U型卷取工藝試驗研究
2019-05-31 00:45:24王鵬
四川冶金 2019年2期
關鍵詞:工藝
王 鵬
(山東鋼鐵集團日照有限公司鋼鐵研究院,山東 日照 276805)
熱軋帶鋼在卷取過程中,卷取溫度全長設定為同一目標溫度值,稱之為等溫卷取。等溫卷取工藝下,鋼卷內外圈由于熱輻射及與空氣對流換熱而導致溫度較低,同鋼卷的中間部分相比,滲碳體、AlN的析出少且不易粗大,從而使鋼卷頭尾部分的材料性能變差,影響最終產品通卷性能的均勻。
控制冷卻技術是提高熱軋組織性能的重要手段,而層流冷卻系統已成為熱軋帶鋼控制冷卻的重要工藝手段[1]。為了消除性能要求嚴格的鋼種鋼卷頭尾與中間部分性能差異,例如深沖超低碳IF鋼和高強系列鋼板,國內很多鋼廠熱軋生產一般會使用U型卷取工藝(即提高頭尾的卷取溫度目標值使卷取溫度分布呈現U型,如圖1所示),來改善冷熱軋鋼卷的頭尾性能。
為了驗證熱軋U型卷取工藝的實際作用效果,我們選取四爐低碳鋁鎮靜鋼DC01進行工藝對比試驗,其化學成分如表1所示。為保證生產工藝的一致性,四爐DC01從煉鋼到冷軋均為集中生產,熱軋和冷軋成品規格和工藝制度保持一致。
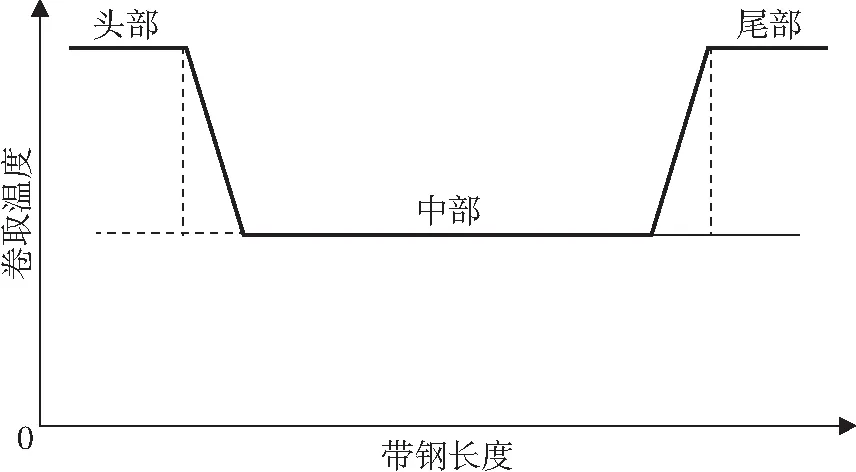
圖1 U型卷取工藝控制示意圖

牌 號CSiMnPSAlsDC01≤0.03≤0.03≤0.03≤0.02≤0.02≤0.06
1 熱軋組織與性能情況
1.1 熱軋工藝情況
