模壓工藝參數對某飛機旅客觀察窗窗框鍛件成型質量的影響
2019-05-15 03:34:04王清松吳道祥陳煥良李丹丹
鋁加工 2019年2期
王清松,吳道祥,陳煥良,李丹丹
(西南鋁業(集團)有限責任公司,重慶401326)
0 前言
在航空領域,為了滿足減重的需要,大多數鋁合金鍛件被設計成高筋薄壁的T型截面結構。這種結構的鍛件在成型的過程中,由于工藝參數的設置欠佳,會造成各種成型缺陷,如填充不滿、流線穿流、組織晶粒粗大且分布不均等質量問題[1-3]。目前學者們利用有限元仿真軟件在筋板類鍛件熱模鍛成型方面展開了大量的研究工作。Park等[4]采用有限元模擬軟件對筋板類鍛件模鍛成型過程進行模擬實驗。Shan等[5]采用局部加載的方法對筋板類鍛件等溫模鍛成型進行有限元模擬分析。Zhang等[6]采用實驗與數值模擬相結合的方法,研究了某7075鋁合金盤類鍛件等溫精密成型過程組織流線分布情況及演變方式。
在鍛造成型過程中,工藝狀況復雜,鍛件的成型質量受多種因素影響,往往需要通過考慮主要因素對鍛件成型質量的綜合作用[7-8]。本文基于有限元數值模擬平臺,以坯料溫度、模具溫度、模具橋部高度、壓機速度以及摩擦系數作為此次研究的因子變量,以筋部充填高度、成型載荷作為窗框成型質量的主要指標,研究模壓工藝參數對鍛件成型質量的影響,為窗框鍛件成型工藝的制定提供參考。
1 產品外形尺寸分析
本文研究的某飛機旅客觀察窗窗框為超薄壁高筋弧形全非機加工精密模鍛件。外形最大外輪廓長度約460mm、寬340 mm、高37mm,腹板最大厚度10mm,在上表面有一高度約22mm,厚度3mm的高筋,壁厚、最大高寬比為11∶1。因此,該模鍛件成型難點集中于高筋部位的填充成型。
2 有限元模型
