旋轉(zhuǎn)變壓器定子繞組開路故障的分析與處理
2019-05-27 03:43:38孫俊婷
微特電機(jī) 2019年5期
孫俊婷
(1.上海交通大學(xué),上海 200030; 2.中國電子科技集團(tuán)公司第二十一研究所,上海 200233)
0 引 言
雙通道旋轉(zhuǎn)變壓器是一種信號類微電機(jī),具備環(huán)境適應(yīng)性強(qiáng)、精度高、機(jī)械抗振性高等優(yōu)點(diǎn),被廣泛應(yīng)用于機(jī)器人、航空、航天、船舶、軍事等裝備的角度測量系統(tǒng)中。目前,為適應(yīng)整機(jī)系統(tǒng)小型化發(fā)展的需求,雙通道旋轉(zhuǎn)變壓器在滿足高精度、高可靠性的同時,亦朝著輕、薄、微的方向發(fā)展[1]。
繞組是電機(jī)的關(guān)鍵部件,繞組的制造質(zhì)量對電機(jī)的性能、壽命和運(yùn)行可靠性有重要影響。按繞組在電機(jī)上的位置可分為定子繞組和轉(zhuǎn)子繞組。微電機(jī)受尺寸限制,結(jié)構(gòu)緊湊,鐵心槽口窄,繞組導(dǎo)線細(xì),匝數(shù)多,槽滿率較高,繞組端部尺寸要求嚴(yán)格,定子繞組開路問題在雙通道旋轉(zhuǎn)變壓器研制生產(chǎn)過程中時有發(fā)生。現(xiàn)運(yùn)用故障樹分析方法,對電機(jī)故障定子進(jìn)行故障排查與定位,并在此基礎(chǔ)上進(jìn)行產(chǎn)品的工藝改進(jìn),從而有效地降低繞組開路問題的發(fā)生,提高產(chǎn)品質(zhì)量和運(yùn)行可靠性。
1 雙通道旋轉(zhuǎn)變壓器
1.1 工作原理
