手工刃磨群鉆的一種新方法分享
2019-05-30 02:43:36孫波
職業 2019年4期
孫波
摘 要:本文針對目前技術教育和生產實踐中對性能優異的群鉆技術普及無方的技術原因進行探索,提出一種先畫線后刃磨的手工刃磨作業模式,將在短時間內難以掌握的實用技能,分解為簡單的多步工序,將刃磨鉆頭的隨意性操作變為規范化作業,大大減少了初學者在練習提高階段極容易發生的誤磨和錯磨現象,既適用于教學也可以應用于生產實踐中。
關鍵詞:群鉆 ?刃磨 ?麻花鉆 ?磨鉆頭 ?鉆削
群鉆雖是普通麻花鉆刃磨改進而成,但卻比現在廣泛使用的普通麻花鉆提高作業效率和工作壽命達數倍之多,同時還改善了加工精度和勞動條件。這項由中國人倪志福在60多年前發明的技術,早已成為國內外金屬加工教科書的重要內容。聯合國世界知識產權組織向倪志福先生頒發了金質獎章和證書。在表彰巨匠的同時也肯定了該項技術的歷史和現實意義。可耐人尋味的是群鉆的普及應用卻受到諸多因素的影響,當用者愛莫能助,甚至聞所未聞;當教者束之高閣,敬而遠之。這真實寫照背后原因之一可能是群鉆的刃磨比較麻煩,難以在短時間里熟練掌握。雖然不斷有專用的群鉆刃磨設備面世,也許因為都不太適應機械行業的性質和鉆削作業的特點而未成氣候。筆者探索并實踐手工刃磨群鉆,實驗出新的方法用于教學,現做引玉之磚,意欲同行切磋,懇請指正,希望能有更多更好的刃磨方法和經驗互相交流,共同提高。
一、磨前畫線法——于普通麻花鉆改型群鉆的教學
1.所需器材
高度游標畫線尺、方箱或V型鐵、合金劃針、平臺或鉆床工作臺、電動砂輪機、角向磨光機、不同厚度和圓弧刀口的片砂輪。
2.畫線重要參數的推求
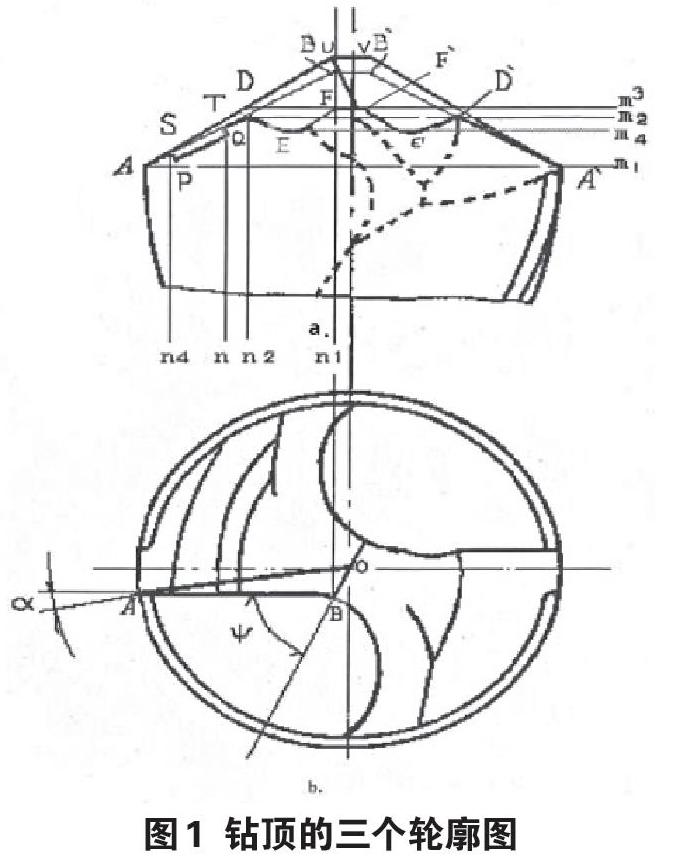
如圖1所示,a圖中AUVA是普通麻花鉆的頂部輪廓線,ABBA是標準群鉆的頂部工藝輪廓線,ASPQTDEFFEDA是標準群鉆的頂部實際輪廓線;b圖是標準群鉆頂部工藝輪廓的俯視投影圖,對畫線比較重要的特性點是A.B.C.D.F等,其中B.C.D.F可參照圖1及機械手冊相關數據推求。
(1)b圖中B點幾何參數關系到橫刃斜角的角度和鉆心的精度,圖1b中Sinα=B0O·sin(180-Ψ)/AO式中BO——橫刃畫線長度的一半,可實際量取,也可根據鉆頭的新舊使用長度在BO=(0.15~0.20)D/2之間選取;Ψ——橫刃斜角,一般群鉆取65°;AO——鉆頭半徑,可實際量取,對新鉆頭可忽略工藝錐度直接取公稱直徑;arcsinα=arc(0.16D/2·sin115)/0.5Dα=8.3°
(2)D點參數由以下兩式給出DE=AD·sin(90-?)=0.3D·sin(90-62.5)≈0.14D; ?AE=AD·cos(90-?)=0.3D·cos(90-62.5)≈0.27D。式中?——標準群鉆外頂角2?=125°;AD
——標準群鉆外直刃長度,見圖1,對于直徑在15mm以上的鉆頭,其外直刃長度取1=0.3D。
3. 劃法 ? ?
