一種立式滾齒加工雙頭花鍵軸保證角向相對位置度的方法
2019-06-03 02:43:02張勇,王勇
裝備制造技術 2019年2期
張 勇,王 勇
(中國航發貴州黎陽航空動力有限公司結構件分廠,貴州 貴陽550014)
0 引言
我單位在加工一種長度為200 mm,花鍵外圓直徑φ18.4 mm,花鍵桿直徑為φ26.5 mm的細長雙頭花鍵軸過程中(如圖1所示),由于設計圖紙要求兩端花鍵齒的角向相對位置度的公差為±20′。并且該花鍵軸的加工是需要分兩次(兩端花鍵分別加工)加工完成,因此依據通常加工的方法(即采用人工目視對刀法),它加工出的兩端花鍵齒的相對角向位置誤差較大,通常為1.5°~2°,滿足不了設計要求。
為解決兩端花鍵齒之間角向相對位置度的要求,通過理論與實際相結合,提出了一種立式滾齒加工雙頭花鍵軸保證角向相對位置度的方法,分別加工兩端花鍵。并通過設計一種專用工具保證其兩端花鍵齒角向相對位置度要求的方法。這種加工方法不僅操作方法簡便,大大地提高了工作效率,而且提高了工件質量,很好地滿足使用要求。
1 工作原理分析
使用一種在立式滾齒機床上加工的雙頭花鍵軸滿足兩端花鍵角向相對位置度要求的專用工具(如圖2所示),通過專用工具的定位基準(內花鍵外徑定心)及內花鍵齒形對稱基準面平行和加工基準平面A保持平行并與滾刀軸線垂直來滾齒加工另一端花鍵[1]。
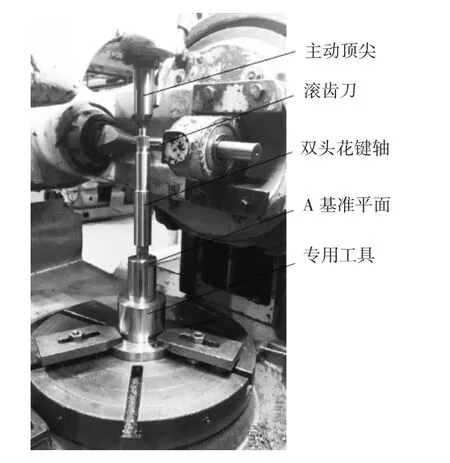
圖2 加工示意圖
工作原理:首先用通常加工方法(即雙頂尖定位)加工好一端花鍵;其次安裝專用工具使加工基準平面A與滾刀軸線垂直度不大于0.02 mm(基準平面A與內花鍵齒形對稱基準面平行),并找正專用工具的徑向跳動;再次將已按常規方法加工完成的一端花鍵,裝入專用工具中的內花鍵內,與其支承頂尖接觸;然后放下機床的主動頂尖,將花鍵軸頂緊,擰緊緊固螺釘;最后以作為角向定位基準(基準平面A)加工雙頭花鍵軸另一端花鍵。由于作為角向定位的基準平面A與內花鍵齒形對稱基準平面平行,保證了雙頭花鍵有一個共同的齒形加工基準平面,滿足了加工兩端花鍵之間的角向位置度的設計技術要求,不僅操作方法簡便,大大提高了工作效率,而且提高了工件質量,很好的滿足使用要求。
