卷簾型干式氣柜橡膠密封膜使用管理
2019-05-24 08:16:58王孝忠蘇同君李偉娟田付海
石油化工設備 2019年3期
王孝忠, 蘇同君, 李偉娟, 田付海, 王 博
(中國石油化工股份有限公司 石家莊煉化分公司, 河北 石家莊 050099)
氣柜在煉油企業用作生產裝置低壓瓦斯的收集設備。按密封型式,氣柜主要分為干式氣柜和濕式氣柜。濕式氣柜采用水密封,干式氣柜采用潤滑油、潤滑脂或橡膠膜密封。濕式氣柜由于耗水量大、維護困難,已經被逐漸淘汰。干式氣柜中的卷簾型氣柜亦稱威金斯氣柜,具有節水、節能、結構簡單、自重輕、升降靈活、壓力穩定、對地基要求不高、不受寒冷氣候影響及腐蝕風險小等優點,自20世紀90年代末開始在石化行業大量推廣應用[1]。氣柜的投用避免了瓦斯通過火炬直接燒掉,具有平衡全廠瓦斯、節約能源,保護環境的多重作用,是煉油企業長周期運行的重要保障之一[2]。
卷簾型氣柜以橡膠膜為主要密封裝置,橡膠密封膜的平穩運行是制約氣柜能否長周期運行的主要因素。某煉油廠于2000年新增1臺處理能力2萬m3的卷簾型干式氣柜,文中結合日常工作實踐對該氣柜橡膠密封膜的使用管理情況進行探討。
1 氣柜基本結構及部件功能
1.1 基本結構
某煉油廠卷簾型干式密封型氣柜儲存介質為瓦斯氣,公稱體積20 000 m3,儲存壓力3~4 kPa,儲存溫度-15~60 ℃,活塞行程22.5 m,柜體直徑34.3 m,檐口高度28.5 m,柜體全高33.8 m,側板段數19,密封段數2,底面積928 m2。該氣柜主要由柜體、活塞、T型擋板、橡膠密封膜、波紋板和其他附屬部件組成,見圖1[2]。
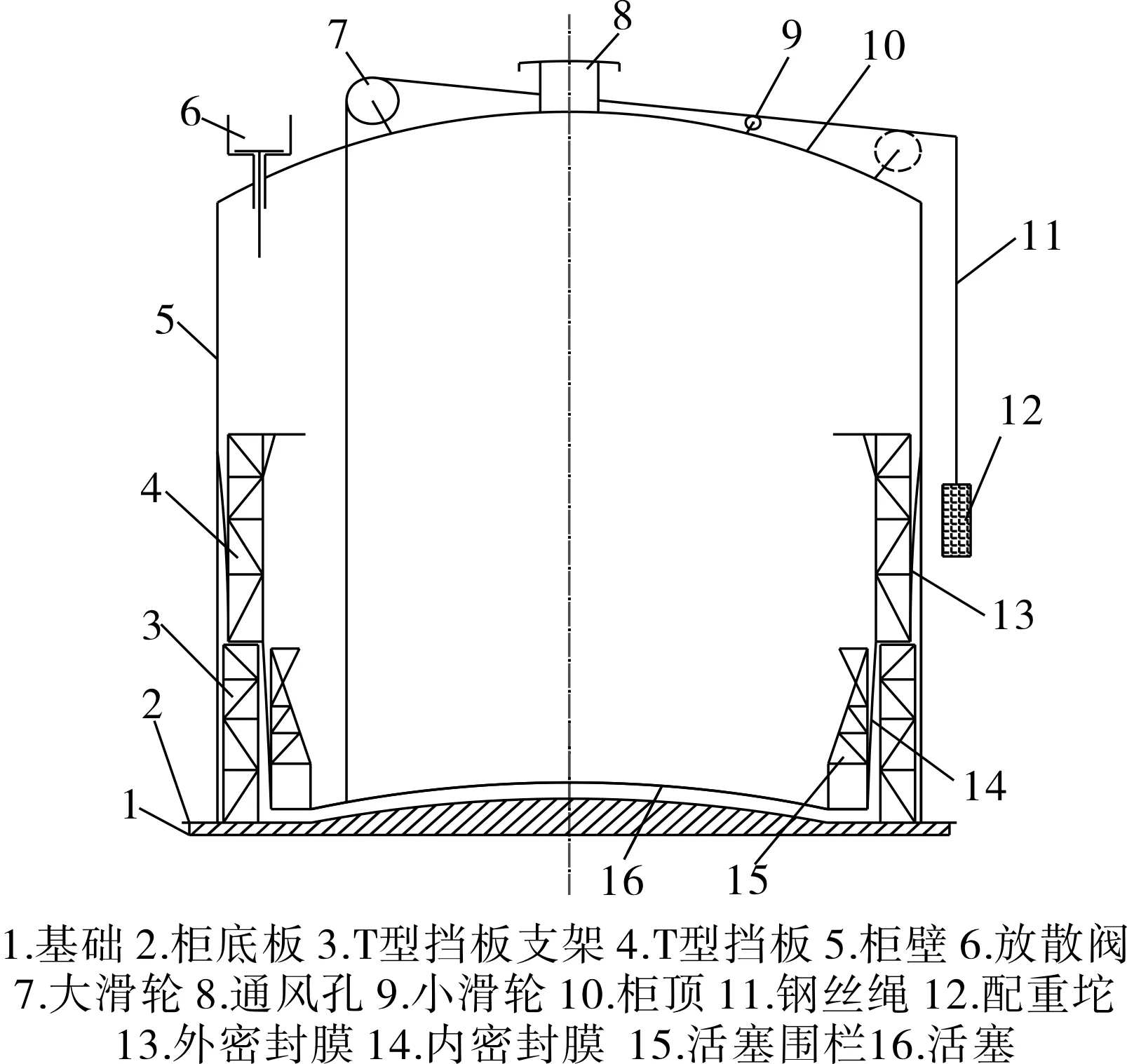
圖1 卷簾型干式氣柜結構簡圖
1.2 部件功能
1.2.1 柜體和活塞
柜體是氣體存儲的主要空間,也是氣柜的結構主體,必須同時具備嚴密性和適當的剛度,以防氣體泄漏和抵抗自重及其調平等系統產生的壓力,因此是一個焊接的鋼結構整體,由支柱、底板、壁板和頂板組成。活塞通過上下運動實現氣柜對瓦斯氣的吞吐,其周邊布置水泥塊配重用于保持氣柜的壓力穩定,在氣柜首次投用時通過調整配重保證活塞不發生傾斜。
1.2.2 T型擋板和波紋板