劃前先粗檢鉆頭,如很不規范,應先粗略修磨成較規范的麻花鉆。
(1)鉆頭在方箱V槽內豎直朝下,將高度游標畫線尺的劃針尖調準在兩主切削刃外緣刃尖完整的高度上,在前面及棱帶上劃出多角環狀的水平基準線m1,得到標準群鉆的兩外刃外緣刃尖A和A,如圖1所示。
(2)自m2下移劃尖0.14D,先后在兩前刀面上劃出m2和m2(要劃到兩端),得到兩外直刃的兩頂尖D和D所在的兩水平線。
(3)自m2下移0.03D在兩前刀面上劃出m3和m3(劃到兩端),得到標準群鉆的橫刃兩端點F和F所在的水平面。
(4)自m2上移劃尖0.1D,在兩前刀面上劃出m4和m4,得到標準群鉆兩月牙槽的槽底界線。
(5)鉆頭在平臺上平放,使兩主切削刃立于鉛垂面內,忽略鉆頭的軸向工藝錐度,劃尖自平臺平面取上式數值AJ=0.46D高度,先在一個前面上劃出n1直到頂端與m1相交得交點為C,與m3相交,交點為F,F為中間工藝的橫刃端點,CF可起檢驗作用;轉動鉆頭180°,再劃出n1與m1相交得交點C,與m3相交得交點為F。
(6)仍如以上(5)姿勢,劃尖自平面取上(3)式AE=0.27D,劃出n2,過m1與m2相交得D點;轉動鉆頭180°,劃出n2得D點。
(7)將AE=0.27D均分為四,繼續如上(5)姿勢,劃尖自n2線下移四分之一AE劃出n3;自n3下移二分之一劃出n4。
(8)鉆頭平放V槽內,用合金劃針比著窄尺連接AD延長至n1得B點,線段AB是外頂角2?的一個邊的界限。
(9)比照圖1,在前面上劃出分削槽STPQ,槽深0.03D,如圖1所示。
4.初磨頂面
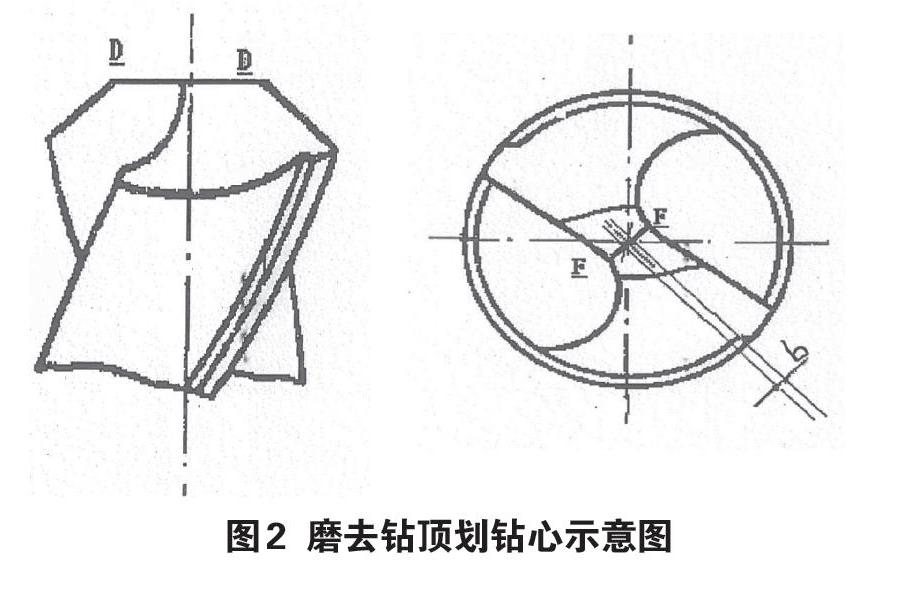
砂輪修平,沿鉆頭的m3和m3將鉆頭的尖頂磨去,如圖2,注意不要過磨,不要使磨出的平面內凹。
5.劃出鉆心
鉆頭在平臺上平放,劃尖取鉆頭頂部AA之間實際直徑尺寸的一半,連接F和F,形成橫刃斜角Ψ;劃尖高度增加0.015D,使FF豎直,分兩刀劃出橫刃的要求長度(鉆心)b,如圖2。
6.劃兩月牙槽和內直刃
鉆頭平放于V槽內,比照圖1參照表1,月牙槽和內直刃兩者的寬度之比可取1:2,月牙槽不宜過淺,也不宜過大。從D點至m4最低點E再至F,在另一前刀面上也對稱劃出,也可比著小墊圈和窄尺劃。
7.刃磨
(1)先磨月牙槽。用角磨機開槽,砂輪邊緣的R略小于月牙槽的R,鉆頭小可兩手分拿或者固定角磨機;鉆頭大可夾固鉆頭,手拿角磨機并使手有支點,注意防止砂粒鐵屑迸濺,刃口處容易磨負切記少磨。
(2)磨外直刃。在電動砂輪上從后刀面尾尖起磨,磨過后面接近刃口時迅速脫離砂輪,沾水后再繼續刃磨,以防刃口回火,后刀面磨三次后,刃口磨一次即可,磨刃口時要細看輕磨,謹防錯磨和過磨。
