真空感應爐冶煉ZG13Cr9Mo2Co1VNbNB耐熱鋼工藝研究
2019-05-31 00:50:58韓文科石江鈺許敬月楊德生
四川冶金 2019年2期
關鍵詞:工藝
韓文科,石江鈺,許敬月,楊德生
(1.蘭州蘭石能源裝備工程研究院,甘肅 蘭州 730314;2.甘肅省高端鑄鍛件工程技術研究中心,甘肅 蘭州 730314;3.蘭州蘭石鑄鍛有限責任公司,甘肅 蘭州 730314)
火力發電行業為了進一步提升發電效率、降低環境污染,在世界范圍內不斷發展超超臨界技術,其參數不斷提高。我國也緊跟世界步伐積極發展超超臨界燃煤發電技術,不斷提升機組蒸汽壓力和溫度,將機組關鍵材料國產化以實現高參數機組的建造和可靠運行,扭轉耐熱材料長期依賴進口的局面,降低火電站建設成本、縮短建設周期。其中就包括含N和B的馬氏體耐熱鋼ZG13Cr9Mo2Co1VNbNB的開發,該材料為歐洲超超臨界機組COST 536中研發的鑄鋼,可用于600 ℃/620 ℃、30 MPa的第二代超超臨界機組汽輪機,用于制備閥體、閥蓋、隔板、內缸等[1]。材料化學成分復雜,合金元素眾多,冶煉難度較大。本文采用真空感應爐冶煉ZG13Cr9Mo2Co1VNbNB耐熱鋼,對其冶煉工藝進行初步的探索,為后續的產業化生產積累相關的冶煉數據和經驗。
1 材料化學成分
ZG13Cr9Mo2Co1VNbNB耐熱鋼為高Cr的多元復合強化耐熱鋼,主要采用加入Cr、Mo、Co、Ni、V、Nb及微量N、B元素的合金化設計和合理搭配來提高材料的高溫性能。根據國內外ZG13Cr9Mo2Co1VNbNB材料試驗結果,結合所查閱文獻、標準,初步確定ZG13Cr9Mo2Co1VNbNB材料控制成分,如表1所示[2]。材料的化學成分合金元素達十余種,不僅含有Co、V、Nb等不常見的元素,還有易氧化元素B、氣體元素N等。同時為了保證鋼液的純凈度及材料性能,須嚴格控制雜質元素Cu、Ti、As、Sn、Sb及氣體元素含量,如表2所示。
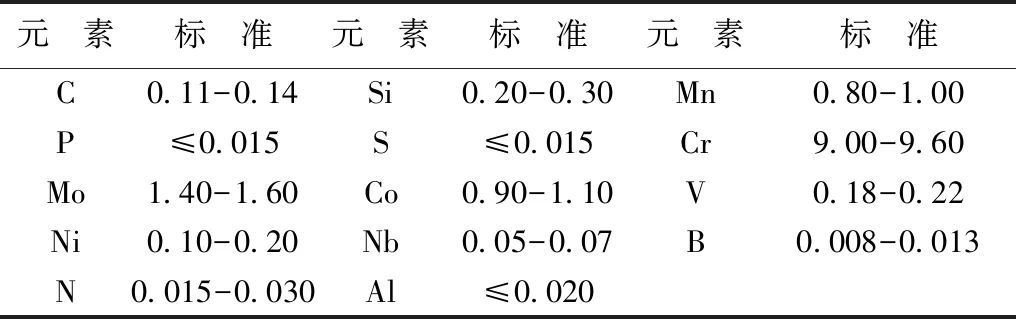
表1 ZG13Cr9Mo2Co1VNbNB材料化學成分(wt%)

表2 雜質及氣體含量(wt%)
2 固液相線模擬