T型擋板是分段式氣柜的關鍵部件。分段式氣柜適用于橡膠膜氣柜使用受限的應用場合,由T型擋板在結構上接力橡膠膜以實現氣柜儲量的提升。T型擋板為桁架結構,由角鋼、工字鋼等焊接而成。T型擋板的下端為環形鋼結構密封槽,上端為環形外伸支架。在活塞圍欄和T型擋板的外側安裝有波紋板,波紋板的作用是保護橡膠密封膜,使之在上下折疊運動中不被鋼結構劃傷。
1.2.3 橡膠密封膜
橡膠密封膜為干式氣柜的核心部件,包括外密封膜和內密封膜。內密封膜的一端與活塞外圈密封連接,另一端與T型擋板密封槽的內圈密封連接;外密封膜的一端與T型擋板密封槽的外圈密封連接,另一端與柜壁11 m高度處密封連接。這樣,活塞—內密封膜—T型擋板密封槽—外密封膜—11 m高度下方氣柜壁面—柜底,組成了一個密閉的空間用于儲存低壓瓦斯。
1.2.4 其他附屬部件
氣柜的附屬部件主要包括平衡調節系統和放散系統。平衡調節系統沿柜體均布,總共有4組,通過8根 ?20 mm鋼絲繩一端連接活塞,另一端連接配重坨,以氣柜頂上的大滑輪為支點,保證活塞在上下運行過程中的自動平衡。放散系統是氣柜的安保設施,在氣柜的頂部設有4個機械式放散閥,當氣柜液位高于最高報警液位時,活塞就會頂開放散閥頂桿使氣體放空,保證氣柜的安全。
2 橡膠密封膜使用管理
2.1 選型
選型時要熟悉橡膠密封膜的生產技術和質量控制要求[3-5]。橡膠密封膜通常為膠料(介質側)+膠布+膠料(大氣側)3層結構。膠布由雙層浸膠簾線布按左右45°垂直交叉粘合而成,由于目前的膠布生產線不可能生產特別寬的膠布,該產品無法一次成型,故采用多塊膠布拼接。單塊膠布的寬度為2 600 mm,一般搭接長度為100 mm,要求搭接部分的機械強度不低于常規部位。橡膠密封膜的兩面均使用專門研制的NBR+PVC+HNBR共混膠料,接觸介質側為PVC+HNBR,接觸空氣側為NBR+PVC。出廠的橡膠膜要有質量合格證明,其各項性能指標需滿足相關標準和規范要求[6-7]。
2.2 安裝