雙通道旋轉(zhuǎn)變壓器是一種電磁式高精度傳感元件。它可以使檢測角度位置精度從角分級提高到角秒級,其粗角度位置測量由單極旋轉(zhuǎn)變壓器(粗機(jī))完成,精角度位置測量由多極旋轉(zhuǎn)變壓器(精機(jī))完成,通過粗、精機(jī)兩者組合完成360°機(jī)械角度的高精度測量。在雙通道旋轉(zhuǎn)變壓器中,為節(jié)省空間,一般均采用粗、精機(jī)共磁路結(jié)構(gòu),原方和副方繞組分別被放置于兩個有多個齒的疊片鐵心上,一方靜止(定子),另一方旋轉(zhuǎn)(轉(zhuǎn)子)[2]。當(dāng)轉(zhuǎn)子方施加交流電壓時,定子方輸出與轉(zhuǎn)子轉(zhuǎn)角成正余弦函數(shù)關(guān)系的信號,其電路原理圖如圖1所示。
1.2 基本結(jié)構(gòu)及工藝路線
雙通道旋轉(zhuǎn)變壓器多為分裝式扁平結(jié)構(gòu),只有定子、轉(zhuǎn)子兩部分,主要由機(jī)殼、軸套、定/轉(zhuǎn)子鐵心、定/轉(zhuǎn)子繞組線圈組成,其結(jié)構(gòu)圖如圖2所示。帶機(jī)殼的定子常用兩種加工工藝流程路線:一是鐵心下線→浸漆→壓裝;二是鐵心壓裝→下線→浸漆。兩種工藝過程示意圖對比如圖3所示。
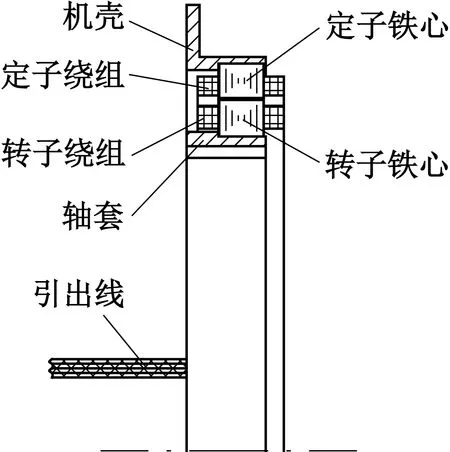
圖2 產(chǎn)品結(jié)構(gòu)圖
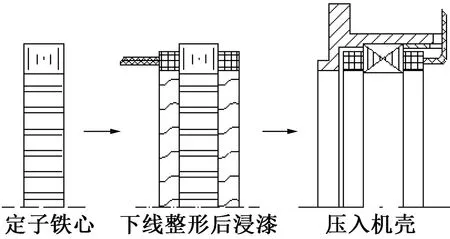
(a) 路線一
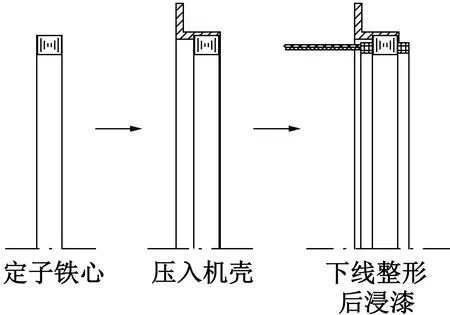
(b) 路線二