2 立式滾齒加工雙頭花鍵軸保證角向相對位置度的專用工具設計
通過工作原理分析,設計了一種立式滾齒加工雙頭花鍵軸保證角向相對位置度的專用工具(如圖3所示)。
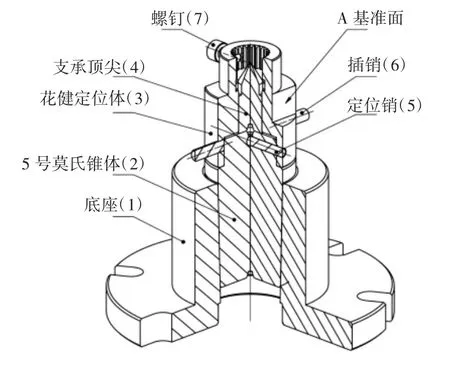
圖3 工具結構示意圖
安裝在立式滾齒機床上的專用工具,加工基準平面A(30 mm扁平面的其中一個平面,與內花鍵齒形對稱基準面平行)與滾刀軸線相垂直,且通過其內花鍵和工件上的花鍵定位[1],保證兩端花鍵有一個共同的加工基準面,同時在同軸度上使用兩端頂尖結構[2],這樣該工具具有很好的同軸度和擁有一個共同的加工基準平面,達到了工作穩定可靠高效,很好的滿足使用要求目的。
立式滾齒加工雙頭花鍵軸保證角向相對位置度的專用工具包括:底座(1),5 號莫氏錐體(2)[2],花鍵定位體(3),支承頂尖(4),定位銷(5),插銷(6),螺釘(7)。
2.1 底座
底座外形為φ140×15及φ76×60空心臺階圓柱體型(如圖4所示),在φ140×15臺階圓柱體上有六個20×20 mm均布半圓長槽用來將底座固定在滾齒機圓盤上,右端內孔為5號莫氏內錐體,左端為φ44×11臺階孔,φ76-0.1×15 mm圓柱面為同軸度找正基準面。材料選擇為40Cr材料,硬度HRC28-33,表面處理發藍。

圖4 底座示意圖
2.2 5號莫氏錐體[2]
5號莫氏錐體外形左端為5號莫氏錐體(如圖5所示),右端φ36×14 mm圓柱凸臺。φ36外圓與花鍵定位體φ36H7配合間隙不大于0.005 mm滿足同軸度要求。材料選擇為40Cr材料,硬度HRC30-35,表面處理發藍。
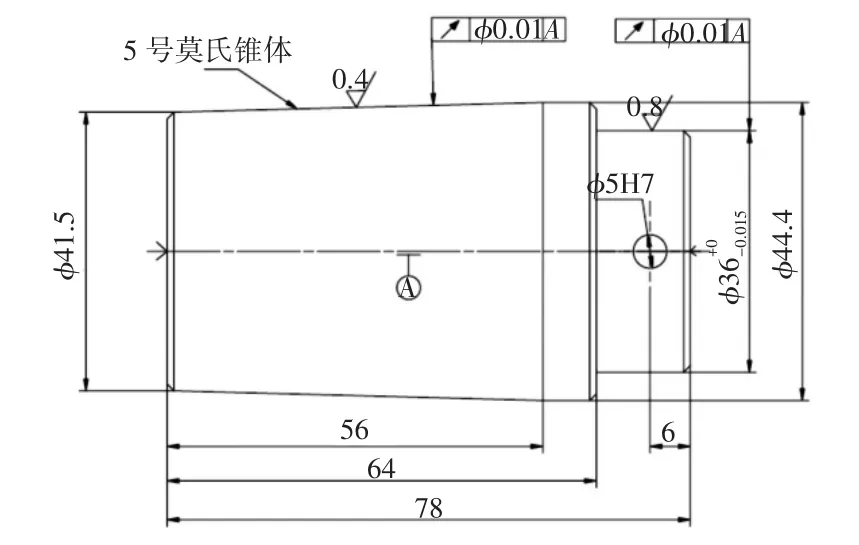
圖5 5號莫氏錐體示意圖
2.3 花鍵定位體
花鍵定位體外形為φ44.4×37 mm和φ30×28 mm圓柱臺體(如圖6所示),并在φ44.4圓柱面銑沿軸線對稱的寬30 mm高15 mm扁平面A,內孔左端為φ36×15 mm臺階孔,中間為φ16H7通孔,右端為花鍵軸外徑定心的內花鍵(花鍵長度為12 mm),內花鍵參數為模數m=0.8,齒數Z=22,壓力角α=30°,分度圓直徑d=φ17.6 mm,分度圓弧齒厚s=1.25~0.05 