安裝過程中應重點做好運輸、吊裝和緊固環節的管理及控制[8-10]。在向氣柜內運輸橡膠密封膜前,應咨詢廠家了解包裝的整體尺寸,并依據包裝箱尺寸在氣柜壁開適宜的檢修門孔,拆除波紋板,留出檢修通道,預制運輸導軌過橋。活塞表面用棉布保護,防止損傷新膜。吊裝可采用卷揚機、手動倒鏈、內部吊裝等多種方式,推薦采用電動葫蘆整體吊裝。電動葫蘆整體吊裝需在氣柜柜頂的18個透光孔上方先焊接好門型支架,然后在支架上設置電動葫蘆。電動葫蘆鋼絲繩下端與密封膜夾具固定。18套電動葫蘆采用控制柜集中控制,可一起啟動,也可以單獨啟動,能最大程度地滿足橡膠密封膜起吊時的平衡和均勻受力需求。
在安裝前要仔細檢查波紋板、側板等與橡膠密封膜摩擦接觸處有無棱角、尖銳物等缺陷。各個密封面要打磨干凈,不允許有嚴重的變形,密封膠要清理干凈,所有螺栓孔應平滑,不允許有卷邊、毛刺等存在。檢查橡膠密封膜與密封圈上螺栓孔的個數及螺栓孔的間距, 必須保證一一對應,不得偏斜和錯位。安裝時首先找到上端密封圈上的基準點,再使用線墜確定下端密封圈及橡膠密封膜上對應的螺栓孔。在密封槽的螺栓孔中有一段非標孔,孔距不一致,要留到最后安裝以吸納最后的安裝誤差。
密封膜到貨型式為圓筒狀,上下兩端直徑一致,但實際運行時固定端與活動端在直徑方向上有約 600 mm的間隙,因此在周長方向上端要比下端長約 2 m。由于橡膠密封膜有很好的彈性,周長為 100 m時,約 2 m的變形可以自行吸收。因此在安裝上端時應適當拉伸,安裝下端時要防止產生褶皺。安裝時要沿著同一方向安裝,而且上下端安裝要保持同步進行。 密封膩子要粘貼均勻,不能有間斷,不得用力拉伸,按照∞形狀布置。緊固螺栓時,第一遍要預緊,待整套膜都固定好后再整體緊固,緊固力的大小以將膩子擠出為宜。
2.3 氣密試運行
橡膠密封膜安裝完畢,檢查質量合格后要進行氣密試運行,充空氣使活塞上下運行幾次,調節活塞的水平度,調節活塞與側板、T擋板與柜壁面之間的間隙,使之符合規定[11]。氣柜的氣密試運行要結合現場泄漏試驗與理論核算綜合進行。在充氣的過程中,要用發泡劑對4圈密封進行仔細檢查,發現泄漏及時處理,另外還要對氣柜的人孔、介質出入口法蘭、放空管線上的法蘭等部位作靜密封檢查。活塞支腿抽出后,要對活塞支腿法蘭密封情況進行檢查。以上所有部位檢查無泄漏后,對氣柜進行90%體積充氣,然后靜置7 d,進行理論核算。氣柜的泄漏率用體積變化率來表征,計算公式如下[12]。
A=(V0初-V0終)/V0×100%
其中V0=273Vt(pt-p分+p)/(273+t)×760
