大型擠壓機等溫擠壓速度控制系統
2019-05-24 14:11:40李博
電腦知識與技術 2019年4期
李博
摘要:等溫擠壓速度控制是稀有金屬加工企業高效率、高質量生產的重要方法。針對寶鈦25MN擠壓機的裝備特點,結合實際生產狀況,研究鈦材模擬等溫擠壓速度控制系統,提出了模擬等溫擠壓速度控制系統架構和系統功能實現,研制了基于工控機+PLC的鈦材模擬等溫擠壓速度控制系統,運用預測算法構建擠壓速度預測模型。該系統實現了鈦材等溫擠壓,縮短了擠壓時間,運行可靠,對鈦材擠壓具有重要意義。
關鍵詞:鈦型材;等溫擠壓;速度控制;預測算法
中圖分類號:TP311 文獻標識碼:A 文章編號:1009-3044(2019)04-0239-03
1引言
近年來,我國鈦型材的生產和應用得到迅速發展,尤其在航空、航天、石油、化工、艦船、醫療等領域的需求不斷上升,對產品的質量和性能的要求越來越高,尤其是對鈦型材表面質量與型材的均勻性提出了更高的要求。陳功德、董曉娟、劉展鴻等人對擠壓速度控制進行了相應的研究,但是在鈦型材熱擠壓工藝領域研究較少。結合寶雞鈦業25MN擠壓機實際生產狀況及裝備特點,研究鈦型材模擬等溫擠壓速度控制系統,采用工業以太網控制,通過測溫儀實時采集并反饋模具口溫度,運用PLC內置預測算法來調節擠壓速度實現等溫擠壓,使型材流出模孔時保持溫度恒定,提高鈦型材組織性能沿長度方向的均勻性,減少裂紋等缺陷的產生。
2鈦型材模擬等溫擠壓速度控制系統構成
鈦型材模擬等溫擠壓速度控制系統以上位工業計算機、S7-1500 PLC和計算機上的觸摸顯示屏人機交互界面為核心,采用工業以太網和遠程I/O構成的網絡系統,形成本控制系統的基本架構。系統構成如圖1所示。
機組的基礎自動化控制系統采用S7-1500系列PLC ,網絡選取西門子網絡構成,工業以太網控制。通過擠壓機模具口的測溫裝置實時采集模具口的溫度并反饋到觸摸屏上,同時速度傳感器把采集到的擠壓機擠壓速度參數也反饋到觸摸屏上,與設定好的擠壓速度-溫度曲線進行對比,利用控制擠壓速度的方式實現本擠壓機等溫擠壓,實現擠壓機溫度速度參數在線管理、調節,使擠壓機設備在最佳參數匹配下進行工作。
3模擬等溫擠壓速度控制系統實現
首先運用DEFORM軟件模擬出鈦型材等溫擠壓速度-溫度模型,然后下載到S7-1500 PLC中,通過PLC內置預測算法來調節擠壓速度,使實際擠壓速度-溫度曲線與預先設定的曲線相吻合,從而實現鈦型材的等溫擠壓。
3.1鈦型材等溫擠壓速度-溫度控制模型建立
為了能夠獲取相適宜的擠壓速度-溫度曲線,根據之前等速擠壓實際生產經驗的數據積累,在不同等速環境下利用DEFORM軟件模擬模具口最高溫度的變化情況,得到了在等速條件下,不同的擠壓速度在模具口的最高溫度和擠壓行程的關系曲線,然后設定鈦型材制品模具口最高溫度。最高溫度曲線與所設置最高溫度上限的交點是不同擠壓行程情況下的速度點,此時可對擠壓速度和行程關系建立擬合,這樣擬合出的擠壓速度曲線是在已設定的等溫情況下進行的,因此才具有等溫擠壓的特性。綜上所述經過反復試驗后,驗證了設定的擠壓速度-溫度曲線的合理性。鈦型材等溫擠壓速度-溫度模型如圖2所示。