圖3(a)工藝路線中,鐵心下線整形后進(jìn)行浸漆,最后再將帶繞組鐵心壓入機(jī)殼。因此下線及整形時無機(jī)殼遮擋,繞組裸露在外,可視性好,便于操作人員進(jìn)行繞組綁扎和檢查,從而可以減少繞組飛線、過橋線外露現(xiàn)象的發(fā)生。但當(dāng)定子機(jī)殼為薄壁件,且端部繞組填充系數(shù)較高時,為更好地控制繞組端部尺寸,減少后序壓裝等過程中對繞組造成的壓傷、損傷和碰傷,一般采用圖3(b)的工藝路線,即先把鐵心壓入機(jī)殼后再下線整形,最后浸漆。
2 繞組開路故障樹分析
2.1 繞組內(nèi)部結(jié)構(gòu)特點(diǎn)
旋轉(zhuǎn)變壓器的每相繞組中存有兩種并頭焊接點(diǎn):首尾線圈分別與引出線相接的2個并頭焊接點(diǎn);線圈之間相接的1個并頭焊接點(diǎn),如圖4所示。
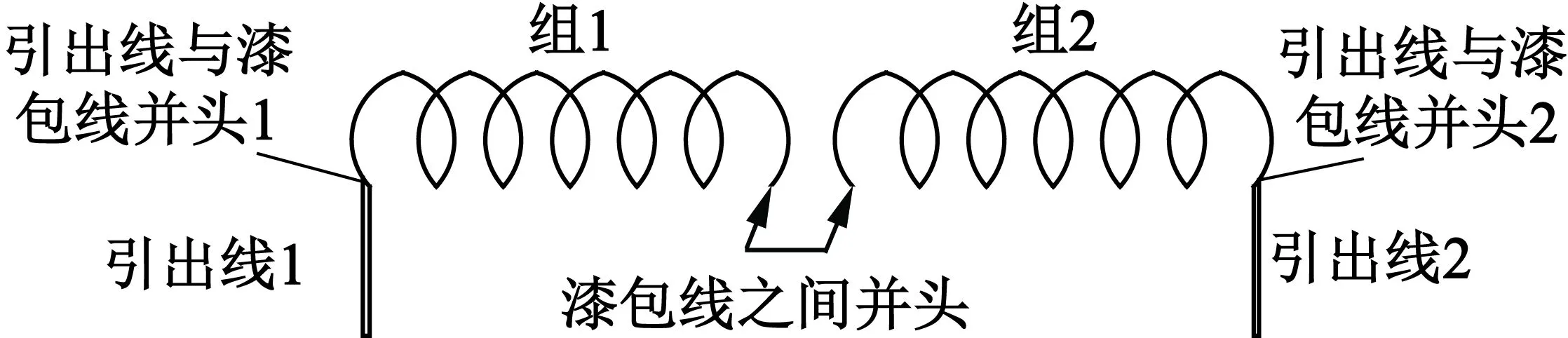
圖4 旋轉(zhuǎn)變壓器繞組并頭示意圖
2.2 故障樹的建立
對旋轉(zhuǎn)變壓器繞組開路這一故障現(xiàn)象,基于故障樹分析方法和圖4的繞組內(nèi)部結(jié)構(gòu)特點(diǎn),以旋轉(zhuǎn)變壓器繞組開路為頂事件,建立故障樹如圖5所示。
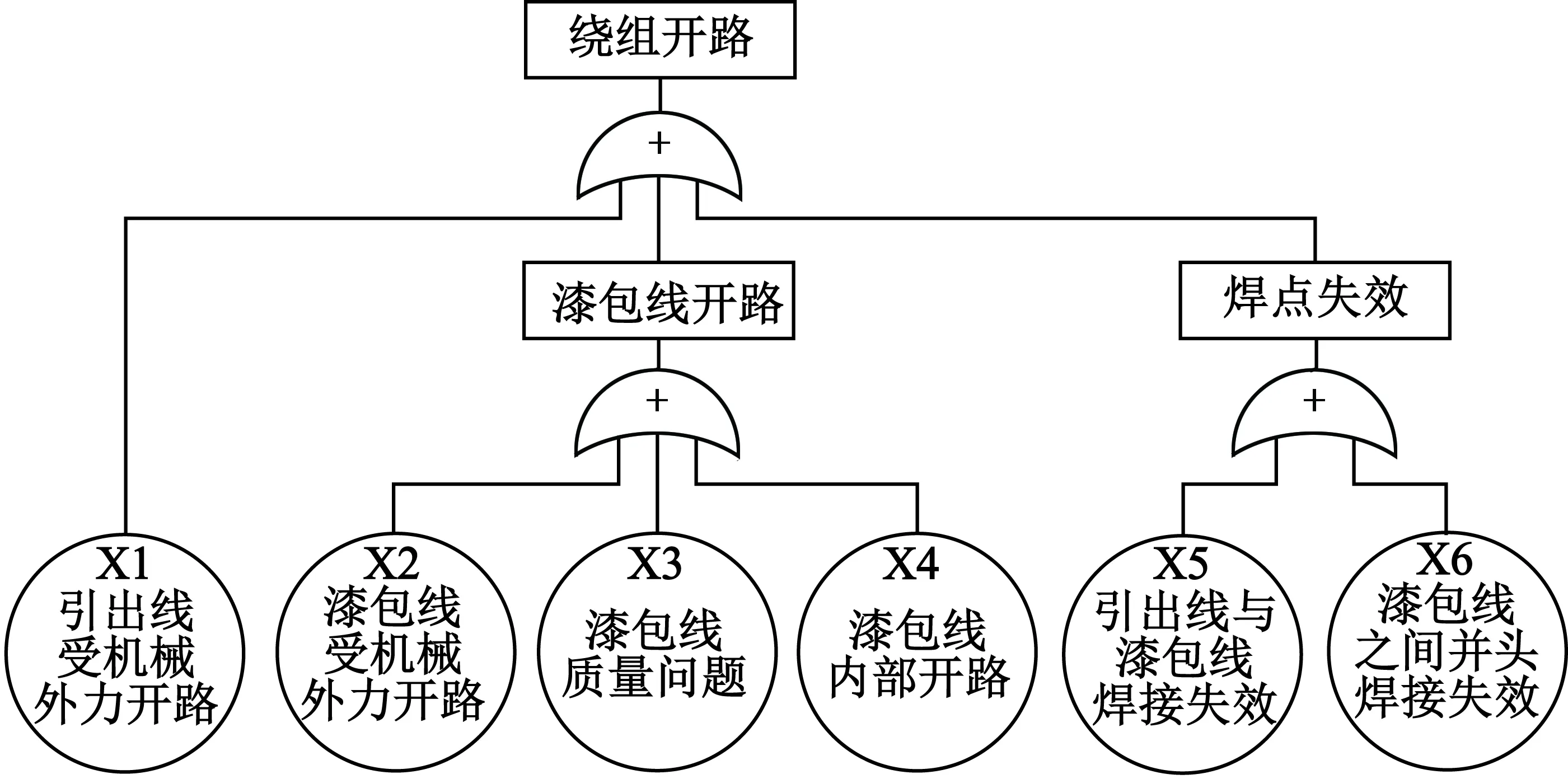
圖5 產(chǎn)品故障樹
3 故障排查與定位
根據(jù)圖5的故障樹分析,造成旋轉(zhuǎn)變壓器繞組開路故障的底事件有以下幾點(diǎn):X1引出線受機(jī)械外力開路、X2漆包線受機(jī)械外力開路、X3漆包線質(zhì)量問題、X4漆包線內(nèi)部開路、X5引出線與漆包線焊接失效、X6漆包線之間并頭焊接失效。在針對以上故障底事件進(jìn)行故障排查和定位時,一般通過以下三種方法綜合進(jìn)行。