試驗鋼熱軋生產分別執行等溫卷取和U型卷取工藝進行對比,其中等溫卷取工藝全長卷取溫度設定為同一目標值,而U型卷取工藝以帶鋼中部溫度為基準,中部采用原始目標卷取溫度,通過設定頭、尾部冷卻長度和冷卻溫度實現全長的U型控制。具體為等溫卷取工藝目標卷取溫度設定為700 ℃,如圖2所示,U型卷取工藝中部目標卷取溫度為700 ℃,頭部、尾部50 m目標卷取溫度為730 ℃,如圖3所示。
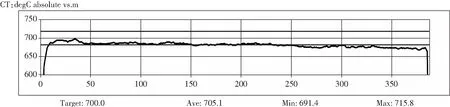
圖2 等溫卷取實際溫度控制曲線
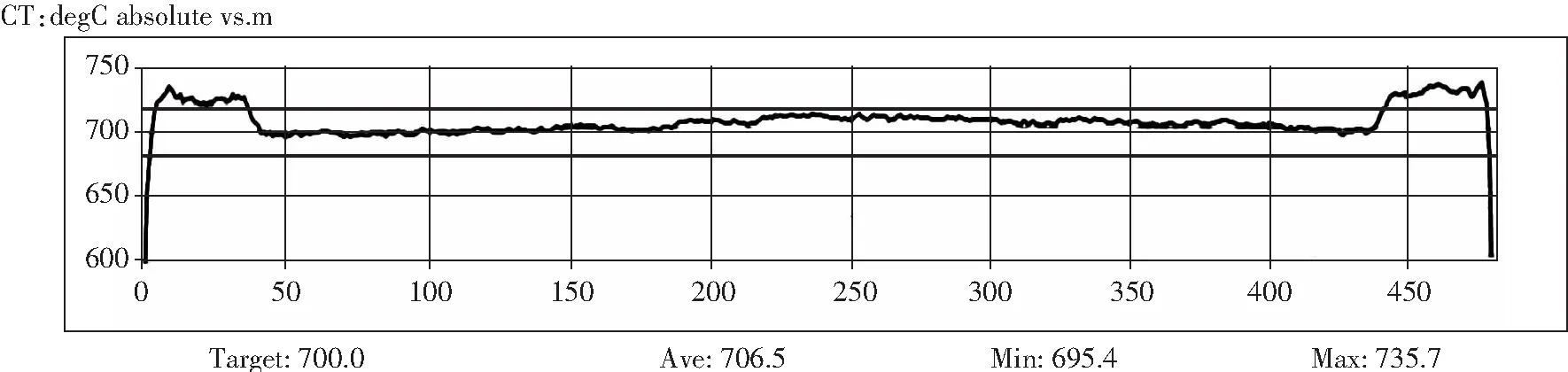
圖3 U型卷取實際溫度控制曲線
對熱軋卷的頭部、尾部取樣,對比不同層流冷卻工藝下的熱軋頭尾部組織和性能。
1.2 熱軋金相組織
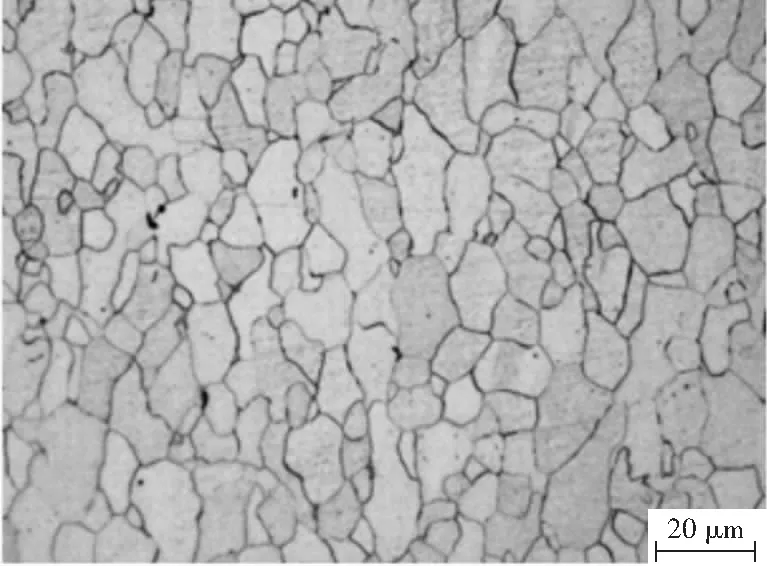
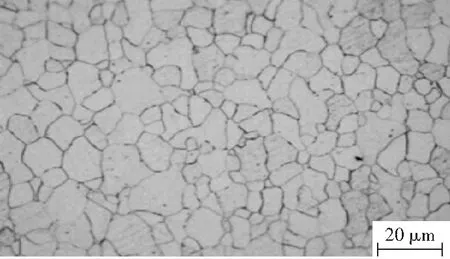
由圖4和圖5的熱軋頭部、尾部試樣的顯微組織可見:
(1)由于鋼卷外圈散熱較快,卷芯熱傳導散熱較尾部慢,所以熱軋尾部晶粒較頭部更為細小。
(2)與等溫卷取相比,U型卷取工藝下熱軋卷頭部、尾部晶粒尺寸更粗大。
(3)與等溫卷取相比,U型卷取工藝下熱軋卷頭部、尾部晶粒尺寸相差更小,晶粒更加均勻。

(a)頭部 (b)尾部圖4 等溫卷取熱軋頭尾部200倍金相組織對比
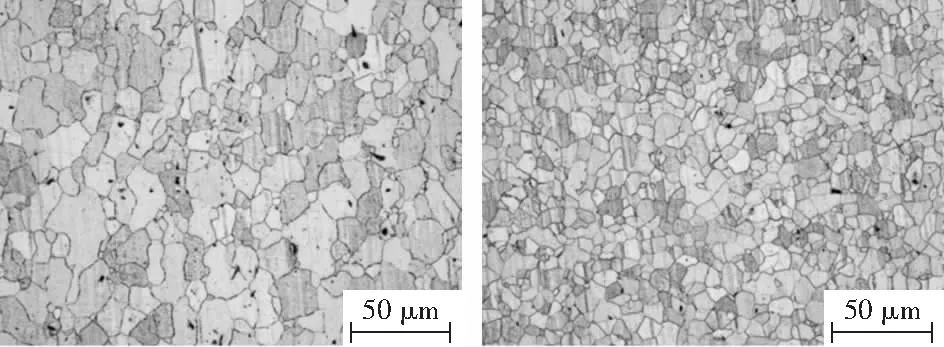
(a)頭部 (b)尾部圖5 U型卷取熱軋頭尾部200倍金相組織對比
1.3 熱軋頭尾力學性能
對熱軋卷的頭部、尾部試樣做拉伸實驗,測試熱軋屈服強度ReL、抗拉強度Rm和延伸率A50指標,結果見表2。
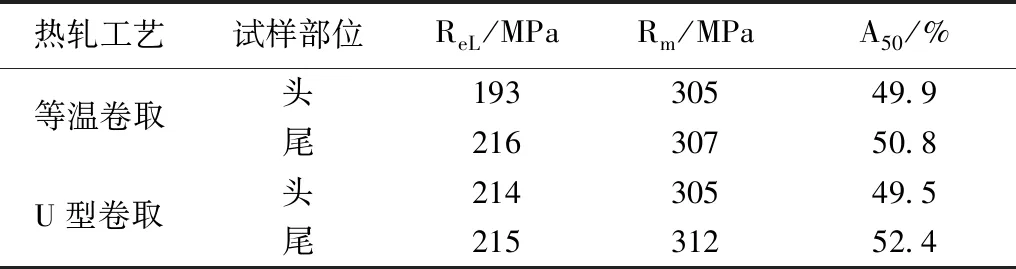