mm,內花鍵軸加工精度為H6,花鍵左端有φ20×6 mm空刀槽,其中A基準面與花鍵中心B基準平面(內花鍵齒槽對稱基準平面,該基準面為滾齒加工雙頭花鍵軸保證角向相對位置度加工的關鍵理論平面)平行度誤差不大于0.02 mm,φ5H7為定位銷孔用來固定花鍵定位體和5號莫氏錐體,φ6H7為插銷孔用來調節花鍵定位體和5號莫氏錐體角向位置的,材料選擇為40Cr材料,硬度HRC28-33,表面處理發藍。
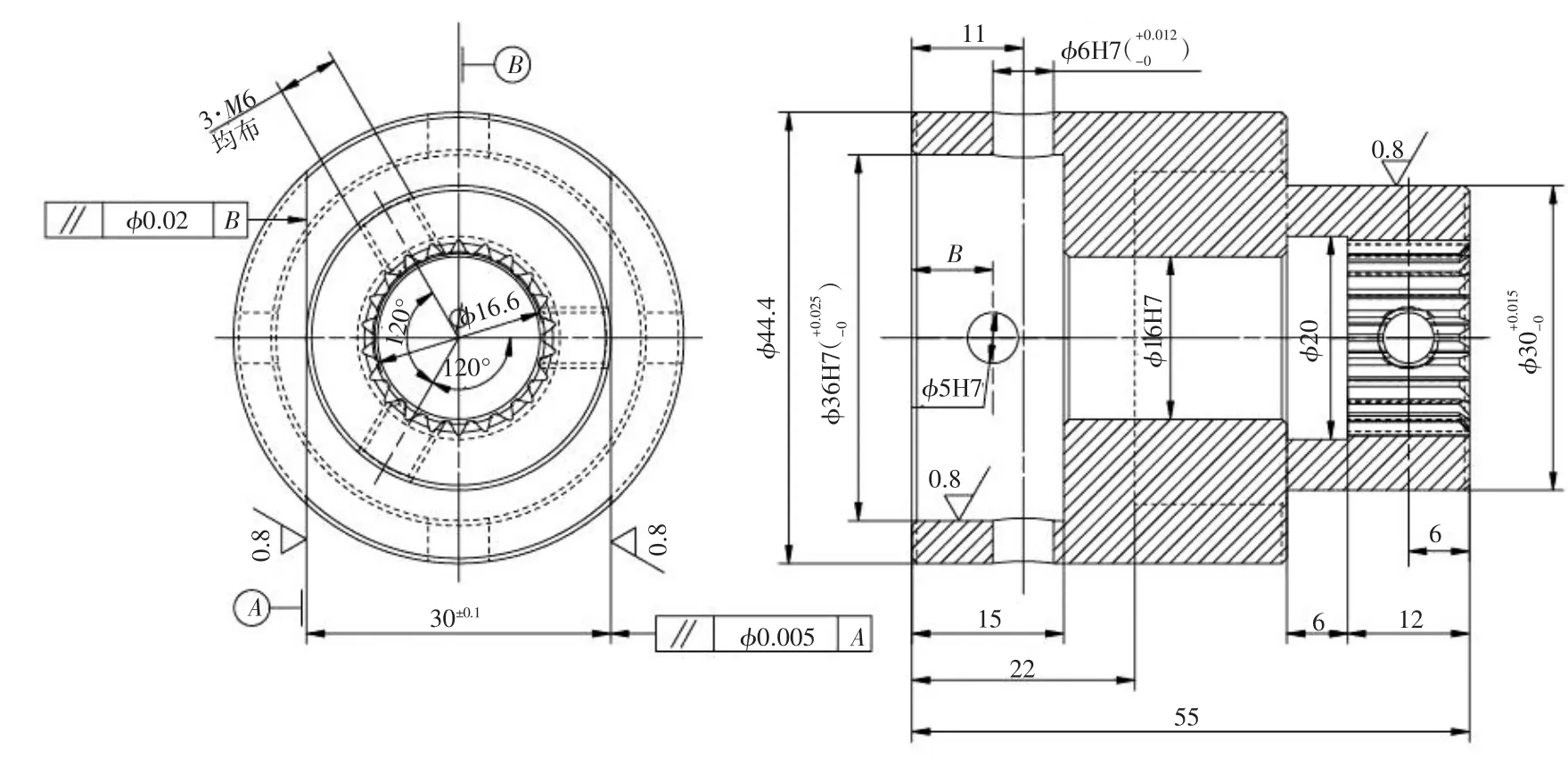
圖6 花鍵定位體示意圖
2.4 支承頂尖
支承頂尖為φ16×20 mm和φ12×5 mm圓柱臺體及60°錐體(如圖7所示),φ16 mm圓柱面與花鍵定位體(3)φ16H7孔間隙配合(間隙不大于0.005 mm),其主要目的是:與機床上的主動頂尖共同作用,滿足了立式滾齒機床滾齒旋轉軸的同軸度要求。材料選擇為40Cr材料,硬度HRC28-33,表面處理發藍。
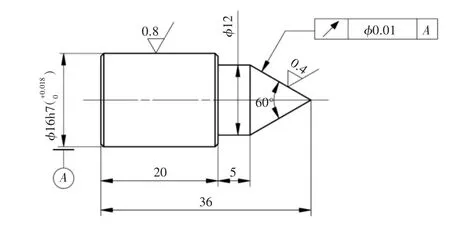
圖7 支承頂尖示意圖
3 實際應用驗證及效果
在加工雙頭花鍵軸兩端花鍵齒過程中,我們按以上的加工方法進行了首件加工,加工后經首件計量檢測雙頭花鍵軸兩端花鍵齒的角向相對位置度的公差實測值為+11′,這樣通過首件試加工驗證結果分析論證,達到了預期的效果,隨后進行了小批量的加工生產,共加工雙頭花鍵軸6件,詳細的檢測數據,如表1所示。

表1 雙頭花鍵軸兩端花鍵齒角向相對位置度測量數據
由表1可知,采用一種立式滾齒加工雙頭花鍵軸保證角向相對位置度的加工方法加工的雙頭花鍵軸,經檢測其兩端花鍵齒的角向相對位置度的公差實測值在-10′~+14′之間,均達到設計圖紙要求兩端花鍵齒的角向相對位置度的公差不大于±20′,由此可以看出這種加工方法滿足了設計技術要求,可以在雙頭花鍵軸生產加工中應用。
4 結束語
通過實際使用一種立式滾齒加工雙頭花鍵軸保證角向相對位置度的加工方法,證明它不僅操作方法簡便,并大大地提高了工作效率,而且提高了產品質量,很好地滿足使用要求。這種立式滾齒加工雙頭花鍵軸保證角向相對位置度的加工方法,可為今后的工程設計提供借鑒,供相關專業的人員參考。
