跨地區跨庫存一體化排程系統的設計與開發
2023-08-04 11:18:23劉月蘋
中國冶金文摘 2023年3期
劉月蘋

摘要:針對首鋼股份公司 “一業多地” 的生產經營模式,提出了跨地區、跨庫存一體化排程系統整體設計方案,構建了數學模型并開發了一體化排程系統。整體方案涵蓋了產運協同、鋼軋協同和運輸協同三大部分,包括合同分析、物料管控、一體化排程和物料動態跟蹤四大模塊。系統的實施有效提升了遷安和順義兩生產基地的生產和運輸效率,實現了物流運輸與產線生產節奏高效匹配功能,有效提升了遷順生產效率。
關鍵詞:一體化排程;產運協同;精準發運
0 引言
首鋼搬遷調整后,開啟了“一業多地”生產經營模式。遷順產線是首鋼搬遷調整后成立的遷鋼、順義冷軋兩個鋼鐵生產基地,其中順義冷軋基地主要負責鍍鋅汽車板、合金化汽車板、高強汽車板、連退汽車板等高盈利能力最終產品生產,遷鋼基地主要負責順義冷軋廠等多個下游產線原料卷供應。
由于遷順兩個生產基地間隔200公里的特殊地理位置,上下游生產、質量、管理等缺乏有效對接,相互不了解對方工藝、生產組織特點、檢修安排等系列關鍵控制點,造成遷鋼、順義冷軋兩個生產基地間銜接效能低下,導致下工序順義冷軋庫存長期高位徘徊,并且原料即時有效率低、合同兌現率低,經濟數據差、生產組織困難等。鐵運專業根據生產和訂單情況在鐵路批車業務流程現狀,系統報請火車日計劃,然后組織裝車。鐵運組車需要收貨單位、貨權單位等限制條件,人工挑選耗費時間較長,銷售物流系統內過定金,委托量大于資源量的情況多有發生。根據人工經驗進行線下配載,一是車皮的凈載重與標載存在一定的差距,二是組織過程中耗費大量的精力用于人工操作和系統外溝通協調[1-2]。
綜上,開展跨地區跨庫存一體化排程技術的研發具有重要的現實意義。
1 系統整體設計方案
針對遷順兩基地存在的生產信息難以及時有效互通導致生產協同性差等現實問題,在兩基地跨地區、跨庫存一體化排程系統的整體設計過程中重點考慮了產運協同、鋼軋協同和鐵運協同三部分內容。整體方案設計圖如圖1所示。
(1)產運協同
遷順跨地區跨庫存一體化排程系統的開發需首先完成兩基地間合同跟蹤、物料跟蹤等關鍵信息實時聯動功能的實現。通過遷順一體化排程,第一步需實現順義原料庫、在途、遷鋼成品庫的一體化排程,逐步解決遷鋼積壓物料快速到料,明確按需到料預計劃物料牽引、先進先出、限時精準發運等有效管理理念,實現物流運輸與產線生產節奏高效匹配功能。
該功能依托產銷系統支撐,由順義冷軋計劃員按照工序需求對遷鋼庫、在途等庫區物料開展預計劃排程,排程物料通過系統標識自動導入各個庫區,遷鋼物流運輸環節識別排程標識,并緊急組織相應物料精準發運,從而實現跨基地物料牽引功能。通過預計劃物料牽引功能,實現順義冷軋廠和遷鋼物流環節的一體化排程,解決物流運輸環節與下游產線脫節問題。依托上下游生產工序高效銜接,制定先入庫先發運的大物流物料發運管理規范。
(2)鋼軋協同
產銷界面、物流順冷界面實現高效協同的情況下,鋼軋界面協同成為制約遷順產銷一體化排程的關鍵制約環節。
深入分析發現,制約鋼軋界面協同的關鍵在于遷順基地間需求信息不對稱,順冷排產時按照不同輥期組織相應類別合同物料的生產,遷鋼基地不了解相應輥期安排的同時,不能有效識別不同合同類別,造成上工序供料順序混亂、供非所需。