將確定的成分輸入JMatpro進行模擬分析,結合MAGMA軟件材料數據庫資料,模擬結果如圖1所示,可以看出,JMatpro模擬計算相圖中液相線溫度和MAGMA軟件材料數據庫中液相線溫度基本相同,都在1496 ℃左右,固相線溫度在1360-1402 ℃。
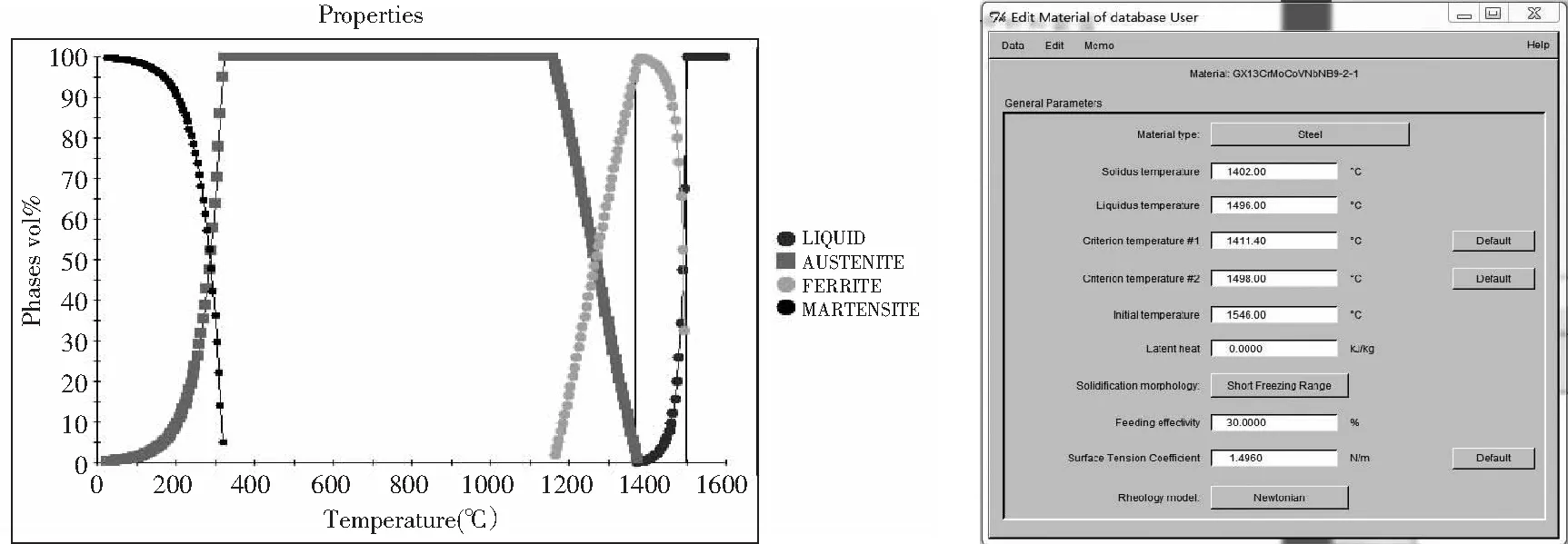
圖1 JMatpro、MAGMA模擬計算的材料相圖及參數Fig.1 Material phase diagram and parameters of JMatpro and MAGMA simulation
3 合金元素分析與控制
ZG13Cr9Mo2Co1VNbNB中C是奧氏體形成元素,主要固溶在基體中或以碳化物形式存在,是提升材料高溫強度的重要元素;Si在鋼中不形成碳化物,可促進鋼的石墨化,Si比Fe更易氧化,可生成穩定致密的SiO2氧化膜,提高鋼的抗氧化性能;Mn是耐熱鋼中基本的合金元素,在耐熱鋼中雖然添加量不多,但是該元素調整合金體系的相區和晶粒大小;Cr元素是最主要的合金元素,是鐵素體形成元素,Cr原子固溶于基體中起到固溶強化作用,可以提高耐熱鋼的強度,提升抗氧化、抗腐蝕性能;Ni是奧氏體形成元素,具有固溶強化作用,可以降低Acl點溫度,抑制δ鐵素體的形成;Co是γ相形成元素,通過添加Co,可以適當減少Cr的含量,抑制δ鐵素體的形成;V和Nb都是重要的強化元素和抗蠕變元素,在低溫短時下Nb有作用,高溫長期下V有作用;B元素固溶于材料的基體、晶界或亞晶界,能夠抑制M23C6型碳化物粗化,B原子會在位錯附近形成Cottrell氣團,提高材料持久性能[3]。
3.1 C、N的控制
耐熱鋼中C含量應控制在中下限,C含量高易造成碳化物聚集長大,降低材料韌性和高溫強度;N和C的作用基本相同,可與鋼中V、Nb元素形成MX型氮化物或碳氮化物,也宜控制在中限范圍內。
3.2 V、Nb、B的控制
V、Nb、B控制在中上限,因加入B可顯著提高鋼的持久性能,而V-Nb、Nb-B復合添加可以提高耐熱鋼的熱強性,改善持久塑性,降低鋼的持久缺口敏感性。
3.3 Al的控制
