織構對5005A鋁合金陽極氧化條紋的影響
2019-05-15 03:33:58吳廣奇李永鋒程劍南
鋁加工 2019年2期
吳廣奇,李永鋒,劉 輝,程劍南
(中鋁河南洛陽鋁加工有限公司,洛陽471000)
0 前言
5005A鋁合金陽極氧化板以其質量輕、更耐刮傷以及新穎獨特、金屬質感強、具有優良的散熱性能、環保無毒、不吸塵且容易清洗等優點,在通訊器材、家用電器、建筑行業等行業得以更加廣泛的應用。本文通過對5005A合金陽極氧化后表面條紋分析,研究不同的熱軋工藝、退火工藝和冷軋工藝下的織構對氧化條紋的影響,從而找到消除5005A鋁合金陽極氧化板條紋缺陷的方法。
1 條紋缺陷分析
按照圖1的方法將5005A鋁合金產品進行表面、截面取樣,對其進行模擬陽極氧化。對出現的表面條紋采用能譜掃描和X衍射分析方法進行分析,結果見圖2。

圖1 5005A合金產品取樣示意

圖2 能譜掃描和X衍射分析方法織構比例分析
由圖2可知,氧化條紋內部組織有明顯的不同:條紋部分變形織構較多,且織構排布不均勻;無條紋的部分立方織構和變形織構數量比例相對均勻。
分析認為產生條紋的原因為材料內部織構取向不均勻。
2 試驗方案
選用三種不同的生產工藝方案對5005A合金進行試驗,同時模擬陽極氧化試驗進行表面評價。
試驗流程:鑄錠銑面→熱軋至厚度8.0mm(不同的軋制速度得到不同的終軋溫度)→冷軋→中間退火→成品軋制至3.0mm→取樣模擬陽極氧化試驗→表面評級。
模擬陽極氧化工藝:表面預處理(清洗) →堿洗3 min→酸洗→ 氧化30 min。
氧化表面質量評級:A、B、C、D,代表表面的好壞依次降低。
3 試驗結果
3.1 不同熱軋終軋溫度對氧化條紋的影響
對不同的終軋溫度生產的5005A 3.0mm厚度的產品進行陽極氧化表面分析,分析結果見表1。由表1可知,終軋溫度高(310℃)的表面質量較終軋溫度低的(280℃)表面條紋較少,表面質量較好,表面達到C級水平。

表1 不同熱軋溫度對氧化條紋的影響
對熱軋溫度280℃、310℃的5005A合金做表面晶粒取向分析及其織構比例分析,結果見圖2、圖3和表2。由此可知,280℃終軋溫度的5005A合金板材的CUBE織構(立方織構)比例比310℃時的要少。因為終軋溫度低,熱軋卷原始的再結晶組織(立方織構)少,軋制到成品卷材時遺留的立方織構也相對較少,變形織構相對較多,陽極氧化后表條紋也較多,故而表面不合格。

圖2 終軋溫度280℃表面晶粒取向分布

圖3 終軋溫度310℃表面晶粒取向分布

表2 織構組成比例
3.2 不同中間退火溫度對氧化條紋的影響
熱軋終軋溫度310℃時,采用不同的中間退火溫度對5005A合金產品進行退火。樣品經模擬陽極氧化后,不同中間退火溫度對氧化條紋的影響結果見表3。由表3可知,經300℃中間退火的5005A合金產品表面為C級,經330℃中間退火的5005A合金產品表面較好,達到B級。

表3 不同中間退火溫度對氧化條紋的影響
對中間退火溫度310℃、330℃的5005A合金做表面晶粒取向分析及其織構比例分析,結果見圖4、圖5和表4。由此可知,330℃中間退火的卷材CUBE織構(立方織構)比例比300℃時的要多。分析原因認為,330℃中退溫度高于5005A合金完全再結晶溫度,變形織構轉變成再結晶組織(立方織構)的數量相對較多,軋制到成品卷材時立方織構也較多,故而陽極氧化后表面條紋也較少。

圖4 中退溫度310℃表面晶粒取向分布

圖5 中退溫度330℃表面晶粒取向分布

表4 織構組成對比
3.3 不同成品道次加工率對氧化條紋的影響
在前兩種試驗的基礎上,采用不同的冷軋道次加工率生產的產品模擬陽極氧化后結果見表5。由表5可知,冷軋道次加工率40%時,表面質量完全看不到條紋,達到A級;而30%道次加工率的產品表面條紋較少,達到B級。
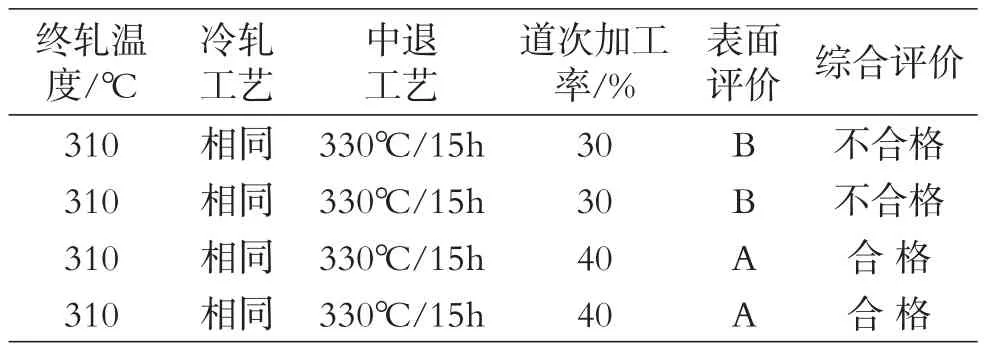
表5 不同成品道次加工率對氧化條紋的影響
通過對比晶體取向及織構比例:30%成品道次加工率生產的卷材CUBE織構(立方織構)比例比40%時稍多一點,但變形織構比例少。分析認為加工率大產生的變形織構數量相對較多,在加工率40%情況下達到各種織構相對分布較均勻,陽極氧化后表面較細膩,看不到表面條紋。結果見圖6、圖7和表6。

圖6 成品道次加工率30%表面晶粒取向

圖7 成品道次加工率40%表面晶粒取向

表6 織構組成對比
4 結論
(1)織構的組成決定5005A鋁合金板材陽極氧化條紋。
(2)通過控制熱軋終軋溫度310℃、中間再結晶退火溫度為330℃、道次加工率控制在40%,可以改變變形織構和立方的組成,陽極氧化后產品表面條紋可以消除。