(3)劃完分屑槽。鉆頭取平位,用劃尖在后刀面上參照圖1b分別自S點和T點向其切削的反方向畫線,切忌過大。
(4)磨分屑槽。參照上(1)磨月牙槽的方法開槽,用角磨機換上薄片砂輪或金剛石片砂輪,槽角根小一些,可以減小切削阻力,但也無需磨成直角,以免應力集中,注意后角要足夠大。
(5)磨內直刃。用上(4)的角磨機砂輪側緣磨削,大角度小力度,輕輕接觸后刀面輕壓向內直刃EF ,對低端使之過渡圓滑不要磨出細小溝槽,較高的一端是鉆心,它既是群鉆最重要的結構,又是最薄弱的部位,同時關系到精度、振動、工效及耐用度,要輕之又輕,勤看微磨,注意對稱。
(6)修磨橫刃。磨普通麻花鉆也可修磨橫刃,兩者相差不大,都是磨掉后刀面的后棱,類似倒角,普鉆的橫刃較長而突出,磨削量小;群鉆的橫刃短且內陷磨削量較大,用角磨機較容易些。第二步是從兩個刃瓣的方向上保持對稱平衡,此一步是從橫刃的兩端向中間大比例縮進磨至b寬度,也需要精確控制,若用比較厚大的砂輪易誤磨主切削刃。
(7)精磨鉆心。本法至第(4)已完成了標準群鉆的刃磨,如對鉆削有更高要求,可在鉆床主軸上加裝簡易的轉動角度指示裝置,用以較精確地控制修磨角度。
二、小結
本文所提供的標準群鉆手工刃磨方法,有十幾步操作,對機械加工和鉗工諸工種來說是駕輕就熟的經常性工作。按照以上步驟磨削工序明確,效果明顯。本文采用華羅庚教授所闡述和總結的“以直代曲”的樸素方法,結合機械工廠中傳統的常用畫線,引入多量直線直接刻畫在鉆頭上,把需要刃磨的部分劃于界限之外,更適合缺乏技能的學生及青工,不再容易錯磨和過磨。試用結果表明,稍具畫線常識的人便可參照資料較為準確快捷地劃出。這種畫線是一種較為固定的模式,變化不多,越劃越熟。考慮到以往關于群鉆的論述和介紹模式單一,幾何參數眾多,使初學者不易取舍,本文推導成經驗數據以方便現場使用。在實際教學或生產中,方式很多,可以制成卡片,可以載入手冊,在學校可由教師備課講授,也可以是數學、識圖和工藝的三聯課題,使學生在掌握這種易學易用技能的同時,也培養了他們實踐需要理論指導的理念和善于聯系理論的能力。
參考文獻:
[1]北京永定機械廠群鉆研究小組.群鉆的實踐與認識[M].北京:人民出版社,1967.
[2]徐平田.機床加工操作禁忌實例[M].北京:中國勞動社會保障出版社出版,2004.
[3]孫庚午.鉗工手冊[M].鄭州:河南科學技術出版社,1984.
[4]逯萍.鉗工工藝學[M].北京:機械工業出版社,2008.
(作者單位:淄博市技師學院,淄博市運通駕駛員培訓中心)