對于9%~12%Cr馬氏體耐熱鋼來說,對Al的含量有嚴格的要求,因為Al與鋼中的N優先結合成AlN夾雜,同時減少了Nb(C、N)、V(C、N)的析出量,引起持久強度的下降;另外,沿晶界分布的AlN往往成為蠕變孔洞的形核核心,它會導致在晶界上形核的M23C6開裂形成孔洞,故促進了鋼的蠕變脆性。
4 工藝試驗
按照Creq/Nieq≤2.0,保證δ鐵素體相≤5%(Nieq=Ni+30C+20N+0.5Mn+0.5Co;Creq=Cr+1.5Si+Mo+0.5Nb+V),初步確定試驗材料ZG13Cr9Mo2Co1VNbNB內控成分。通過200 kg真空感應爐進行冶煉工藝試驗研究,探索ZG13Cr9Mo2Co1VNbNB材料中各種合金元素在冶煉過程中的變化規律,完成該材料的冶煉試驗。
4.1 冶煉原料及成分
采用Creq(鉻當量)=6Si+Cr+4Mo+1.5W+11V+5Nb-(40C+2Mn+4Ni+30N+2Co)=9.825≤10.0;進一步優化材料內控成分,以保證鋼的δ鐵素鐵體≤3%,如表3所示。采用200 kg真空感應爐進行冶煉,選用優質、高純、低磷、低硫的原材料,主要有工業純鐵、金屬鉻、金屬錳、金屬鉬、釩鐵、金屬鈷、鈮鐵、硼鐵、工業純硅、電極塊、氮化鉻鐵、鎳板。為了使目標成分、夾雜和氣體元素控制在限制范圍,對該材料的冶煉過程進行嚴格控制[4]。
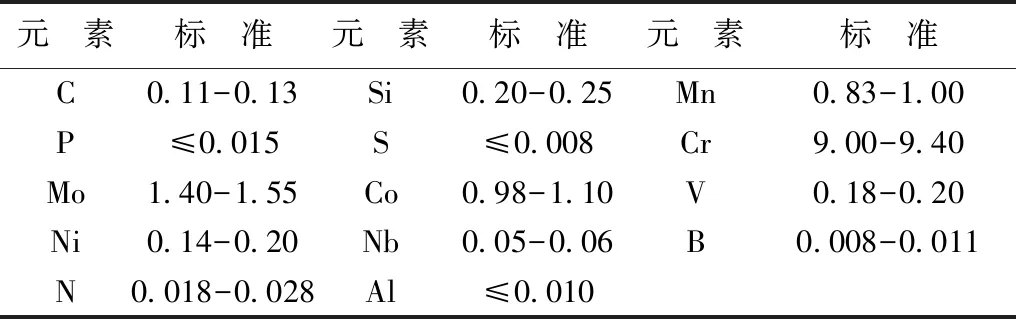
表3 ZG13Cr9Mo2Co1VNbNB材料內控化學成分(wt%)
4.2 冶煉工藝流程
準備原材料、澆注砂型—檢查設備、輔助用具—烘烤合金—裝料—送電抽真空—加熱熔化—二次加料—熔清取樣—精煉—補加合金—取樣調整成分—出鋼澆注。
4.3 冶煉過程控制
(1)冶煉前:檢查循環水、電、氣源、坩堝、真空泵,準備取樣器、測溫器。合金料預先烘烤,去除水分。工業純鐵棒料按750 mm、300 mm、100 mm下料,750 mm、300 mm的用于一次下料,100 mm的用于二次下料,合金粒度在30~50 mm左右,二次合金料包覆為50 mm左右的團球,便于布料及加料。
(2)爐料填裝空間、位置合理:在坩堝壁附件放置750 mm工業純鐵2層,中間依次放置100 mm工業純鐵、金屬鈷、金屬鎳、金屬鉬、電極塊、鈮鐵、釩鐵、金屬鉻,最后用100 mm工業純鐵填滿坩堝。