本文采用DEFORM-3D軟件作為數值模擬平臺,利用剛塑性有限元模型對窗框鍛件成型過程進行數值模擬。考慮到鍛件對稱性,采用1/4模型進行有限元模擬,坯料及模具模型如圖1所示。模擬過程中不考慮模具變形,設置為剛形體;忽略坯料彈性變形,只考慮塑性變形;摩擦模型選擇剪切模型。利用Deform 3D軟件自帶劃分網格功能對坯料進行網格劃分,坯料網格數為100000,在計算過程中隨時根據網格畸變情況進行重新劃分。
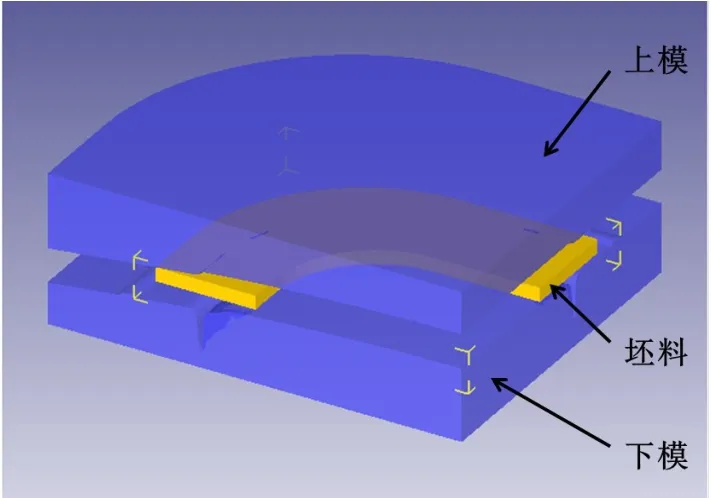
圖1 有限元模型
3 模壓工藝參數的影響
3.1 坯料溫度
圖2所示為窗框鍛件在不同坯料溫度下成型時鍛件筋部充填高度及成型載荷。由圖可知,不同的坯料溫度下,隨著坯料溫度的升高,鍛件筋部充填高度有微小幅度的提升,但總體的變化不是太大,這說明坯料溫度對鍛件筋部的充填影響不是太大。另外,隨著坯料溫度的提升,鍛件的成型載荷逐漸下降,當坯料溫度為400℃時,鍛件成型載荷為8680t,坯料溫度升高至430℃時,鍛件成型載荷降到8120t。
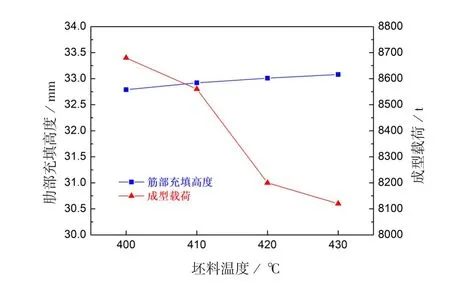
圖2 坯料溫度對鍛件成型質量的影響
3.2 模具溫度
圖3所示為窗框鍛件在不同模具溫度下成型時鍛件筋部充填高度及成型載荷。由圖可知,不同的模具溫度下,鍛件筋部充填高度的變化仍然不是太大。隨著模具溫度的升高,鍛件的成型載荷有著明顯的變化,下降比較明顯,當模具溫度為250℃時,鍛件成型載荷為9520t,坯料溫度升高至400℃時,鍛件成型載荷降到4840t,降低了49.16%。
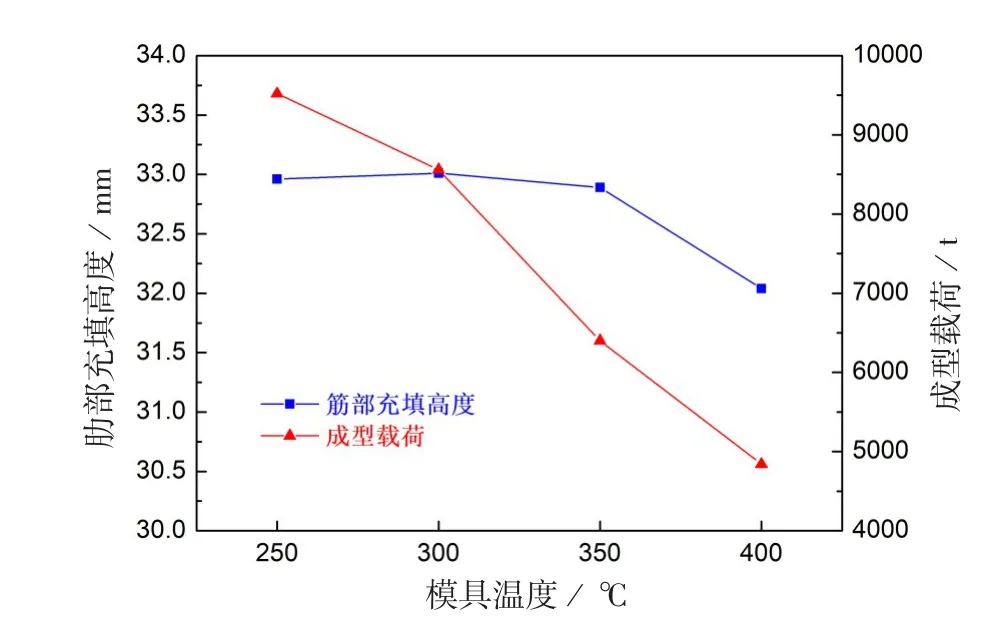
圖3 模具溫度對鍛件成型質量的影響
3.3 模具橋部高度
圖4所示為不同模具橋部高度下鍛件成型筋部充填高度及成型載荷。由圖可知,模具橋部高度對鍛件筋部充填有較大的影響。隨著模具橋部高度的增大,鍛件筋部充填高度逐漸增大,當模具橋部高度為0.5mm時,鍛件筋部充填高度為31.18mm,模具橋部高度增大到2.0mm時,鍛件筋部充填高度增大到33.01。另外,隨著模具橋部高度的增大,鍛件的成型載荷也逐漸增大。當模具橋部高度由0.5mm增大到2.0mm時,鍛件的成型載荷也由7360t增大到8560t。