式中,A為泄漏率,%;V0初為試驗開始干空氣標準體積,V0終為試驗終了干空氣標準體積,Vt為測量時大氣壓和溫度條件下的儲氣體積,m3;t為測量時氣柜內空氣溫度,℃;pt為測量時的大氣壓力,p分為平均溫度條件下的水蒸氣風壓,p為測量時氣柜內的空氣壓力,kPa。
泄漏率A≤2%時,即可判定氣密試驗合格。生產緊急時一般不需要靜置7 d, 2萬 m3的氣柜靜置48 h后物位下降小于 114 mm即為合格。
在活塞上下行過程中要測量活塞的水平度,通過活塞上的配重調整,保證活塞水平在±30 mm、活塞與T型擋板之間的間隙在(370±145) mm、T型擋板與氣柜壁面的間隙為(370±120) mm。要測量調平裝置連接活塞的鋼絲繩緊力,保證均勻。要測量鋼絲繩的垂直度,以保證鋼絲繩在氣柜頂上的固定點與活塞上的點在一條垂線上。如果不在一條垂線上, 鋼絲繩在引導活塞及T型圍欄上下運動過程中, 就會使活塞及T型圍欄逐漸旋轉及偏移, 這樣就使橡膠密封內膜或外膜發生扭曲拉扯等現象, 同時會使活塞與T型圍欄碰撞或使T型圍欄與壁板相碰撞,嚴重時會損壞密封膜。
2.4 腐蝕介質控制
工藝介質是影響橡膠密封膜安穩運行的重要因素之一。瓦斯中影響橡膠密封膜的有害氣體主要有3種,第1種是酸性氣(如H2S、CO2等),第2種是具有很強滲透力的H2,第3種是苯、甲苯等溶劑類物質。這幾種氣體通過對橡膠大分子的反應、滲透、溶解等作用使橡膠密封膜變硬、脆化、失去彈性。因此必須嚴格控制瓦斯中腐蝕氣體含量[13]。
某煉油廠瓦斯成分采樣分析結果見表1。
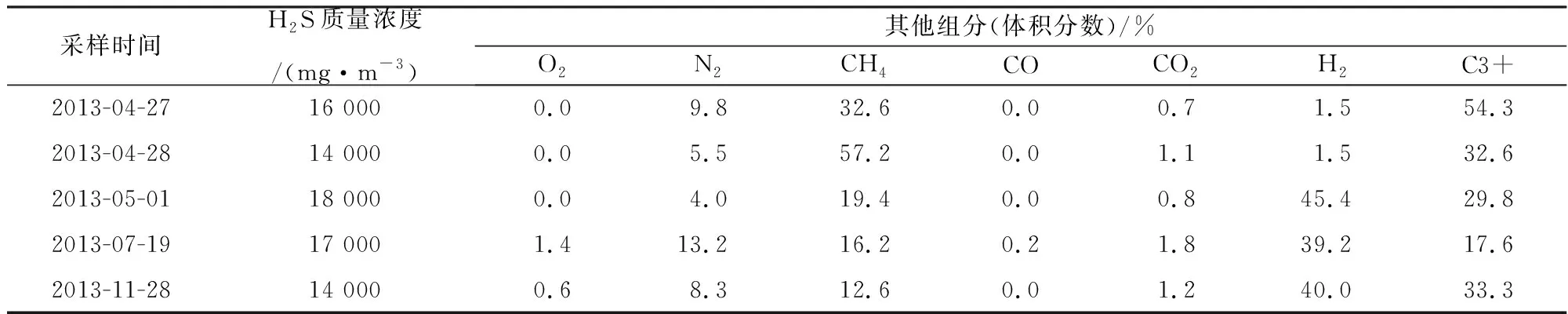
表1 某煉油廠瓦斯成分采樣分析結果
從表1可以看出,H2S質量濃度一直較高,大約15 000 mg/m3,H2是一種不穩定因素(含量由上游裝置決定)。要解決介質對橡膠密封膜運行的影響,在日常操作中一是要加強對腐蝕介質的監控,定期對瓦斯氣進行采樣分析,二是要嚴格控制介質溫度,介質溫度的升高會加速橡膠密封膜的老化。