為有效識別不同合同對應不同輥期這一實際問題,徹底解決供料順序混亂現象,首先建立了遷順例會制度,適時溝通生產組織動態,柔性調整全流程生產組織。其次順義冷軋計劃人員人工識別劃分不同合同輥期安排后,將相應標識錄入產銷系統,遷鋼基地鋼軋界面按照合同標識組織相應輥期的集批冶煉軋制工作,從而實現了遷順基地間產銷一體化排程,助力經營效果提升。
(3)運輸協同
圍繞火車發運效率效益的優化提升,對火運出廠計劃、火運車輛配載以及鐵運現場裝車組織過程的信息可視化進行優化完善,同時將與火車發運有業務交叉的汽運出廠的計劃生成、運力分配進行同步完善。主要涉及到產銷一體化銷售物流管理系統、首鋼物流協同平臺(3PL)、熱軋PES系統、智新客戶精準服務系統[3-5]。
2 學模型構建與求解
受地域性特點因素影響,遷鋼熱軋與順義冷軋兩基地均有各自的排程組織模式,兩基地排程均為見料計劃,擁有獨立的原料庫。實際生產過程中,為保證后道工序連續生產,遷鋼熱軋成品庫存在一定量的原料儲備,資源儲備重合造成庫存增加,同時,熱軋準發完成至基地接收期間的物料也沒納入到基地生產計劃排程中去,造成了資源浪費的加劇。
一體化排程模型以原料穩定供料及后工序連續生產為基礎,擴大收池范圍,實現銷售庫、在途及原料庫“三合一”混排,提高計劃合理性,計劃排程前置,備料、運輸等工作圍繞計劃單展開。
具體求解過程如下[6-7]:
步驟一:建立模型總體優化目標函數,即合同鋼卷延期懲罰和生產調度虛擬成本的加權和。
步驟二:設置鋼卷生產時間受下放時間的限制ESTi≤τi。
步驟三:定義鋼卷上下游機組之間的垂直生產約束關系τui+tui+t(ui,i)≤τi。
步驟四:定義粗計劃合同內鋼卷的連續生產關系。
步驟五:定義相鄰粗計劃合同之間的開始生產時間關系τk1+tk1+t(k1,k2)≤tk2。
步驟六:定義粗計劃合同加工時間與其中鋼卷加工時間的約束關系。
步驟七:設置粗計劃合同調度受計劃停機的限制條件PDEj≤τk≤PDS(j+1)-tk,j∈Jp。
步驟八:設置粗計劃合同的大小受計劃類型的限制條件mintp(k)≤sk≤max ttp(k)。
步驟九:設置粗計劃合同的時間窗與其中鋼卷時間窗的約束關系ESTk=max(ESTi),i∈Ck與LFTk=max(LFTi),i∈Ck。
其中,各參數含義如下:
P—表示冷軋生產線的所有單元集合,包括冷軋、脫脂、連退、平整等,以p為索引;
Cp—表示在機組生產的鋼卷集合,以i為索引;
ri—表示鋼卷i的合同優先級系數;
Kp—表示在機組p生產的粗計劃合同集合,以k為索引;
Jp—表示機組p的計劃停機時間集合,以j為索引;
PDSj—表示第j次停機開始時間;
PDEj—表示第j次停機結束時間;
Пk—表示粗計劃合同k中的鋼卷排序;
Ck—表示粗計劃合同k中的鋼卷集合;
τi—表示鋼卷i的開始加工時間;
ti—表示鋼卷i的加工時間;
ui—表示鋼卷i的所對應的上游機組鋼卷;
t(ui,i)—表示鋼卷i從其上游機組到本機組的傳遞時間;
τk—表示粗計劃合同k的開始生產時間;
tk—表示粗計劃合同k的生產時間;
t(k1,k2)—表示在兩個粗計劃合同k1和k2之間的切換時間;
Puv—表示粗計劃之間切換的懲罰系數;
tp(k)—表示一個粗計劃合同k的類型;
sk—表示一個粗計劃合同k的長度;
a,b—表示轉化成本系數,將合同延期成本、粗計劃合同轉換虛擬成本轉化為同類型的成本;
時間窗[ESTi,LFTi]—表示待排產合同鋼卷i的合理加工時間范圍,其中ESTi表示鋼卷i的最早開始加工時間,LFTi為鋼卷i的最晚加工完成時間。粗計劃合同k的時間窗為[ESTk,LFTk]。