3.1 觀察法
觀察法就是借用放大鏡、顯微鏡、內(nèi)窺鏡等設(shè)備,直接觀察故障定子外觀,判斷引出線絕緣層是否完好、有無壓傷痕跡、繞組漆包線是否有受損點(diǎn)等。若無,則可以排除X1引出線受機(jī)械外力開路、X2漆包線受機(jī)械外力開路的可能。
另外,有時為便于觀察漆包線,如故障定子繞組外部有機(jī)殼遮擋,需先通過精車將機(jī)殼車去,露出端部繞組。車之前,需注意首先檢測并記錄故障定子各相繞組直流電阻值;其次設(shè)計(jì)專用車用夾具(見圖6),根據(jù)定子內(nèi)孔配車心軸,端部用壓板固定,精車過程控制進(jìn)刀量不大于0.1 mm,保證機(jī)殼外圓留有0.25 mm的余量,停止車削,在空擋處手動用尖刀縱向車外圓,注意每次進(jìn)刀量不大于0.05 mm,整個車加工過程不得損傷繞組,完成后確認(rèn)繞組情況與車加工前一致;最后從缺口處將鐵皮從繞組外圓小心剝離,剝離過程同步檢測故障定子直流電阻值,保證繞組情況與剝離前一致。
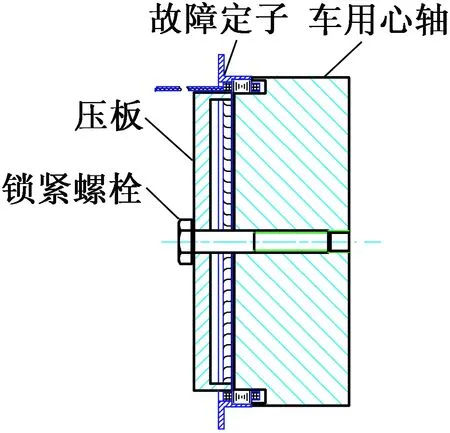
圖6 故障定子專用車機(jī)殼夾具
3.2 漆包線原材料復(fù)查
排查漆包線質(zhì)量問題,要針對同批次產(chǎn)品的定子漆包線進(jìn)行復(fù)查,復(fù)查內(nèi)容包括查看該批次漆包線入庫檢驗(yàn)記錄和按照標(biāo)準(zhǔn)GB/T 6109.1—2008《漆包圓繞組線》對同批次剩余的漆包線進(jìn)行復(fù)檢,檢測項(xiàng)目包括電阻、導(dǎo)體直徑、軟化擊穿、伸長率、擊穿電壓(常溫)等。若檢測結(jié)論均為合格,可以排除X3漆包線質(zhì)量問題導(dǎo)致旋轉(zhuǎn)變壓器繞組開路的可能。