(3)爐料熔化:合爐逐級啟動機械泵和羅茨泵,抽真空至10 Pa以下,通水通電后,功率由10 kW逐級調升至90 kW,保證爐料充分均勻熔化。爐料熔化后降低功率,進行二次加料,繼續提升功率至爐料熔清,停止抽真空,降低功率,充氬氣進行取樣。
(4)精煉:提升功率,測溫達到1560~1570 ℃,開啟高真空泵進行抽氣精煉,10 min后加入工業純硅,并根據第一次取樣結果補加部分合金,繼續精煉10 min后,停止抽真空,充氬氮混合氣至3 kPa,加入電解錳、氮化鉻鐵,充分升溫攪拌后充氬氮混合氣至9 kPa,調整溫度,取樣。
(5)出鋼澆注:調整除B以外的合金至內控范圍,充氬氮氣至冶煉室與錠模室壓力平衡,打開隔板,將砂型送至冶煉室對準澆口,加入硼鐵充分攪拌后出鋼澆注。
4.4 熱處理工藝
采用冶煉成分合格的50 mm×100 mm×50 mm鑄造試樣進行熱處理試驗,工藝選擇淬火+一次回火+二次回火,根據測定的相變點、標準要求及相關文獻資料,確定淬火溫度為1050~1100 ℃,保溫2.5 h,一次回火溫度為730~740 ℃,保溫2 h,二次回火溫度為710~720 ℃,保溫1.5 h[5]。
完成熱處理后在萬能試驗機上進行力學性能測試,在布氏硬度計上測試硬度,利用金相顯微鏡觀查顯微組織。
5 試驗結果分析改進
5.1 成分檢測結果
嚴格執行上述工藝、控制要求,完成3爐ZG13Cr9Mo2Co1VNbNB試樣的冶煉試驗,成品樣檢測結果如表4、表5所示。
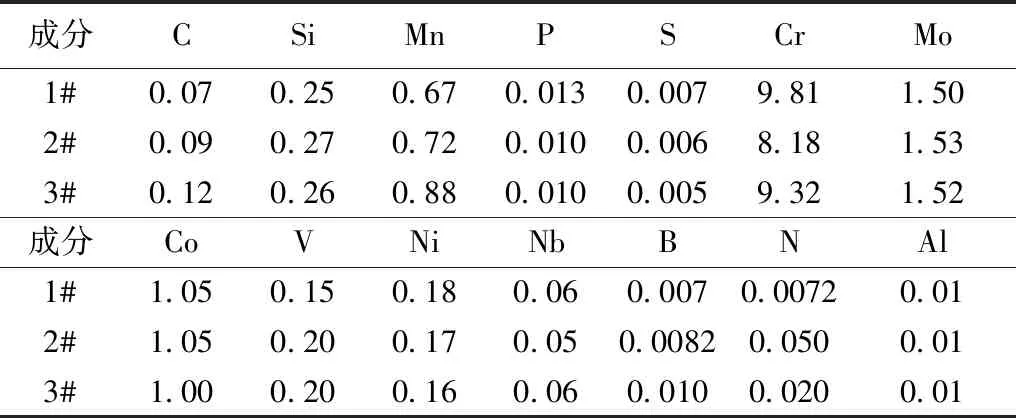
表4 ZG13Cr9Mo2Co1VNbNB材料成品檢測結果(wt%)
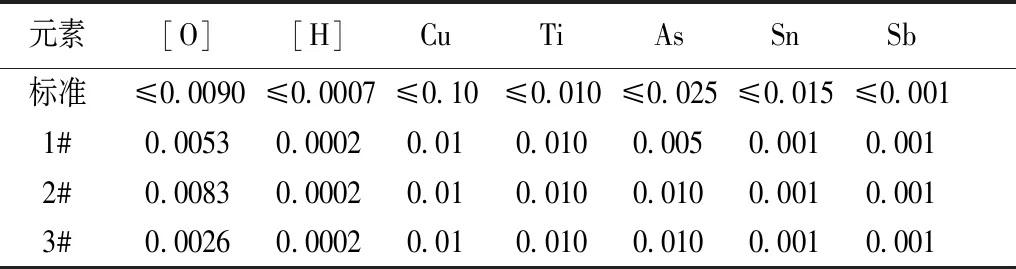
表5 雜質及氣體含量檢測結果(wt%)
由表可知:前兩爐成分C、Mn、Cr、V、B、N等元素未達到控制規格限,主要原因是:
(1)對C、Mn在冶煉過程中的變化規律掌握不夠,計算加料量時回收率未準確預估,初步估計C、Mn的回收率均在98%,根據實際成分分析,C的回收率在96%,Mn的回收率在95%,導致前兩爐C、Mn含量偏低。
