB公司)。
測試方法:ABB 拆垛機器人運行速度設定為13 件/min,安裝輔助吸盤裝置前后分別完成5 000件煙的拆垛操作,統計掉煙次數。
2.2 數據分析
表1 可見,安裝輔助吸盤裝置后的ABB 拆垛機器人,在拆垛過程中未出現因吸附不穩而造成煙箱掉落等問題,每5 000 件煙中煙箱掉落次數由12 次減少為0,保障了煙箱質量。此外,出現掉煙故障后,海綿吸盤再次吸附煙箱時吸盤容易與煙箱發生碰撞造成吸盤損壞。安裝輔助吸盤裝置后,海綿吸盤的使用周期由2 個月延長到4 個月,減少了備件費用。

表1 安裝輔助吸盤裝置前后測試數據Tab.1 Test data before and after installation of auxiliary sucker device
3 結論
基于RobotStudio 機器人仿真軟件、氣動驅動方式、曲柄搖桿機構等技術設計了ABB 拆垛機器人輔助吸盤裝置,在拆垛過程中能夠輔助吸盤吸附夾緊煙箱兩側,增加了吸附煙箱的穩定性,解決了拆垛過程中煙箱掉落等問題。以濟南卷煙廠生產的“泰山(紅將軍)”牌箱裝件煙為對象進行測試,結果表明:安裝輔助吸盤裝置后,在拆垛過程中未出現因吸附不穩而造成煙箱掉落等問題,在機器人運行速度為13 件/min 時,每5 000 件煙中煙箱掉落次數由12 次減少為0,海綿吸盤使用周期延長2 個月,有效降低了操作人員的勞動強度以及機器人的故障發生率,保證了物流系統的平穩運行。
猜你喜歡
保健醫苑(2022年5期)2022-06-10 07:46:12
小哥白尼(趣味科學)(2021年8期)2021-11-20 06:08:04
海洋信息技術與應用(2020年3期)2020-08-24 07:25:10
中國臨床醫學影像雜志(2019年5期)2019-08-27 02:48:00
中國生物醫學工程學報(2019年4期)2019-07-16 08:04:16
模具制造(2019年3期)2019-06-06 02:10:54
制造業自動化(2017年2期)2017-03-20 14:26:14
中國繼續醫學教育(2015年6期)2016-01-07 07:38:49
沈陽醫學院學報(2014年4期)2014-12-27 13:44:20
航天器工程(2014年5期)2014-03-11 16:35:55