3.3 測量法
按照工藝要求,為了提高產(chǎn)品抗振動、耐沖擊等環(huán)境適應(yīng)性,對繞組采取真空浸漆工藝進(jìn)行絕緣處理,繞組的漆包線固化為一體,無法將故障繞組完全分離。另外,因旋轉(zhuǎn)變壓器有鐵心金屬結(jié)構(gòu)件、繞組漆包線,X線或工業(yè)CT能量無法穿透進(jìn)行掃描判斷。為了分析故障定子漆包線和焊點(diǎn)的具體狀態(tài),需先將故障定子繞組浸泡在去膠劑中溶解繞組所浸的絕緣漆,再進(jìn)行下一步檢查。
(1)漆包線內(nèi)部開路(X4)
待繞組浸泡去膠劑后,在顯微鏡下觀察繞組情況。找到斷點(diǎn)后(見圖7),測量定子故障相直流電阻值,即斷點(diǎn)一端與引出線一端導(dǎo)通阻值和斷點(diǎn)另一端與引出線的另一端導(dǎo)通阻值。利用電阻串聯(lián)原理,若兩段阻值和等于故障相直流電阻值,并與另外一相阻值對稱,就可以證明找到的斷點(diǎn)是故障產(chǎn)品的唯一斷點(diǎn)。否則,斷點(diǎn)個數(shù)不唯一,繼續(xù)按該方法尋找斷點(diǎn)。

圖7 故障電機(jī)斷點(diǎn)示例
(2)引出線與漆包線焊接失效(X5,X6)
根據(jù)繞組展開圖,確定故障繞組各焊點(diǎn)位置:漆包線之間并頭所在槽和引出線與漆包線并頭所在槽。
在對應(yīng)鐵心槽內(nèi)取出漆包線的并頭,將兩側(cè)漆包線搪錫后用電阻測試儀測試時導(dǎo)通,測試方法如圖8所示。將并頭處套管去除后,焊接點(diǎn)完好,就可以排除X5漆包線之間并頭焊接失效的可能。