具體的腐蝕介質控制方法有:① 禁止高質量濃度H2S氣體進入氣柜。在焦化裝置大吹氣過程中,瓦斯夾帶高質量濃度H2S氣體、焦粉等成分進入氣柜,為避免氣柜橡膠密封膜長期接觸高質量濃度H2S氣體造成損壞,應減少焦化大吹氣進入氣柜,直接放火炬燃燒或增加脫硫設施。 ② 禁止含芳烴類組分氣體進入氣柜。瓦斯組分中的芳烴類組分對氣柜橡膠密封膜接縫粘結劑有不良影響,重整芳烴裝置尾氣進入氣柜量雖少,但對氣柜橡膠密封膜損害最大[14-15]。③ 禁止液態烴等重組分進入氣柜。生產裝置大量放空引發進入氣柜的氣量瞬間急增,造成氣柜活塞偏移。液態烴重組分還會對氣柜橡膠密封膜產生損害,威脅氣柜的安全運行。在催化等裝置停工或事故狀態下大量放空時,應關閉氣柜入口閥門,直接放火炬燃燒,減少液化氣組分對氣柜橡膠密封膜的損害。④ 禁止裝置掃線蒸汽等高溫氣體組分進入氣柜。橡膠密封膜的正常使用溫度為-15~60 ℃,裝置大量掃線介質溫度高,造成對橡膠密封膜的損害。
2.5 日常維護
日常維護不僅要對橡膠密封膜進行檢查維護,還要對影響到橡膠密封膜安全運行的其他部位進行定期檢查和維護。
2.5.1 平衡調節系統
平衡調節系統發生故障可間接損壞橡膠密封膜。定期檢查活塞與T型擋板、T型擋板與氣柜壁面的間隙,間隙過小就有可能造成橡膠膜的磨損。定期對滑輪、鋼絲繩等部件加注潤滑油,保證調平系統無卡阻。每年對平衡調節系統進行一次綜合檢查,檢查鋼絲繩有無斷絲、松動,檢查滑輪的磨損情況。要嚴格控制活塞的升降速度,活塞的運行速度應不大于1 m/min, 防止活塞的傾覆。
2.5.2 放散系統
放散系統是氣柜的安保系統,如果氣柜的放散系統發生故障, 不能有效地將柜內氣體放散,活塞就會沖頂, 造成活塞傾斜和橡膠密封膜被拉壞等嚴重事故。應定期對放散閥的腐蝕情況和導軌進行檢查。可以在放散蝶閥關閉情況下檢查自動放散閥的開啟靈活性,檢查手動放散機構滑輪、鋼絲繩的潤滑情況,根據需要及時加注潤滑油。
2.5.3 儀表監控系統
儀表監控系統日常巡檢中要關注瓦斯的壓力、溫度有無異常。對可燃氣及硫化氫報警儀定期進行校驗,保證儀表功能的完好。每年定期對氣柜避雷接地情況進行測試,確保連接可靠。氣柜的各種報警、聯鎖要確保完好投運。
3 結語
卷簾型干式氣柜橡膠密封膜的選型、安裝、氣密試運行、介質腐蝕物含量及日常維護相對獨立又相互關聯,是一種相輔相成、互相影響和制約的關系。任何一處出現短板都會影響到整體使用效果,所以在橡膠密封膜使用管理中一定要全盤考慮,使其能夠長周期運行。