3.2運用預測算法調節擠壓速度
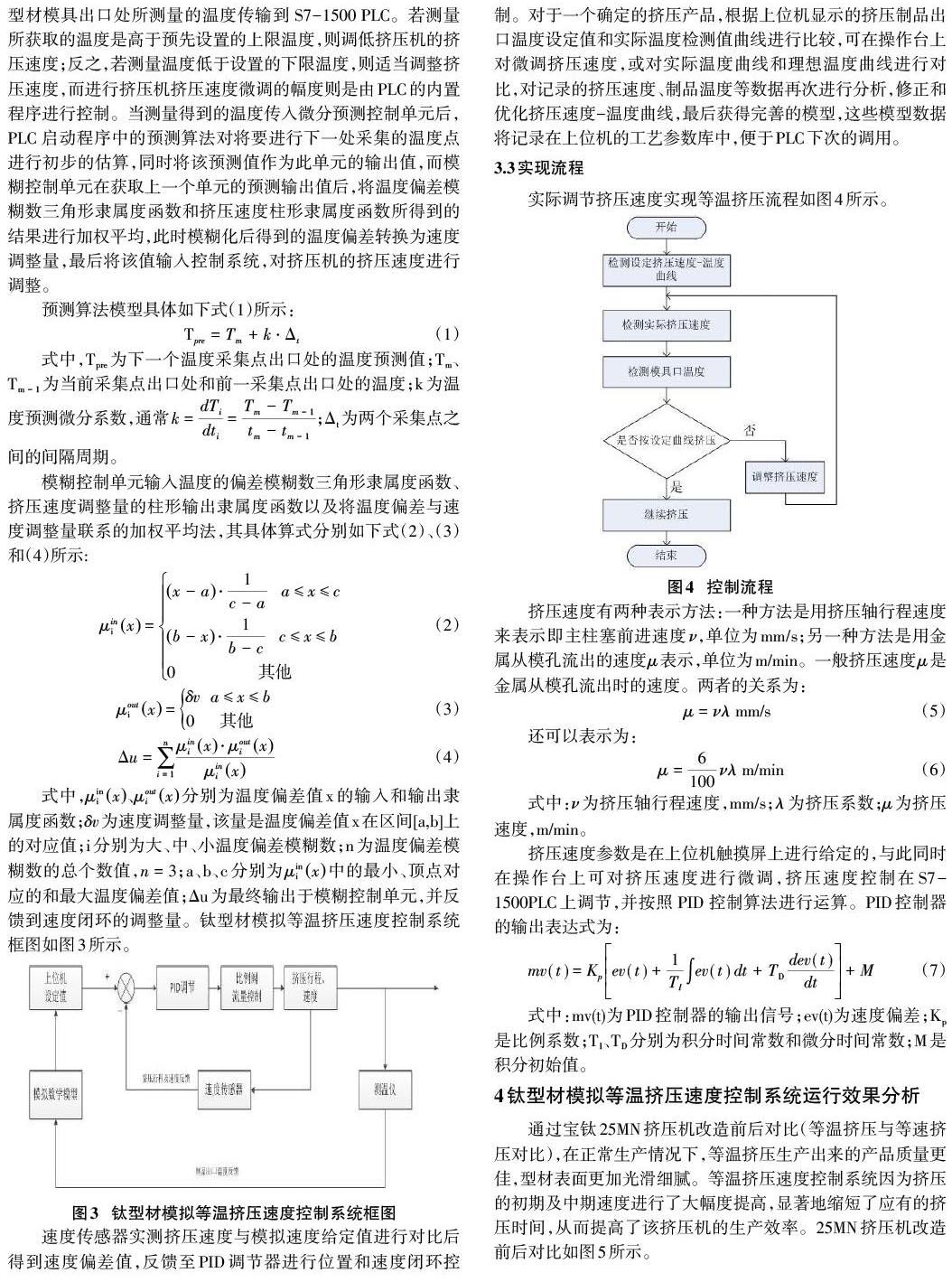
鈦型材模擬等溫擠壓速度控制是將應用紅外測溫儀對鈦型材模具出口處所測量的溫度傳輸到 S7-1500 PLC。若測量所獲取的溫度是高于預先設置的上限溫度,則調低擠壓機的擠壓速度;反之,若測量溫度低于設置的下限溫度,則適當調整擠壓速度,而進行擠壓機擠壓速度微調的幅度則是由PLC的內置程序進行控制。當測量得到的溫度傳入微分預測控制單元后,PLC 啟動程序中的預測算法對將要進行下一處采集的溫度點進行初步的估算,同時將該預測值作為此單元的輸出值,而模糊控制單元在獲取上一個單元的預測輸出值后,將溫度偏差模糊數三角形隸屬度函數和擠壓速度柱形隸屬度函數所得到的結果進行加權平均,此時模糊化后得到的溫度偏差轉換為速度調整量,最后將該值輸入控制系統,對擠壓機的擠壓速度進行調整。
速度傳感器實測擠壓速度與模擬速度給定值進行對比后得到速度偏差值,反饋至PID調節器進行位置和速度閉環控制。對于一個確定的擠壓產品,根據上位機顯示的擠壓制品出口溫度設定值和實際溫度檢測值曲線進行比較,可在操作臺上對微調擠壓速度,或對實際溫度曲線和理想溫度曲線進行對比,對記錄的擠壓速度、制品溫度等數據再次進行分析,修正和優化擠壓速度-溫度曲線,最后獲得完善的模型,這些模型數據將記錄在上位機的工藝參數庫中,便于PLC下次的調用。
3.3實現流程
實際調節擠壓速度實現等溫擠壓流程如圖4所示。
5結論
該鈦型材模擬等溫擠壓速度控制系統已投入生產使用,實際運行表明:
1) 該系統能夠實現鈦型材等溫擠壓;
2) 運用該系統擠壓出的產品質量更佳,表面幾乎無裂紋,型材均勻性更好;
3) 系統運行可靠,顯著縮短了擠壓時間而提高了生產效率,保證了產品的質量,具有一定的應用推廣價值。
參考文獻:
[1] 張乃祿,楊超.稀有金屬管材水壓試驗機控制系統研制[J].工業儀表與自動化裝置,2014(1):23-24.
[2] 韓泓.鋁擠壓機擠壓速度控制[J].鍛壓技術,2012(4).
[3] 薛春蘭.36MN鋁擠壓機的自動化控制系統[J].機械工程與自動化,2006(4).
[4] 劉靜安.鋁合金擠壓工業及技術裝備發展現狀與趨勢[J].中國金屬通報,2007(4):8-11.
[5] 劉軼倫.高溫連續擠壓模具材料技術[J].熱加工工藝,2014(4).
[6] 劉金琨,馬少華.MF-70型擠壓機溫度控制系統[J].吉林工學院學報,2002(2):45-47.
[7] 張君,楊合.鋁型材等溫擠壓溫度控制的研究[J].機械工程學報,2004(4).
[8] 譚建平,文躍兵.擠壓機節流調速系統的研究[J].現代制造工程,2009(2).
【通聯編輯:唐一東】