在對應(yīng)鐵心槽內(nèi)取出漆包線與引出線的并頭,檢查并頭焊接點(diǎn)是否完好。之后,將漆包線與引出線搪錫后用電阻測試儀測試時導(dǎo)通,測試方法如圖9所示。以此可以排除X6引出線與漆包線之間并頭焊接失效的可能。
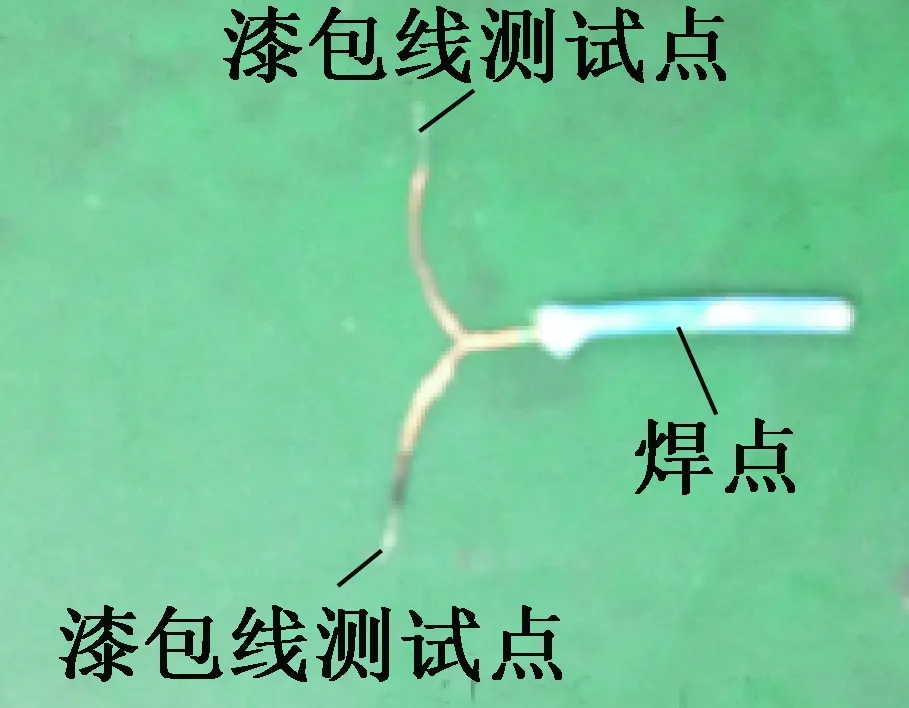
圖8 漆包線之間并頭
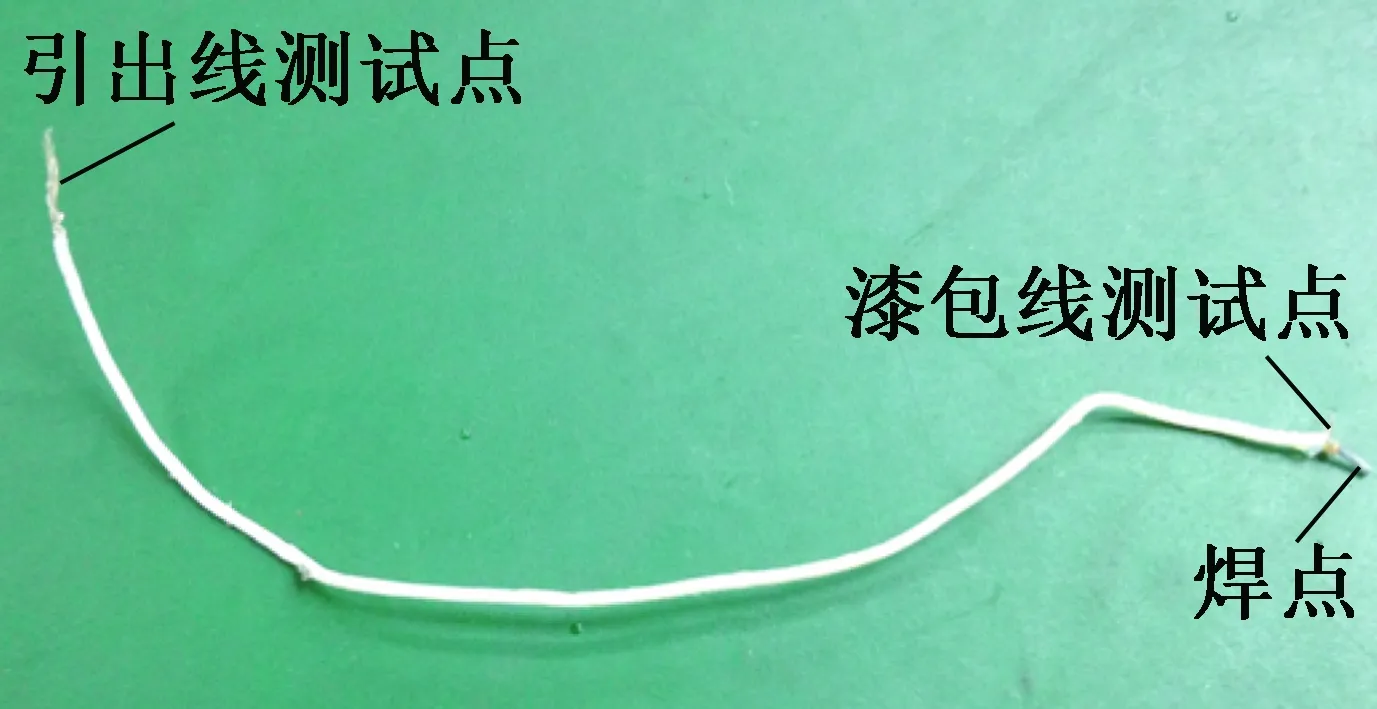
圖9 引出線與漆包線并頭
4 斷點(diǎn)理化分析
繞組斷點(diǎn)找到以后,要對其斷口進(jìn)行理化試驗(yàn)分析,經(jīng)過宏觀分析、掃描電鏡及能譜分析可得出結(jié)果。
很多故障定子繞組開路問題都是產(chǎn)品在進(jìn)行高低溫、振動、溫度沖擊等試驗(yàn)后才表征出來,且原因多是漆包線內(nèi)部開路。例如,下線時漆包線焊點(diǎn)受力,經(jīng)試驗(yàn)疲勞累積應(yīng)力釋放導(dǎo)致繞組開路。又例如,有單根過橋線外露經(jīng)浸漆后與機(jī)殼金屬壁發(fā)生粘連,按照標(biāo)準(zhǔn)GB/T 6109.1—2008《漆包圓繞組線》對同批次漆包線(線徑為0.08 mm)的伸長率進(jìn)行了對比測試,試驗(yàn)驗(yàn)證漆包線浸漆前伸縮率(長度增加值與原長度之比)為26.4%,浸漆后漆包線伸縮率僅為8.9%,降低了約70%。因漆包線浸漆后的韌性變差,所以在高低溫試驗(yàn)環(huán)境下機(jī)殼與繞組膨脹系數(shù)不一致,經(jīng)多次熱循環(huán),漆包線在溫度應(yīng)力下被扯斷。上述情況下,斷口SEM形貌一般呈韌窩特征,屬塑性斷裂,如圖10所示。