表2 熱軋卷頭尾拉伸性能結果
從表2中熱軋卷頭尾部試樣的性能結果可見:
(1)在兩種工藝下,熱軋卷頭部和尾部屈服強度差異變化較大。其中等溫卷取工藝下,尾部屈服強度比頭部屈服強度平均高20 MPa,原因為尾部散熱較頭部快,溫度低,晶粒更細小,屈服強度增加,這與金相組織相對應;U型卷取工藝下,熱軋卷頭部和尾部的屈服強度差異明顯減小。
(2)在兩種工藝下,熱軋卷頭部和尾部的抗拉強度、延伸率指標差異不大。
2 冷軋組織與性能情況
2.1 酸洗表面質量
熱軋基板在酸洗工序頭尾出現橫折印問題,缺陷長度與頭尾U型長度基本對應。經分析U型卷取工藝提高了熱軋頭尾部卷取溫度,在帶頭帶尾實際溫度控制會出現超過設定值的情況下,導致頭尾屈服強度降低,屈服平臺長度加長,上下屈服點應力差增大,便可能加重橫折印缺陷的產生(見圖6)。

圖6 酸洗橫折印缺陷
由于存在屈服平臺,橫折印缺陷在低碳鋁鎮靜鋼中很常見,一般產生于冷軋開卷矯直后,存在輕微手感,經冷軋機的連續軋制變形后基本可消除。
2.2 冷軋金相組織
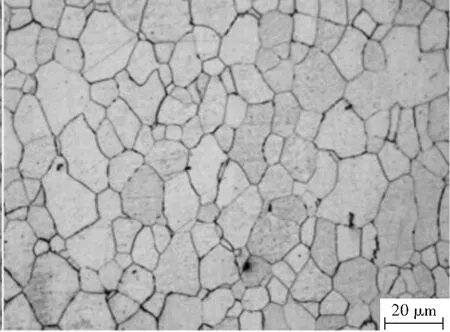
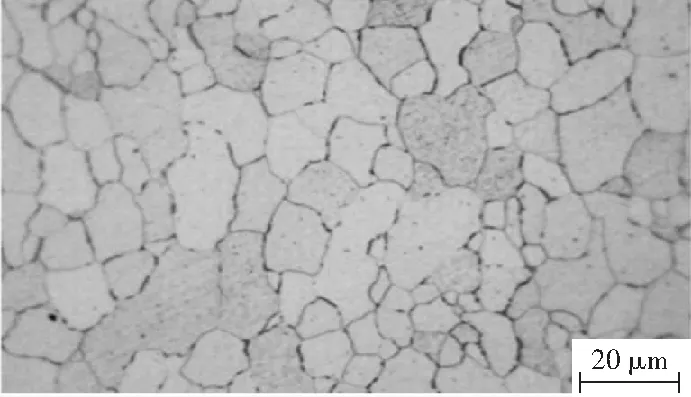
由圖7和圖8的冷軋頭部、中部、尾部試樣的顯微組織可見:
(1)帶鋼經退火再結晶后,整體的金相組織晶粒度均在8.5~9.5級之間,冷軋卷頭部和尾部的晶粒大小差異較熱軋卷減小。
(2)等溫卷取的鋼卷經冷軋退火后,卷中部與頭尾部的晶粒相差較大,其中中部晶粒相對粗大,等軸晶粒分布更多,因此中部組織明顯更為均勻。
