一種新型高強(qiáng)度鈦合金雙曲率薄壁寬板模壓成形工藝研究
2019-05-22 08:59:36徐曦榮劉鴻彥
中國(guó)金屬通報(bào) 2019年2期
徐曦榮,劉鴻彥,蔡 娜,周 果
(南京寶色股份公司,江蘇 南京 211178)
1 概述
某鈦合金結(jié)構(gòu)體外板成形一般多采用成形模具壓制或無(wú)模多點(diǎn)成形方法進(jìn)行制造,且成形后的單張外板寬度凈尺寸僅有450mm,從而使得整個(gè)鈦合金結(jié)構(gòu)體外板拼接焊縫較多,大大增加焊接工作量和潛在的質(zhì)量風(fēng)險(xiǎn)。我公司擬對(duì)某鈦合金結(jié)構(gòu)體用高強(qiáng)度鈦合金外板采用寬板模壓成形的新型方法進(jìn)行制造,且成形后的鈦合金單張外板寬度凈尺寸約為1000mm,可大大減少鈦合金結(jié)構(gòu)體的外板拼接焊縫數(shù)量,從而有效減少產(chǎn)品的焊接工作量,同時(shí)也可降低產(chǎn)品的潛在質(zhì)量風(fēng)險(xiǎn)。
2 寬板成形研究方案設(shè)計(jì)
某鈦合金結(jié)構(gòu)體外板成形有效寬度僅有450mm,且單張外板只能同時(shí)覆蓋一跨兩根徑向筋,故外板對(duì)接焊縫數(shù)量與鈦合金結(jié)構(gòu)體徑向筋數(shù)量相等,外板焊接工作量較大,使得整個(gè)產(chǎn)品的制作周期較長(zhǎng)。
若能夠?qū)崿F(xiàn)足夠大的寬板同時(shí)覆蓋兩跨三根徑向筋或是三跨四根徑向筋,則整個(gè)鈦合金結(jié)構(gòu)體外板對(duì)接焊縫將大大減少;同時(shí),可進(jìn)一步提高鈦合金結(jié)構(gòu)體質(zhì)量穩(wěn)定性與可靠性,故在寬板成形工藝方案設(shè)計(jì)時(shí)優(yōu)先考慮研究模塊選取整個(gè)鈦合金結(jié)構(gòu)體中曲率最大、深度最深的區(qū)域,研究區(qū)域尺寸為長(zhǎng)2000mm×寬1400mm(具體研究模塊結(jié)構(gòu)參見(jiàn)下圖1所示),且在工藝試驗(yàn)時(shí)優(yōu)先開(kāi)展1400mm寬板模壓成形試驗(yàn)。若模壓試驗(yàn)成功,將不再開(kāi)展1100mm寬板模壓成形試驗(yàn)。若1400mm寬板模壓試驗(yàn)不成功,則再開(kāi)展1100mm的寬板模壓成形試驗(yàn)。
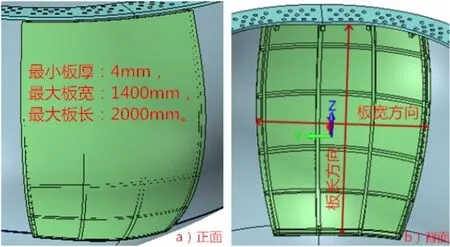
圖1 寬板成形研究模塊示意圖
3 寬板成形工藝方案研究
3.1 寬板成形加工流程
材料檢驗(yàn)→材料復(fù)驗(yàn)(化分、力學(xué)、金相等)→下料→預(yù)彎→模壓成形→消應(yīng)力熱處理定型→外觀及性能檢測(cè)(化分、力學(xué)、金相等)→表面滲透檢查→表面噴砂處理→表面酸洗處理→成形檢測(cè)→標(biāo)識(shí)。
3.2 寬板成形工藝研究