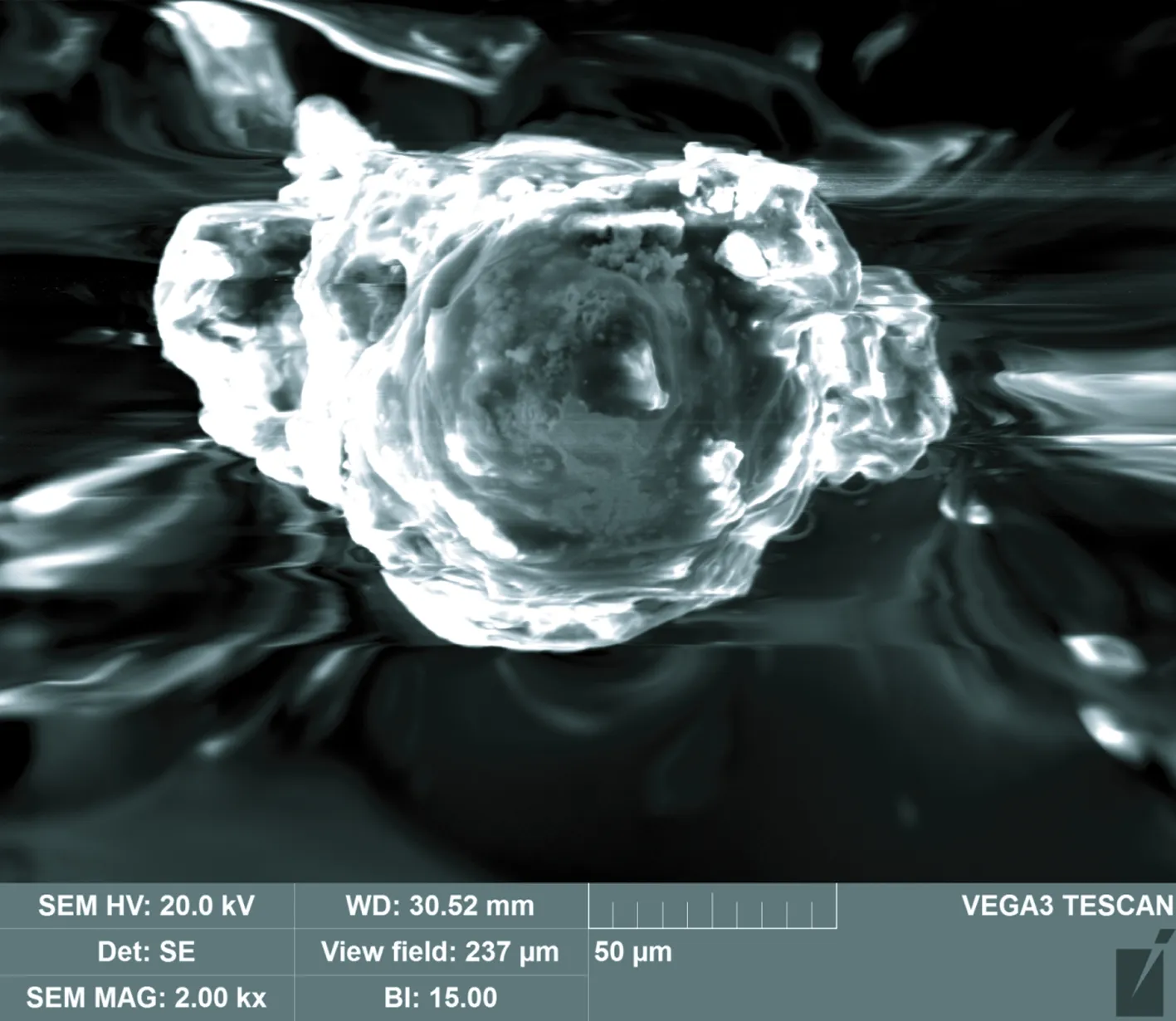
圖10 端口SEM形貌示例
5 結(jié) 語
按照上述故障分析和處理方法,可以有效地對雙通道旋轉(zhuǎn)變壓器故障定子進(jìn)行故障排查與定位,提高了工作效率。總結(jié)故障電機(jī)案例可以發(fā)現(xiàn),微電機(jī)的核心是繞組,繞組的壽命即是微電機(jī)的壽命。微電機(jī)的制造過程中存在大量的手工操作,更是在繞組的繞制和下線過程中突出地體現(xiàn)出來,因此必須遵守合理的工藝規(guī)程和加強(qiáng)操作工人的技能培訓(xùn),避免不合格產(chǎn)品流入下道工序,造成質(zhì)量問題。
特別地,針對雙通道旋轉(zhuǎn)變壓器定子繞組內(nèi)部開路問題,在故障分析的基礎(chǔ)上進(jìn)行產(chǎn)品的工藝改進(jìn)。以下方法經(jīng)過驗(yàn)證可以提高產(chǎn)品的質(zhì)量和運(yùn)行可靠性:
(1) 當(dāng)定子繞組下線及整形有機(jī)殼等結(jié)構(gòu)件遮擋時,下線前需在繞組與機(jī)殼徑向間隙處加貼聚酰亞胺膠帶(產(chǎn)品標(biāo)準(zhǔn)號:Q/GHAE41-2009,廠家:上海合成樹脂研究所有限公司,型號規(guī)格:YMM),可防止繞組漆包線與機(jī)殼直接接觸,避免高低溫下機(jī)殼和繞組過橋線粘連拉扯的可能。按照國家標(biāo)準(zhǔn)GB/T 6329—1996《膠粘劑對接接頭拉伸強(qiáng)度的測定》,采用鈦合金棒形試樣對漆的抗拉強(qiáng)度進(jìn)行了試驗(yàn)測試,試驗(yàn)驗(yàn)證在有聚酰亞胺膠帶保護(hù)的情況下,浸漆后拉伸強(qiáng)度降低了80%,聚酰亞胺膠帶可以起到有效的保護(hù)作用。