(2)Cr、V在冶煉中能夠穩定存在,但前兩爐對其加入量及回收率進行了錯誤預估,按照100%的回收率進行冶煉加料,但Cr加入過多導致超要求上限,而V發生燒損導致超要求下限,導致了其含量的超標或不達標。
(3)B、N的控制較難,第一爐B的加入時間過早,燒損嚴重,導致成分未達標,第二爐及時調整了B的加入時間,準確預估了B的燒損量,B含量達標;真空條件下N的加入與控制較難,第一爐真空度、吹氬量較高,導致了氮含量偏低;第二爐采用氮氣保護氣氛加氮,導致了氮含量的超標;第三爐采用氮氬比例為1:9混合氣氛,保證了氮含量的達標[6]。
通過對1#、2#成分不合格原因的分析總結,準確優化改進了第3爐材料的冶煉工藝與成分含量,第三爐成功制備出了成分合格的ZG13Cr9Mo2Co1VNbNB材料(材料成分見表4、表5中3#結果)。
5.2 力學性能檢測結果
熱處理是在SX2-1000/1200℃系列箱式電阻爐中進行,完成熱處理后在萬能試驗機上進行力學性能測試,在布氏硬度計上測試硬度。結果如表6所示。
從表6可以看出,全部3爐鋼的屈服強度、抗拉強度、伸長率、斷面收縮率及硬度都在標準之上,但經過調整改進后的3#鋼的力學性能整體要優于前兩爐,特別是抗拉強度達到697 MPa,明顯優于前2爐。
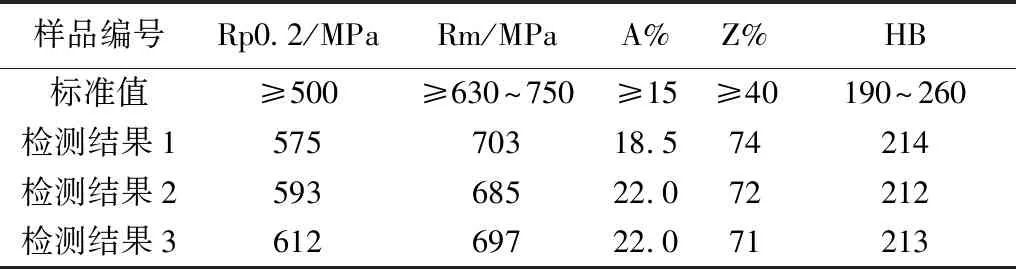
表6 力學性能檢測結果
6 結語
真空感應爐冶煉ZG13Cr9Mo2Co1VNbNB耐熱鋼的冶煉工藝主要控制微量元素成分,本文在控制好成分的的基礎上制定合理的冶煉工藝流程,按照控制要點進行操作,通過分析ZG13Cr9Mo2Co1VNbNB標準成分中各合金元素的作用,采用軟件模擬、鉻、鎳當量的計算,確定ZG13Cr9Mo2Co1VNbNB冶煉內控成分。以內控成分、雜質元素及氣體含量為標準,確定冶煉原材料、制定工藝流程、冶煉過程控制要點。按照冶煉工藝要求及控制要點進行試驗,確定難控制元素C、Mn、V、B、N的準確加入量和加入時間,冶煉出成分達到內控要求的ZG13Cr9Mo2Co1VNbNB材料。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52