因鈦合金結(jié)構(gòu)體外板為薄壁雙曲面弧形板,通過(guò)常規(guī)卷制或折彎工藝無(wú)法實(shí)現(xiàn),須制作仿形壓模進(jìn)行整體壓制方可成形。首先,需根據(jù)鈦合金結(jié)構(gòu)體幾何模型曲線圖紙建模,確認(rèn)寬板成形壓模結(jié)構(gòu)。依據(jù)壓模結(jié)構(gòu)制作上、下壓模,并打磨拋光至金屬光澤以避免污染鈦合金寬板。利用檢測(cè)樣板檢查壓模曲面至合格,然后進(jìn)行鈦合金寬板試壓工作,試壓寬板與壓模需同爐消應(yīng)力熱處理定型。消應(yīng)力熱處理定型后對(duì)試壓寬板進(jìn)行全面外觀、成形尺寸檢驗(yàn)直至合格。具體的寬板成形加工工藝如下:
3.2.1 材料驗(yàn)收
1)鈦合金板入庫(kù)前,驗(yàn)收材料規(guī)格尺寸、表面質(zhì)量、數(shù)量并記錄備案;
2)在鈦合金寬板表面指定區(qū)域使用不含油性的記號(hào)筆記錄原材料牌號(hào)、規(guī)格尺寸(長(zhǎng)*寬*厚度)、材料移植號(hào)及任務(wù)號(hào)等;
3)以上項(xiàng)目驗(yàn)收合格后,辦理正式原材料驗(yàn)收入庫(kù)手續(xù),作入庫(kù)標(biāo)識(shí)并放置于專(zhuān)用場(chǎng)地存放保管。
3.2.2 壓模制作
1)壓模制作
制作寬板成形壓模,采用上、下壓模設(shè)計(jì)。上、下壓模鋼板立筋表面需使用8mm鋼板進(jìn)行覆蓋,且鋼板表面打磨、拋光處理至金屬光澤,表面不允許有毛刺、棱角及突變;具體壓模結(jié)構(gòu)形式參見(jiàn)下圖2所示。
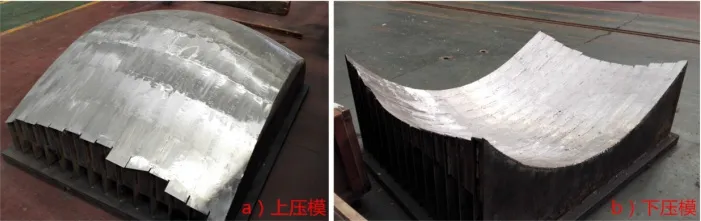
圖2 寬板成形壓模結(jié)構(gòu)示意圖
2)壓模驗(yàn)收
上、下壓模制作完成后,應(yīng)使用檢測(cè)樣板檢查壓模曲面至合格。
3.2.3 寬板下料
鈦合金薄壁寬板采用水射流切割下料,并在下料后機(jī)械去除邊緣毛刺。

表2 板厚4mm鈦合金薄壁寬板成形前、后化學(xué)成分對(duì)照表
3.2.4 寬板壓制
1)壓制設(shè)備:3200T油壓機(jī);
2)壓制工裝:對(duì)上、下壓模表面清理去除浮銹、灰塵及其它異物;
3)寬板壓制:試壓的鈦合金薄壁寬板需先使用卷板機(jī)進(jìn)行預(yù)卷,然后模壓成形;
4)寬板熱處理定型:鈦合金薄壁寬板模壓成形后,應(yīng)焊接固定上、下壓模,并對(duì)鈦合金寬板與壓模進(jìn)行同爐消應(yīng)力熱處理定型(需帶熱成形見(jiàn)證試板);
5)寬板成形檢測(cè):鈦合金薄壁寬板消應(yīng)力熱處理定型并與壓模分開(kāi)后,使用檢驗(yàn)樣板進(jìn)行檢測(cè),并對(duì)模壓成形后側(cè)板材表面進(jìn)行100%滲透檢測(cè),按NB/T47013.5-2015Ⅰ級(jí)合格;同時(shí),需對(duì)鈦合金寬板熱定型見(jiàn)證試板進(jìn)行檢測(cè)。具體檢測(cè)要求如下:

表1 鈦合金薄壁寬板熱處理見(jiàn)證試板力學(xué)性能要求
4 寬板成形試驗(yàn)研究?jī)?nèi)容及結(jié)果
通過(guò)對(duì)板厚4mm、板寬1400mm和1100mm鈦合金薄壁板分別進(jìn)行模壓成形試驗(yàn),發(fā)現(xiàn)板寬1400mm鈦合金薄壁板無(wú)法成形合格,且成形后的板邊緣皺褶嚴(yán)重且有較大裂紋;而板寬1100mm鈦合金薄壁板,在模壓成形并熱定型后,其邊緣也出現(xiàn)一定皺褶(參見(jiàn)下圖3所示)。板寬1100mm的鈦合金薄壁板邊緣皺褶深度約2mm,并向板寬內(nèi)側(cè)方向延伸約20~40mm。因鈦合金薄壁板在壓制時(shí)四邊均留有約50mm切割余量,故此部分皺褶在后續(xù)裁切定尺時(shí)可去除,滿足使用要求。