3 系統實現
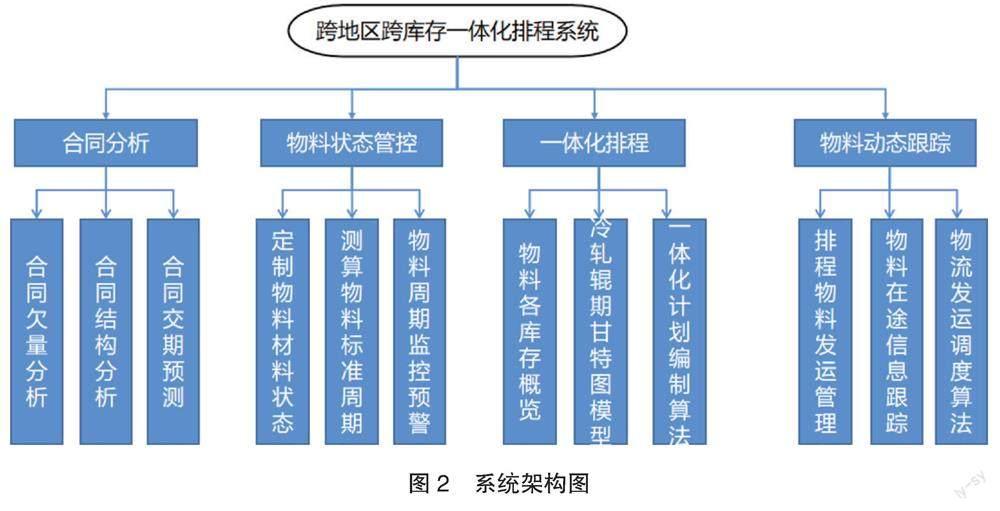
(1)系統構成
跨地區跨庫存一體化排程系統包括合同分析、物料管控、一體化排程和物料動態跟蹤四大模塊。系統架構圖如圖2所示[8-9]。
1)合同分析:計劃員根據合同情況,分析合同的欠量,并根據不同客戶、產品、合同交期,預測合同最晚備料期,形成初步的排產需求,具體包括:
①合同欠量分析結合全流程訂單信息,實時計算各工序合同欠量情況;
②合同結構分析根據客戶、鋼種分析以及交期,系統自動形成初步要料計劃;
2)物料標準管控:結合一體化排程業務,制定特殊的物料狀態,并測算物料在每個狀態的標準周期,對物料的活動時間進行監控,對于超期物料及時采取措施,督促物料的正常運轉,確保物料按期到備料庫存,滿足一體化排程需求。包括:
①制定特殊物料狀態,滿足一體化排產需求;
②測算標準周期,制定每一個狀態的標準周期,測算一體化排產必要條件;
③周期監控預警根據物料每個狀態的監控,確保在標準周期內完成,確保計劃兌現率。
3)一體化排程:根據條件收池可進行排產物料,結合冷軋輥期,制定一體化的排程計劃。
①根據制定的物料狀態以及物流狀態,收池可排產物料,查看物料的庫存情況,碼放情況,方便計劃員選擇物料,滿足一體化排產需求,并最大程度減少倒垛;
②輥期甘特圖:結合軋輥輥期,制定出初步生產計劃安排;
③按計劃編制一體化計劃。
4)物料動態跟蹤:跟蹤物料的物流狀態,實時掌控物料到達情況,便于及時調整生產計劃。
①在途信息跟蹤,跟蹤物料的發運、在途情況,預警到達時間,測算是否滿足生產需求;
②物流運輸算法:結合準發預測算法,按需到料預計劃物料牽引、先進先出、限時精準發運的,實現物流運輸與產線生產節奏高效匹配功能。
(2)實施過程
跨工序一體化排程系統根據業務流程定制材料狀態,建立標準物料周期,并對全流程物流進行實時監控分析,保證物料可以按時交付。同時優化物流運輸算法,明確按需到料預計劃物料牽引、先進先出、限時精準發運等規則,實現物流運輸與產線生產節奏高效匹配功能,為跨工序一體化排程奠定基礎。跨工序一體化排程基于前工序標準周期,從產品下線準確測算各環節周轉時間,預測到順義原料庫時間,結合輥期、合同交期、合同品種構成排程算法,形成跨工序一體化計劃,降低庫存周轉,優化排程結構。跨工序一體化排程系統先進行定制化材料狀態配置維護、標準周期測算、周期預警規則以及各狀態處置人推送等[10]。
其次進行物流計劃規則,先確定一體化計劃物料,然后按照先進先出在歸檔標準時間內發運,最后確定每個點的信息反饋,例如生產庫、銷售庫、沙河驛站點、原料庫等。
最后結合冷軋輥期、訂單交期、鋼種以及所有物料信息,以及檢修日歷,編制跨工序一體化計劃。
1)物料標準周期。根據物料狀態定制包含材料產出、待取樣、性能等待、終判、準發、發運等多種材料狀態,獨立測算物料每個狀態單獨計時,統計持續時間,制定標準周期與監控措施,設置負責部門及專業。對于超期物料自動預警,對負責專業推送超期材料明細,降低庫存周轉,保證物料準時到達順義。標準周期設置與監控如圖3所示。
2)物流運輸算法。根據一體化物料標識,進行優先安排發運,同時滿足先進先出、滿足垛位就近原則,減少交叉,滿足二層優先原則,減少倒垛,同時結合物料的準發預測,提前進行車輛配載,滿足車輛凈載重最大化,載率提升5%。