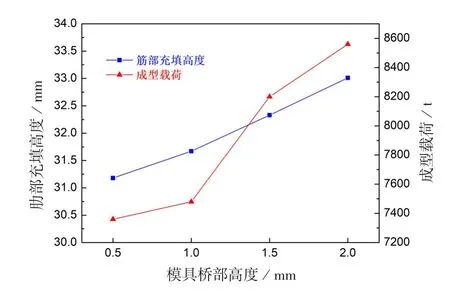
圖4 模具橋部高度對鍛件成型質量的影響
3.4 壓機速度
圖5所示為窗框鍛件在不同壓機速度下成型時鍛件筋部充填高度及成型載荷。由圖可知,不同壓機速度下,鍛件筋部充填高度的變化不大。但是隨著壓機速度的增大,鍛件的成型載荷有著明顯的增大,當壓機速度為0.5mm/s時,鍛件成型載荷為5800t,壓機速度增大至10mm/s時,鍛件成型載荷增大到8560t。
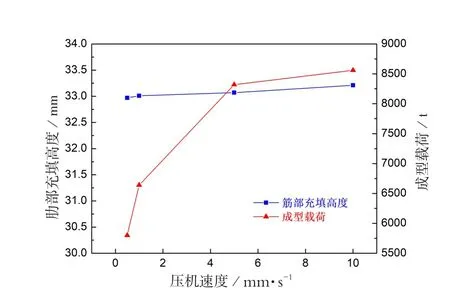
圖5 壓機速度對鍛件成型質量的影響
3.5 摩擦系數
圖6所示為窗框鍛件在不同摩擦系數下成型時鍛件筋部充填高度及成型載荷。由圖可知,摩擦系數對鍛件成型筋部充填高度及成型載荷都有著較為明顯的影響,且都隨著摩擦系數的增大而增大。當摩擦系數為0.1時,鍛件筋部充填高度為21.01,鍛件成型載荷為4600t;當摩擦系數增大到0.4時,鍛件筋部充填高度增大到33.10,增大了57.54%,鍛件成型載荷增大到9320t,增大了102.61%。
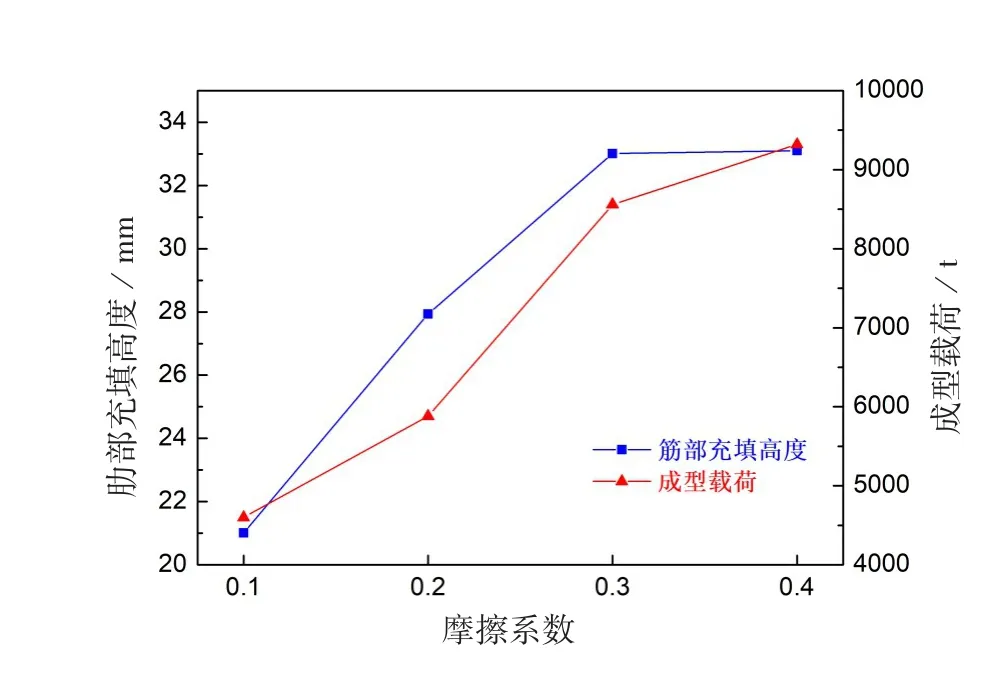
圖6 摩擦系數對鍛件成型質量的影響
4 結論
(1)坯料溫度及模具溫度對鍛件筋部充填影響不是太大,但是隨著坯料溫度及模具溫度的升高,鍛件的成型載荷逐漸下降。
(2)模具橋部高度對鍛件筋部充填有較大的影響,隨著模具橋部高度的增大,鍛件筋部充填高度逐漸增大。另外,隨著模具橋部高度的增大,鍛件的成型載荷也逐漸增大
(3)不同壓機速度下,鍛件筋部充填高度的變化不大。但是隨著壓機速度的增大,鍛件的成型載荷有著明顯的增大。
(4)摩擦系數對鍛件成型筋部充填高度及成型載荷都有著較為明顯的影響,且都隨著摩擦系數的增大而增大。