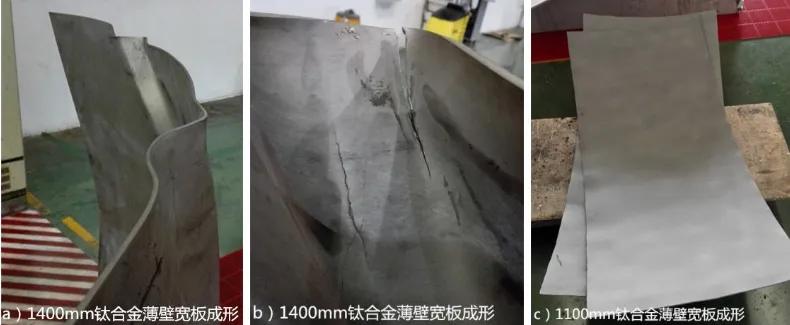
圖3 板寬1400mm/1100mm鈦合金薄壁寬板成形后示意圖
同時(shí),通過(guò)對(duì)成形前、后的板寬1100mm鈦合金薄壁寬板化學(xué)成分、力學(xué)性能及金相組織檢測(cè)發(fā)現(xiàn),成形后鈦合金薄壁板的化學(xué)成分、力學(xué)性能及金相組織較原材料均未發(fā)生大的變化。鈦合金薄壁寬板成形前、后的化學(xué)成分及力學(xué)性能數(shù)據(jù)對(duì)比參見(jiàn)下表2和3所示。
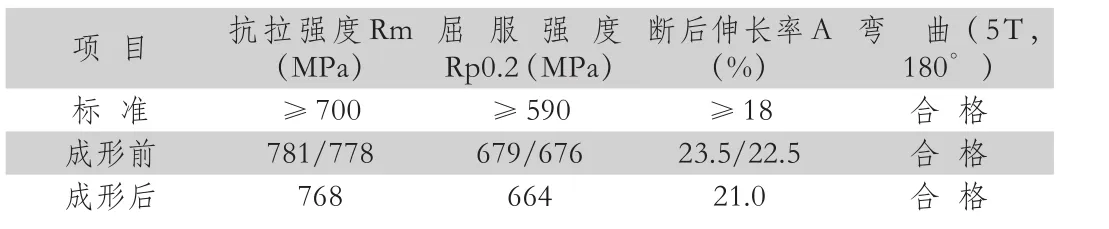
表3 板厚4mm鈦合金薄壁寬板成形前、后力學(xué)性能對(duì)照表
4mm鈦合金薄壁寬板成形前、后金相組織變化參見(jiàn)下圖4所示。
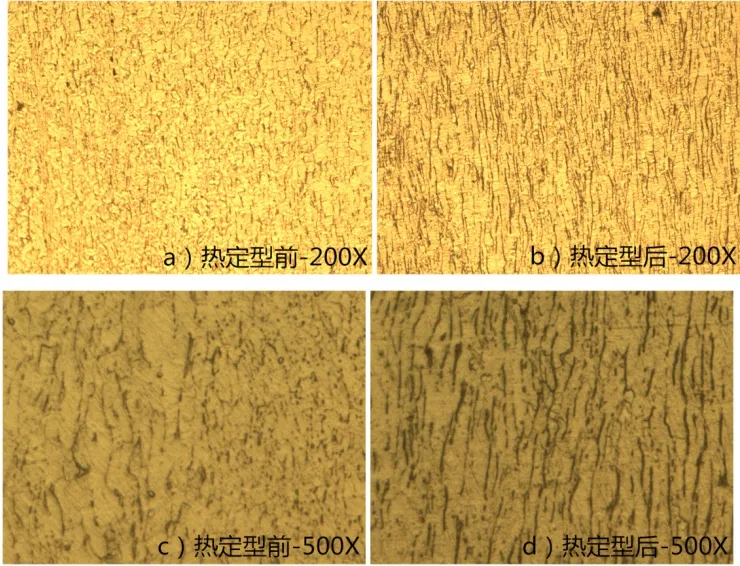
圖4 鈦合金薄壁寬板成形前、后金相組織示意圖
5 結(jié)論
綜上所述,板厚4mm、板寬1400mm高強(qiáng)度鈦合金雙曲率薄壁寬板采用新型模壓成形工藝方法制造非常困難,且容易產(chǎn)生嚴(yán)重裂紋;而板厚4mm、板寬1100mm高強(qiáng)度鈦合金雙曲率薄壁寬板采用新型模壓成形工藝方法制造相對(duì)容易,成型效果較好。同時(shí),熱定型后鈦合金薄壁板材的化學(xué)成分特別是氫、氧含量未發(fā)生明顯變化,力學(xué)性能較原材料性能雖略有下降但不明顯,而熱定型后鈦合金薄壁板材的金相組織則較原材料更為細(xì)膩、均勻。成形后的鈦合金薄壁板的化學(xué)成份、力學(xué)性能及金相組織均滿足原材料標(biāo)準(zhǔn)及技術(shù)協(xié)議要求。
故從鈦合金薄壁寬板生產(chǎn)加工難度及其成形工藝及質(zhì)量可靠性角度出發(fā),1100mm鈦合金薄壁寬板即可滿足鈦合金結(jié)構(gòu)體產(chǎn)品外板工藝需要,且可有效減少產(chǎn)品外板對(duì)接焊縫數(shù)量及外板焊接工作量,大大降低鈦合金結(jié)構(gòu)體的潛在質(zhì)量風(fēng)險(xiǎn),從而使得鈦合金結(jié)構(gòu)體產(chǎn)品質(zhì)量更加穩(wěn)定、可靠。
猜你喜歡
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
哲學(xué)評(píng)論(2021年2期)2021-08-22 01:53:34
山東冶金(2019年6期)2020-01-06 07:45:54
中華詩(shī)詞(2019年7期)2019-11-25 01:43:04
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
影視與戲劇評(píng)論(2016年0期)2016-11-23 05:26:01
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