3)輥期模型。優化算法排程規則,研發輥期模型,計算出每天生產品種與產能分配。結合訂單與可排物料,推薦出一體化預計劃并下達到PES生產進行備料,另外根據全流程物料跟蹤,對于預警無法準時到達的物料,及時進行人工調整,確保計劃的有效執行。
4)指標管控。建立評價指標,包括物料狀態時長、超期分析、一體化計劃兌現率等管控指標,督促各個環節規范、有效完成任務,確保一體化計劃的兌現。
系統界面如圖4和圖5所示。
4 實施效果
合同下達、原料供應以順義冷軋輥期安排為中心,產銷全流程高度集批組織,實現了在降低順義冷軋原料庫存的同時,提高了原料即時有效率,生產組織規范化,為合同按期兌現提供了必要條件。
指標統計顯示,遷順跨地區跨庫存一體化排程系統應用后,遷鋼產品流向資源分配趨于合理化,順義冷軋原料庫庫存降幅39.75%。
產品制造周期對比,按照產品類別,股份公司酸洗、鍍鋅汽車、家電、連退汽車合同制造周期分別縮短11天、10天、21天、13天,資源配置水平大幅提升。
5 結束語
圍繞降低順冷原料庫存量以及提高熱軋-冷軋間物料運輸效率這一問題,首創跨地區跨庫存的高效一體化排程技術與鐵運自動配載技術,逐步解決了遷鋼積壓物料快速到料,實現了物流運輸與產線生產節奏高效匹配功能,有效提升了遷順生產效率,實現了遷鋼銷售庫原料卷精準發運,降低了順義原料庫存,提高了汽車板整單兌現率。其中順冷庫存由技術應用前的13.36萬噸降低至當前的8.05萬噸。
參考文獻
[1] 劉勇強.寶鋼薄板合同訂制優化與余材控制[J].冶金能源,2012,31(3):7-8.
[2] 李海濤,李蘇劍,蘆永明,等.連鑄與熱軋工序余材集成匹配模型與算法[J].北京科技大學學報,2012,34(10):1197-1204.
[3] 郭同柱,楊金輝,喬偉,郭月.首鋼股份熱軋精整工序智能計劃系統的研究與應用[J].冶金自動化,2022,46(05):43-47+95.
[4] 田志波,唐立新,任一鳴,等.基于合成鄰域的蟻群算法求解無委托板坯匹配問題[J].自動化學報,2009,35(2):186-192.
[5] 張鐵毅,劉菁婧.提高熱處理鋼板余材充當率[J].特鋼技術,2021,27(1):55-57+13.
[6] Kuniharu ITO, Tetsuaki KUROKAWA, Masanori SHIOYA. et al. Production Planning and Scheduling Technology for Steel Manufacturing Process[J]. Steel Nippon Steel & Sumitomo Metal Technical Report, 2019, 121: 31-47.
[7] KALAGNANAM J R, DAWANDE M W, TRUMBO M, et al. The surplus inventory matching problem in the process industry[J]. Operations Research, 2000, 48(4): 505.
[8] 樂洋.鋼鐵板帶生產庫存結構與計劃排程協同優化[C].第十屆中國鋼鐵年會暨第六屆寶鋼學術年會論文集II.,2015:213-216.
[9] 劉飛.基于供應鏈的鋼鐵企業物流管理探討[J].冶金管理,2022(3):3~5.
[10] 陳月.鋼鐵企業產供銷信息化系統的開發技術分析[J].數碼世界,2020,15~20.