(2) 完善下線工藝要求,如要求絕緣處理后的焊點(diǎn)與引出線應(yīng)順著成形線圈圓弧外圓走,成松弛狀態(tài),焊點(diǎn)不得受力。
(3) 增加檢查力度,如下線完成后借助視頻放大鏡檢查繞組端部,經(jīng)自檢、互檢、專檢后,直至確認(rèn)無繞組飛線、過橋線外露等現(xiàn)象。
(4) 嚴(yán)格試驗(yàn)條件加強(qiáng)篩選產(chǎn)品,如適當(dāng)延長旋轉(zhuǎn)變壓器高低溫試驗(yàn)的測量時間和熱循環(huán)次數(shù)等。
猜你喜歡
中學(xué)生數(shù)理化(高中版.高考理化)(2020年11期)2020-12-14 07:36:08
汽車維修與保養(yǎng)(2019年7期)2020-01-06 03:30:42
通信電源技術(shù)(2018年3期)2018-06-26 06:33:30
汽車維護(hù)與修理(2016年10期)2016-07-10 08:17:41
現(xiàn)代工業(yè)經(jīng)濟(jì)和信息化(2016年4期)2016-05-17 05:35:38
通信電源技術(shù)(2016年3期)2016-03-26 07:13:46
汽車維修與保養(yǎng)(2015年12期)2015-04-18 07:51:49
汽車維修與保養(yǎng)(2015年6期)2015-04-17 03:31:50
汽車維修與保養(yǎng)(2015年2期)2015-04-17 01:30:34
汽車維護(hù)與修理(2015年2期)2015-02-28 12:15:39