(3)U型卷取的鋼卷經冷軋退火后,卷中部與頭尾部的晶粒相差不大,頭尾部晶粒一般較中部晶粒仍稍微細小些,但通卷組織更為均勻。
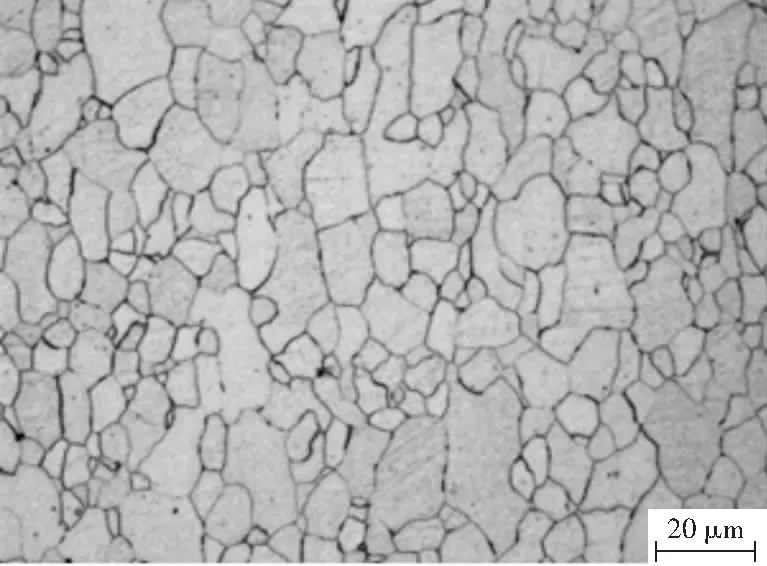
(a)頭部
(a)中部
(a)尾部圖7 等溫卷取冷軋頭中尾500倍金相組織對比
2.3 冷軋力學性能
冷軋連續退火生產的產品同一個鋼卷上性能的波動,主要是由于熱軋冷卻不均,以致碳氮化合物不均勻析出以及平整量變動而造成的[2]。對退火后的冷軋卷頭部、中部、尾部取樣分析,整體來看,兩種工藝下的冷軋卷頭部、中部、尾部的屈服強度與抗拉強度值相差10 MPa左右,延伸率相差5%以內;如表3所示,對于冷軋卷的頭尾部與中部的屈服強度和抗拉強度差異,U型卷取工藝下該性能差明顯低于等溫卷取工藝下的冷軋卷,即U型卷取比等溫卷取的冷軋卷通卷性能更加均勻。
(a)頭部
(a)中部
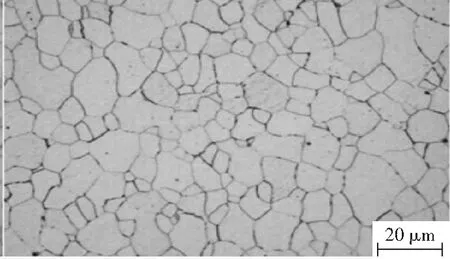
(a)尾部圖8 U型卷取冷軋頭中尾500倍金相組織對比

表3 冷軋卷強度性能結果(單位:MPa)
3 結論
(1)U型卷取工藝使得熱軋卷頭尾部的屈服強度差異減小,可提高冷軋卷通卷的性能均勻性,對屈服強度的影響要高于對抗拉強度的影響。
(2)U型卷取工藝可能會加重酸洗工序熱軋原料頭尾部橫折印缺陷的產生,主要為低碳鋁鎮靜鋼,通過工藝調整可減輕該缺陷。
(3)U型卷取工藝效果良好,可以推廣應用到超低碳鋼、低合金高強鋼、雙相鋼等性能要求較高的鋼種。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52